某大型天线骨架的安装
2014-09-08 10:14蔡志清
电子机械工程 2014年4期
邹 祥,蔡志清
(南京电子技术研究所, 江苏 南京 210039)
某大型天线骨架的安装
邹 祥,蔡志清
(南京电子技术研究所, 江苏 南京 210039)
大型天线骨架作为某远程测量雷达的天线载体,具有面积大、精度高、安装复杂的特点。文中针对某天线骨架的结构特点和精度要求,分析了天线骨架的装配难点及影响安装精度的因素。通过优化装配流程、合理安排天线骨架的安装顺序、采用预装后再正式装配的方法,最终实现了天线骨架的安装精度,可为该类型天线骨架的安装提供参考。
天线骨架;预装配;定位螺栓;平面度
引 言
某大型远程测量雷达以钢骨架结构作为天线载体。该骨架由过渡骨架和阵面骨架组成,过渡骨架通过焊接在预埋钢板上的调节螺栓支撑,预埋钢板镶嵌在固定建筑上;阵面骨架则通过螺栓安装在过渡骨架上。电子设备装入阵面骨架后,形成该雷达的天线阵面。
该雷达天线阵面面积大,精度要求高,安装复杂。从该天线的结构形式看,过渡骨架是整个天线组成的基础,其安装后所能达到的精度决定了阵面骨架的安装精度,而阵面骨架的安装精度则直接影响到整个天线的精度。因此,过渡骨架的安装在整个安装过程中至关重要。
本文通过工艺研究和现场安装实践,摸索了该结构类型天线的安装方法,保证了天线的精度要求,为实现雷达电子性能提供了良好的载体,可供类似大型天线骨架的安装参考。
1 天线骨架概况
天线骨架是雷达天线的主要承力构件,也是天线电子设备的安装载体[1]。该雷达的天线骨架(图1)由合金钢板在焊接成框架后加工、拼装而成。组成整个天线阵面的骨架超过900 m2。该天线的阵面骨架由多种规格的共70多个高频箱组成,过渡骨架由上下箱型梁、中间纵梁及斜梁分段拼装而成。
该天线骨架尺寸大、数量多,为便于运输和安装,组成过渡骨架的上箱型梁、下箱型梁、纵梁和斜梁采用先分段再拼装成整体的结构形式,其中,上箱型梁、下箱型梁和纵梁分别由3段长度为10 m左右的骨架通过螺栓连接而成。
该天线对过渡骨架和阵面骨架的焊接、加工精度要求很高,阵面骨架安装在过渡骨架上形成整个天线阵面后,需满足整个阵面的平面度、角度、直线度要求。
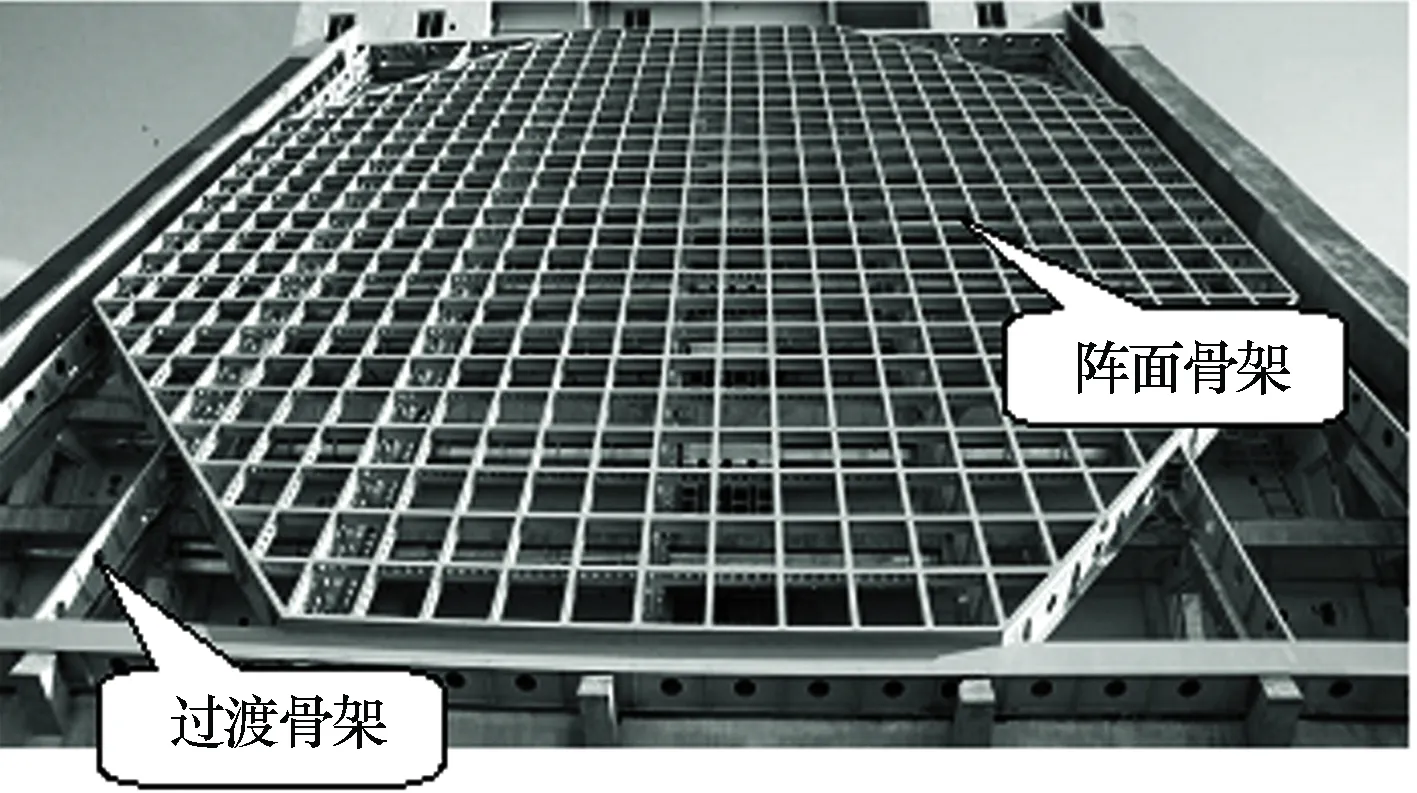
图1 天线骨架
该天线架设在有一定角度的斜面建筑上,建筑上预埋钢板。在过渡骨架上设置多处螺杆安装点,将长螺杆一端通过双螺母固定在过渡骨架上[2],另一端焊接在预埋钢板上。通过调节螺杆的高度来调整过渡骨架的位置,以保证过渡骨架的精度。过渡骨架和阵面骨架的安装要求见表1。

表1 过渡骨架和阵面骨架的安装要求
本文针对该天线的结构特点和外场安装要求(因天线架设在外场),以天线安装工艺流程为研究重点,开展了相关工艺研究。
2 骨架安装技术难点及解决措施
该雷达天线的单个骨架单元重约1 t,安装时需通过大型吊机将骨架吊装在固定位置,操作人员通过调整骨架位置来满足骨架的精度要求。由于天线阵面尺寸大,且需安装在大型建筑的斜面上,因而天线骨架安装具有很大难度。
2.1 结构特点分析
过渡骨架和阵面骨架都由单个骨架通过紧固件连接而成。虽然单个骨架通过机加工保证了尺寸精度,但当单个骨架拼装成整体骨架时,紧固件的安装间隙影响了相邻骨架之间的相对精度,进而影响到骨架的整体精度。因此,骨架连接固定后需进行位置调整,以满足整个骨架阵面的精度要求。
2.2 工艺流程确定
根据天线结构形式、精度要求和安装条件,对天线骨架装配流程进行优化,总流程按“预装配→正式装配”进行。预装配和正式装配按先装调过渡骨架,满足图纸设计要求,再装阵面骨架的顺序进行。
过渡骨架由上箱型梁、下箱型梁、中间纵梁、四角斜梁组成,是整个天线安装的基础。在整个天线骨架安装中,过渡骨架的装配调整和外场复位至关重要。合理安排过渡骨架的安装顺序,不但能缩短天线安装时间,还能获得较高的安装精度,为后续阵面骨架的安装提供良好的安装基础。根据天线骨架的结构特点,结合外场安装现状,过渡骨架按“下箱型梁→纵梁→上箱型梁→斜梁”流程进行安装,安装顺序如图2所示。
3 骨架安装采取的主要工艺措施
3.1 预装配
该天线骨架安装复杂,现场安装工作量大,为保证骨架的最终尺寸精度,减少现场安装工作量,需对骨架进行预装配。
3.1.1 骨架的预装配
骨架的预装配包括过渡骨架的预装配和阵面骨架的预装配。预装配的工艺流程为:
1)根据过渡骨架外形设计简易总装工装,保证过渡骨架中每个单元安装稳定;
2)将过渡骨架中各安装单元水平吊装到总装工装上,通过支撑点粗调平面度,并用图3所示的定位工装对纵梁上与阵面骨架连接的定位孔进行校准,以保证后续阵面骨架的安装,然后用螺栓连接过渡骨架相邻的安装单元;

图3 工装对相邻的纵梁进行定位
3)精调并测量过渡骨架的平面度和直线度,过渡骨架的精度达到设计要求后紧固螺栓,所有支撑点处垫实;
4)复测过渡骨架精度,满足要求后配打销孔并上销定位;
5)将中间阵面骨架吊入过渡骨架,调整好位置并固定;
6)阵面骨架的安装按照从中间向四周延展的顺序进行,测量、调整阵面骨架的平面度和直线度,满足设计要求后配打销孔并上销定位。
3.1.2 骨架上销孔位置的确定
按既要减少架设的工作量,又要便于运输的原则,根据天线骨架的结构特点,合理拆分运输单元,对天线骨架安装单元进行编号,并在单元连接处适当位置配打销孔[3]。
3.2 正式装配
天线骨架的正式装配是对预装配内容进行复位,其安装顺序为:过渡骨架安装→阵面骨架安装。天线骨架的面积较大,虽然经过了预装配,满足了精度要求,但要在具有一定角度的建筑斜面上对预装配内容进行复位,仍存在安装基准差、吊装工作量大、调整操作空间小等技术难点。
3.2.1 过渡骨架复位
过渡骨架的安装是根据预装配安装顺序进行复位,由于过渡骨架安装在有一定角度的斜面上,与预装配中水平安装的状态不同,因而其复位有一定的难度。过渡骨架主要的安装难点是下箱型梁的安装,该装配是整个过渡骨架的安装基础。箱型梁的复位按照先中间后两边的顺序进行,安装时采取的主要工艺措施有:
1)测量斜面上箱型梁安装处预埋钢板的平面度和角度,作为调节螺杆预留高度的参考数据;
2)将调节螺杆按预留高度调整好,安装在箱型梁底部,用双螺母旋紧,如图4所示;

图4 箱型梁安装示意图
3)先安装中间一个箱型梁,通过调节箱型梁和建筑上预留定位面间的垫片和调节螺杆,精确调整箱型梁的空间姿态并固定好(见图5),以保证角度和直线度要求,作为整个过渡骨架的安装基准[4];

图5 中间箱型梁截面示意图
4)装调左、右2个箱型梁,并按预装要求复位;
5)调节所有螺杆位置,保证与预埋钢板接触良好;
6)测量箱型梁的平面度、直线度和角度,满足安装工艺要求;
7)对称均匀地将调节螺杆点焊在预埋钢板上。
3.2.2 中间纵梁的复位
过渡骨架中间部分共有7根纵梁,每根纵梁由3段工字梁拼装而成。根据预装顺序对纵梁进行复位,并对纵梁上的调节螺杆进行预装和点焊(见图6)。通过实时测量数据调节螺栓,保证安装面的角度。

图6 中间纵梁安装示意图
3.2.3 上端箱型梁及斜梁的复位
过渡骨架上端的3个箱型梁根据预装顺序进行复位,并对梁上的调节螺杆进行预装和点焊。4根斜梁根据预装进行复位。
3.2.4 过渡骨架精度的测量
过渡骨架安装完成后,测量骨架的精度,在满足要求的前提下,将预埋螺栓对称均匀地焊接在预埋钢板上。焊接完成后,用双经纬仪对整个过渡骨架进行复测,确保阵面精度在设计范围之内。
3.2.5 阵面骨架的复位
阵面骨架通过螺栓固定在过渡骨架上,因前期已进行过预装,所以只需将阵面骨架复位即可。
3.3 测量方法和结果
阵面骨架固定在过渡骨架上形成天线后,对阵面骨架的精度进行检测。测量该类型的阵面精度常用的方法是双经纬仪法或数字摄影测量法。这2种方法均需在骨架表面均匀地粘贴测量靶标。采用这2种测量方法得到的测量结果非常接近,但数字摄影测量法效率更高,适应性更好,适合大型阵面的测量。测得的阵面骨架平面度、直线度、角度精度均满足设计要求,见表2。
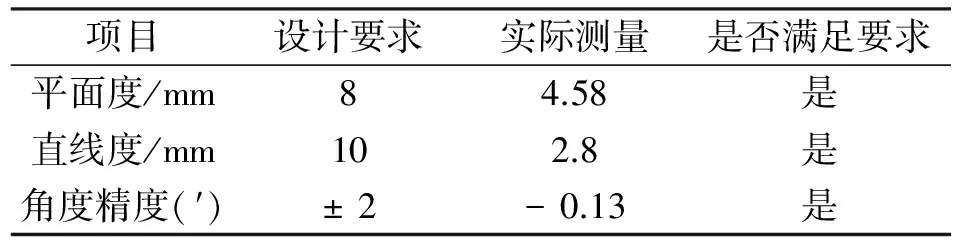
表2 阵面骨架的测量结果
4 结束语
本文针对该雷达天线骨架大、精度要求高的特点,合理安排安装顺序,实现了天线骨架的最终精度,为雷达天线组件的安装提供了良好的基础。纵观天线骨架整个安装过程,需注意以下4点:
1)合理安排天线骨架的预装配及装配顺序,将装配中的风险提前释放,为后续正式装配积累数据和经验;
2)该天线骨架的预装配和正式装配就是“装配→拆分→复位”的过程,预装后在每个装配件上做好标记,以保证预装配和正式装配的一致性;
3)对有相互位置要求的零部件,可通过装配销钉实现后续装配的复位;
4)在正式装配中,过渡骨架下箱型梁的安装是整个天线骨架的安装基准,下箱型梁的安装精度直接影响后续骨架的装配精度,因此,在装配中应予以重视。
[1] 张德明. 大型高精度平面天线骨架制造工艺研究[J]. 电子机械工程,2011(6):40-42.
[2] 李维荣. 标准紧固件实用手册[M]. 北京:中国标准出版社,2004.
[3] 成大先. 机械设计手册-液压传动[M]. 北京:化学工业出版社,2004.
[4] 周晔,王晓澜. 钳工使用手册[M]. 南昌:江西科学技术出版社,2004.
邹 祥(1977-),男,工程师,主要从事雷达产品工艺总体设计研究工作。
Assembly of a Large Antenna Framework
ZOU Xiang,CAI Zhi-qing
(NanjingResearchInstituteofElectronicsTechnology,Nanjing210039,China)
As the antenna carrier of some long-range instrumentation radar, the large antenna framework is characterized by large area, high accuracy and extreme difficulty to assembly. In this paper, according to the characteristics and accuracy requirement of the antenna framework, assembly difficulties and factors affecting assembly accuracy are analyzed. By optimizing the assembly process, a new assembly method is proposed. The reasonable assembly sequence is adopted, in which the antenna framework is pre-assembled before formal assembly. As a result, the final assembly accuracy of the antenna framework is ensured. This method can be applied to the assembly of this kind of antenna framework.
antenna framework; pre-assembly; location bolt; flatness
2014-04-08
TN82
A
1008-5300(2014)04-0047-04
猜你喜欢
舰船电子对抗(2022年5期)2022-11-25
电子机械工程(2022年2期)2022-04-25
设备管理与维修(2021年10期)2021-06-22
舰船电子对抗(2021年1期)2021-04-15
机械制造(2020年10期)2020-10-31
模具制造(2019年3期)2019-06-06
系统工程与电子技术(2016年4期)2016-08-24
西南交通大学学报(2016年4期)2016-06-15
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10
中国铁道科学(2014年1期)2014-06-21