
热处理如何做好高温测量
2014-08-29 01:15北京百慕航材高科技股份有限公司100094刘俊杰周广银
金属加工(热加工) 2014年7期
北京百慕航材高科技股份有限公司 (100094) 刘俊杰 周广银
热处理审核是Nadcap特种工艺认证项目的重要内容,目前主要参考标准是宇航材料规范AMS2750D《高温测量》,该规范规定了对用于热处理的热加工设备的高温测量要求,其中包括温度传感器、仪表、热加工设备、系统精度测试和温度均匀度测试的要求。
一、温度传感器
在高温测量中,温度传感器指的是各种热电偶,它是由两种不同成分的材质导体组成的闭合回路,当两端存在温度梯度时,回路中就会有电流通过,此时两端之间就存在电动势,即热电动势,这就是所谓的赛贝克效应,两种不同成分的均质导体为热电极,温度较高的一端为工作端,温度较低的一端为自由端,自由端通常处于某个恒定的温度下。根据热电动势与温度的函数关系,制成热电偶分度表。分度表是自由端温度在0℃时的条件下得到的,不同的热电偶具有不同的分度表。
热电偶根据导体材质不同分为贵金属热电偶和廉金属热电偶。贵金属热电偶是由铂、铑等贵金属组成,受到高温、氧化和空气减少影响而产生的电动势偏移量少,其中包括S、R和B型热电偶;廉金属热电偶是除了S、R和B型热电偶之外的热电偶,包括E、J、K、N和T型。
热电偶根据保护材料不同又分为易耗型热电偶和非易耗型热电偶。易耗型热电偶外面用纤维布或塑料包裹,它的绝缘材料包括玻璃纤维和由玻璃纤维包裹的陶瓷纤维棉等;非易耗型热电偶在赤裸的热电偶上覆盖陶瓷绝缘体,有时为了稳定性和保护作用将导线插入到一根管子内。
热电偶与仪表的连接主要通过补偿导线,补偿导线是不允许绞接的,同时不同型号热电偶的补偿导线是不同的,不同补偿导线的颜色也是有规范的,且各个国家的规范不同,使用时统一即可。
1.温度传感器的种类
各种用途的热电偶在AMS2750D中也有详细的要求,但若测试热电偶是第三方检定的话,一般只需要关注用作温度均匀度测试,系统精度测试,控制、记录和监测的热电偶,或载荷热电偶。
(1)温度均匀度测试热电偶 对热处理设备进行温度均匀度测试过程中使用的热电偶,其只允许使用B、R、S、J、K型热电偶,其中B、R、S为6个月检定一次,J、K为3个月检定一次,最大允许误差为±2.2℃或±0.75%。
(2)系统精度测试热电偶 对热处理设备进行系统精度测试过程中使用的热电偶,同样也只允许使用B、R、S、J、K型热电偶,检定方式同上,只是最大允许误差分别为:J、K型热电偶±1.1℃或±0.4%,R、S型热电偶±0.6℃或±0.1%,B型热电偶±0.25%。
(3)控制、记录和监测热电偶 用于控制、记录和监测热处理设备内部温度的热电偶,由于要进行系统精度测试,所以只需要进行初次检定即可,系统精度测试可以定期监测热电偶是否在合格的范围内,它的最大允许误差与设备类型有关,1类和2类设备最大允许误差为±1.1℃或±0.4%,3~6类设备最大允许误差为±2.2℃或±0.75%。
(4)载荷热电偶 根据不同设备结构或特殊要求,对热处理设备内部处理的材料实际温度监测的热电偶,对B、R、S型载荷热电偶的检定周期为6个月,而廉金属热电偶不允许重复检定,但根据使用温度的不同分别给出了使用时间和次数的限制。
2.温度传感器的检定
温度传感器的检定除了按照以上的周期要求外,所有热电偶的检定证书必须包含校准数据来源、名义测试温度、实际测试温度、校准技术,以及可跟踪到NIST或其他制定国家标准的每个校准温度的修正系数,同时温度传感器应在其使用范围内进行校准,校准间隔应不大于140℃,对于高于260℃使用后的K和E型热电偶,不允许重复校准。
二、仪表
这里所指的仪表是将传感器的电动势转变成温度值用于过程控制、记录和监测,进而建立、记录和维护过程参数的仪器。
1.仪表的种类
(1)现场测试仪表 在系统精度测试和温度均匀度测试过程中采集测试偶温度的仪表及现场对控制、记录和监测仪表检定的仪表,检定周期为3个月,最大允许误差为±0.6℃或读数的±0.1%,以大者为准。
(2)控制、记录和监测仪表 设备上安装的用以控制、记录和监测设备内部温度的仪表,根据设备类型和仪表种类不同检定周期也不尽相同。如果超温报警仪表仅用于设备的超温保护,不需要检定,这里指的超温是超过设备使用的最高温度,用于保护设备,所以报警表的报警温度是一定的,不需要调整。但很多地方要求报警表温度是工艺温度上限再加10℃,报警表温度随工艺温度不同而改变,在这里报警仪表就不只是保护设备,而是保护设备处理的工件,此种情况下报警表需一年一检。
同时,记录仪表记录的频率不一定必须在整个范围内都得到实现,只要在对工艺要求比较重要的部分达到或大于这个要求就可以了,这一点一般的记录仪表都可以实现。
2.仪表的检定
所有的仪表都需要按照以上要求进行检定,但是控制、记录和监测仪表的检定温度点没有细致的要求,只要根据制造商的说明书进行就可以了,如果没有制造商的说明书,可以在设备合格操作温度范围的低、中、高三点进行测试。
仪表检定合格后,粘贴在仪表上的标签至少应包括检定实施日期、下次检定日期、检定人员和检定时所受到的任何限制,在检定的合格报告中应包含的内容AMS2750D也作出了详细的要求。
三、热加工设备
AMS2750D要求所有的热处理设备都应标明炉子级别和仪表类型。其中炉子的级别根据温度均匀度范围而定,而炉子仪表类型由炉内温度传感器的数量、位置和功能决定。
1.炉子的级别
炉子级别与温度均匀度的关系见附表。
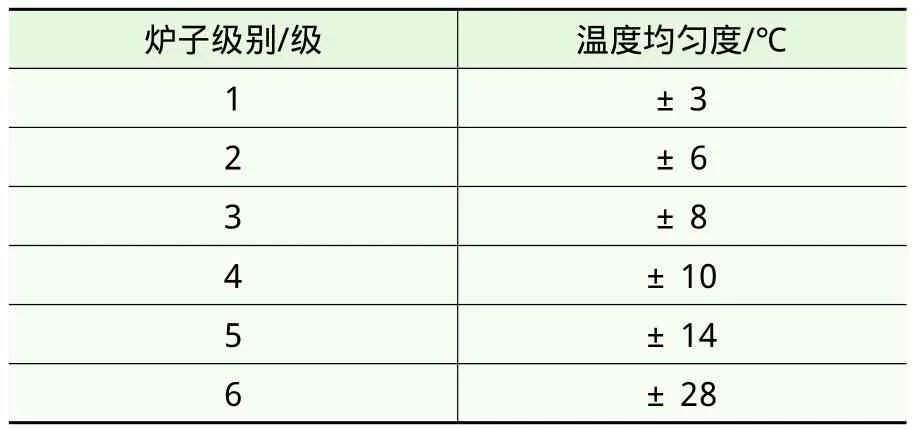
炉子级别表
2.炉子仪表类型
炉子仪表类型共分为六种,分别为A、B、C、D、E型和冷冻设备及淬火系统,分类主要由控制、监控炉温的仪表和传感器的分布而定。
需要注意,只有确定了炉子级别和仪表类型才可以确定各种测试和检定的周期,有时根据需要在仪表类型之间会有偏差,如何界定仪表类型十分关键,因此在实际操作过程中有时也需要对仪表类型的确定和仪表、传感器的分布之间进行一定的说明,以方便实际操作。
四、系统精度测试
系统精度测试是指将仪器、补偿导线、传感器读数与已经过检定的测试仪器、补偿导线和传感器的读数进行现场比较,以判断测量的温度偏差是否在允许的范围之内。其目的是为了保证热处理炉每个控制区域的控制和记录系统是有效的。
对于生产中所用的热处理设备,应该对每个控制区的每一个温度控制、监测及记录系统做系统精度测试。
1.系统精度测试的程序
在任何工作温度下,被测传感器显示或记录的未加修正的读数都必须与测试仪传感器已修正的读数进行比较,测试热电偶的末端必须尽可能地与被测试热电偶的末端靠近,两点之间的距离不能超过76mm,接下来的系统精度测试所使用的热电偶必须与初次测试时的定位相同,测试热电偶可以是临时插入也可以是固定的,如果固定使用也必须符合AMS2750D中的规定要求。
2.系统精度测试的结果
对于系统精度的结果,在AMS2750D中有要求,在这里以4类D型炉子为例,SAT的正常周期为两周,如果内部有预防性维护措施,那么SAT的周期最长可以变为每月。当然,在进行了可能影响系统精度测试结果的任何改变后也应重新进行系统精度测试,最大误差为±2.2℃或读数的0.4%,以大者为准,在这里要重点指出的是最大允许调整量,即最大允许调整的偏置。
偏置分为手动偏置和电子偏置,调整偏置的目的就是在已知控温和记录系统存在误差,为使设备状态更好,进而对控制系统进行手动或电子偏置。对于控温精度要求高的设备,进行偏置设定是有意义的,能够更好地控制和了解设备工作情况,因为误差是难免的,比如试验炉。但对于生产型企业用的大设备,对系统精度要求不是特别高,建议不使用偏置,或是不长期使用偏置,因为小的误差对设备要求没有影响,不需要调整偏置,而如果有大的误差(范围内),说明控温或记录链已出现问题,调整偏置不能规避问题。
使用或不使用偏置,不会对系统精度测试的结果产生任何影响。
五、温度均匀度测试
1.定义
温度均匀度是指热处理炉合格工作区内的温度相对于设定温度的变化。对于通过使用传感器来控制温度的蒸馏炉而言,是指工作区温度与传感器温度,而不是与设定温度之差。而温度均匀度测试(TUS)指的是在热平衡前后,用校验过的现场测试仪器和传感器对炉子工作区温度变化量进行的一个或一系列测试。这里的热平衡前后,是指在这个加热过程中温度差都应在要求范围之内。
同时应注意,工作区是指炉子中温度变化符合均匀度容差要求的一部分界定的体积。控制区指热处理设备工作区的一部分,这一区域有独立的传感器、仪表,能够控制温度的热输入和输出装置。炉子的这一区域是独立控制的。
2.测试温度均匀度的程序
(1)TUS的要求 在热处理炉开始热处理生产前必须进行TUS,此后需要进行定期的TUS,同时一台炉子可以有多个合格的工作温度范围。
(2)TUS传感器的数量和位置 TUS传感器的数量和工作区的体积有关,对于工作体积小于0.085m3的炉子,应在4个角及中心位置各放置一个传感器;如果炉子工作区是圆柱形的,应在圆周面呈90°的4个点及中心位置放置传感器,以上两种情况,所有的传感器都应被放在最能代表合格工作区的点上。对于工作区体积大于0.085m3的炉子,应在8个角各放置一个TUS传感器,并在中心放置一个传感器;如果工作区是圆柱形的,则要在两个底面沿圆周呈120°各放置3个TUS传感器,再在圆柱体中心放置一个,另外两个传感器均匀分布在最能代表合格工作区的位置。当工作区体积大于6.4m3时,将其余的TUS传感器均匀分布在最能代表合格工作区的点上。
(3)测试的参数 所有的参数必须反映生产中设备的实际工作情况,包括工作区气氛、升温速度及真空度等,如果正常生产过程中是将材料放入已加热的设备中,那么测试传感器可以放入冷却的设备或预热过的设备,但是如果正常生产过程中是将材料放入冷却的设备中,那么在做TUS时就不能对热处理炉进行预热。
(4)测试数据的采集 测试数据的采集应该从TUS传感器达到测试温度容差下限之前开始,这样在炉子或任何一个TUS传感器超过温度均匀度容差上限时都能记录。如果热处理炉经过了预热稳定,就应该在炉内加载测试炉料或测温架时立刻开始采集数据,所以,需要进行采集的传感器包括测试传感器和控温传感器。
一旦开始采集,就应在测试持续时间内每2min记录一组所有TUS传感器的读数,测试、控制和记录传感器都不能超过温度均匀度容差上限,炉子应保持在测试温度直至所有测试传感器都达到稳定,传感器稳定后数据采集还应持续进行至少30min。
(5)测试结果 用TUS测试仪器记录炉子传感器温度数据不能取代以人工或通过炉子上的过程记录仪来记录的炉子传感器温度数据,即采集的数据同时要包括控温偶的温度,这样可保证炉子温度均匀度整体偏高或偏低时,使用者通过改变测试温度达到测试合格的目的,保证测试的可信性。TUS测试结果如果连续合格,测试间隔可相应延长。
(6)进行TUS测试的温度情况 初始使用时必须进行TUS测试,测试点包括设备的最高点和最低点,同时如果相邻的两个测试温度点之差大于335℃,还应增加测试温度点。定期测试温度应是合格的操作温度范围内的任一温度,也可以适当增加测试点温度,同时保证温度点之差大于335℃,每年还需要进行一次包括最高、最低点的TUS测试。测试结束后,需要出具合格的TUS报告。
最后,现场必须悬挂各种测试的合格标识,同时还应该有控制仪器的调整参数,控制记录传感器、负载及TUS传感器三维定位图。
猜你喜欢
新传奇(2022年1期)2022-02-03
河南畜牧兽医(2020年21期)2020-01-10
电子制作(2019年19期)2019-11-23
重型机械(2019年3期)2019-08-27
北京航空航天大学学报(2017年3期)2017-11-23
中国药业(2014年17期)2014-05-26
中成药(2014年10期)2014-02-28
河南科技(2014年10期)2014-02-27
装备制造技术(2013年6期)2013-06-26
