
下弦节点预埋钢筋弯曲成形工艺及模具设计
2014-08-29 01:38中铁宝桥天元实业发展有限公司宝鸡721001郭坤亮
金属加工(热加工) 2014年7期
中铁宝桥天元实业发展有限公司 (宝鸡 721001) 郭坤亮
预埋钢筋是规格为φ32mm带有纵肋的月牙肋钢筋,纵肋高度为2.4mm,实际外径在φ33.7~φ35.2mm之间,零件长度为1200mm。为增加预埋钢筋的锚固力,设计弯曲面不在同一个平面上,其弯曲截面互相垂直。预埋钢筋3D模型如图1所示。

图1
1.零件工艺性分析
(1)弯曲成形方式 预埋钢筋技术条件要求采用机械冷弯方式,若不对钢筋进行加热,仅靠手工很难弯曲成形。采用车间3000kN摩擦压力机进行冲模压弯成形。
(2)钢筋纵肋对弯曲成形的影响 钢筋在弯曲过程中,若在端头进行直角弯曲前,在空气锤上将变形区的纵肋镦平,则能有效减小转动幅度,但弯曲后工件仍需进行矫正。经分析,成形内容主要有:下料→镦平纵肋→直角压弯→中间“S”形压弯→矫正。
2.模具设计
(1)弹复分析 回弹是弯曲过程中不可避免的现象,也是冲压成形缺陷中最难以解决的问题。钢筋冲模压弯变形由塑性变形和弹性变形两部分组成。钢筋冲模压弯合模时,变形区内外层应力与应变的性质相反,分模时这两部分弹复变形的方向也是相反的,所以它们引起钢筋形状和尺寸的变化十分显著,使预埋钢筋的几何精度受到损害。在实际冲压条件下,为使钢筋变形区产生弯曲变形以形成零件形状,在模具作用下,不可避免地也使非变形区产生一定的变形;分模时,钢筋非变形区也同样会产生与合模时变形方向相反的弹复变形,造成钢筋形状变化。对非变形区的变形和弹复起主要影响的是钢筋弯曲方式和模具结构尺寸。
(2)端头直角弯曲模设计 因钢筋采用冷弯方式,弹复角相对于热弯曲方式大,同时考虑模具间隙及非变形区的变形,弹复角取13°,即模具角度为77°,使得回弹后的形状符合工件要求。直角弯曲凹模结构3D模型如图2所示,直角弯曲凸模结构3D模型如图3所示。
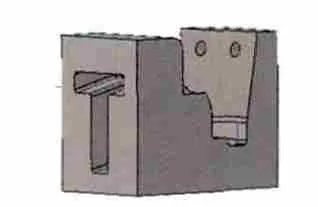
图2

图3
钢筋仰角13°入凹模,送料至凹模后侧螺栓端头定位处,由凸凹模合模冲压成形;分模后,钢筋从凹模中间退料口退出。
(3)中间“S”形弯曲模设计 根据预埋钢筋中间“S”形对称性特点,且“S”形两侧直线较长,在设计模具时将成形斜面倾斜一定角度,以保证成形尺寸和平行度要求。依据弯曲件两臂非变形区向相反两个方向弹复变形,使二者相互补偿的特点,弹复角取2°,即模具角度比工件角度小2°。中间“S”形弯曲模结构3D模型如图4所示。
“S”形弯曲模凸凹模结构完全一样,合模时采用一模两件成形,钢筋直角弯曲端左右各一件水平放置,定位采用焊接附件。此方法既可提高劳动生产率,又能减小钢筋转动幅度。

图4
猜你喜欢
机电元件(2022年1期)2022-03-08
山东煤炭科技(2021年9期)2021-10-14
武汉交通职业学院学报(2021年3期)2021-09-23
工程建设与设计(2020年20期)2020-11-08
军事文摘·科学少年(2020年3期)2020-03-26
决策探索(2019年19期)2019-10-21
中国塑料(2016年6期)2016-06-27
中国塑料(2016年9期)2016-06-13
中国塑料(2016年1期)2016-05-17
中国塑料(2015年11期)2015-10-14
