LG590CL汽车车轮用热轧钢带冶炼生产研究与应用
2014-09-14 01:34王兆存
中国新技术新产品 2014年10期
王兆存
(山钢集团莱芜分公司技术中心,山东 莱芜 271104)
随着汽车工业的不断发展,汽车轻量化技术受到越来越多的关注。作为汽车重要零部件的钢制车轮近年来也正向高强度薄规格方向发展,国外800 MPa级别的轻量化车轮用钢已批量应用,国内目前以500 MPa 以下的车轮钢为主,600 MPa 级别的微合金化高强钢和双相钢的应用正在快速推进。为适应市场需求,山钢集团莱芜分公司对该钢种进行了试制,各项性能指标达到了要求。目前经过不断优化工艺、跟踪用户使用,不断改进,目前已形成批量生产能力,且完全满足了用户需求,成为新的利润增长点。
1 工艺流程及化学成分
1.1 工艺流程
铁水预处理-120t顶底复吹转炉冶炼-LF精炼-2#/3#板坯连铸机—粗轧可逆轧制—热卷—飞剪——精轧—层流冷却—卷取
一入库
1.2 化学成分
该钢种的化学成分国家标准及生产控制标准如表1 所示(见表1)
1.3 力学性能及工艺性能要求(见表2)
钢带的尺寸、外形、重量及允许偏差应符合GB/T 709的规定。
2 冶炼工艺
2.1 转炉冶炼
铁水脱硫严格执行工艺规程,铁水硫控制在0.010%以下,温度不低于1250℃,脱硫完毕扒净铁水表面的渣。要求铁水计量准确,严格控制装入量。冶炼过程中控制合适的枪位和加料时机,渣料于终点前3分钟加完。尽量做到一次拉碳,终点压枪时间不低于1分钟。采用单渣工艺冶炼,终渣碱度控制在R=3.0-3.5,做到初期早化渣,过程渣化好,终渣化透。必须使用红净钢包,出钢时杜绝大量下渣,出钢时每炉加入600kg合成渣,包内渣层厚度不超过100mm。放钢时间不小于3分钟。当钢水出至1/4时开始均匀加入,钢水出至3/4时加完,合金对准钢流冲击区加入。
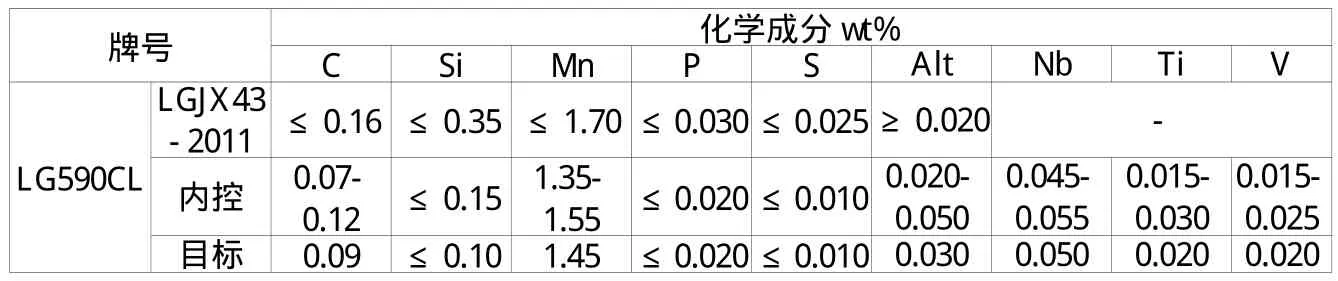
表1 LG590CL化学成分
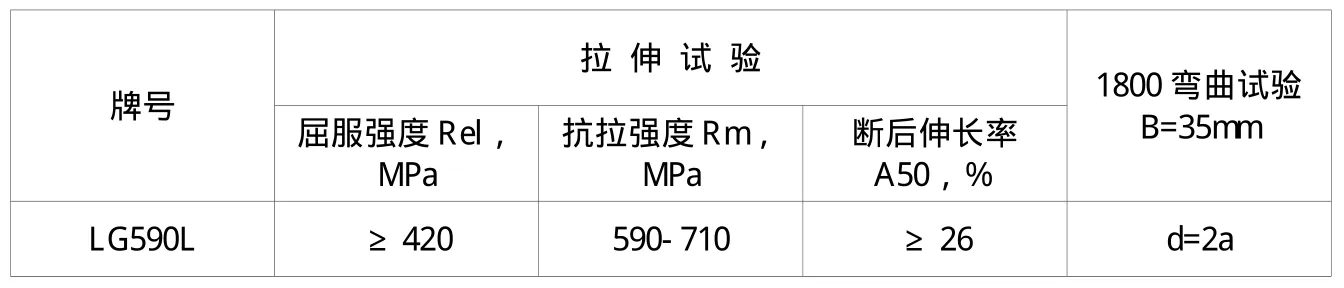
表2
2.2 精炼操作
钢包到精炼后立即进行测温、定氧、吹氩。氩气压力、流量以渣面轻微翻动不露钢水为宜。出站前顶渣必须为白渣,以降低钢中的氧。通电开始时,采用高电压、低电流长弧操作,炉渣化好后,采用低电压、高电流埋弧作业。因外部原因造成精炼炉不能出钢,必须在低温状态下保温。加料后8分钟,且顶渣化好后,取样分析、测温,根据化学成分取样分析结果,进行成份微调。
2.3 连铸操作
LG590CL可与LG610L混浇,混浇 部 分 判 为LG590CL;LG590CL可与Q345B/C/D/E混浇,混浇炉次判为Q345B/C/D/E。除此之外,须异钢种热换中间包。全程保护浇注,采用包晶钢保护渣,并注意保护渣吸附夹杂情况,并及时换渣。二次冷却:3#机采用弱冷方式,2#机采用弱弱冷,参考比水量0.6-0.7L/kg钢。浇注速度:根据断面选择合适拉速,最高拉速≤1.2m/min。
3 轧制生产
粗轧末道次温度:≥1020℃。精轧终轧温度:880±15℃。 粗轧除鳞:喷咀压力≥18Mpa,同时使用上下四根集管,充分去除氧化铁皮。投入E1入口高压水除鳞集管,喷咀压力≥18Mpa,并及时调整喷射次数、压力和流量,充分去除氧化铁皮。投入使用热卷箱对中间坯进行保温和均热,减少中间坯头尾温差。中间坯厚度30-34mm。精轧除鳞:同时投入两排除鳞集水管,喷咀压力≥18Mpa,充分去除进入精轧机前的中间坯表面氧化铁皮。合理调节各机架中冷却装置的水量或开、关机架间的冷却水,保证轧件的精轧出口温度保持在目标温度范围内。
结语
采用本文论述的工艺生产LG590CL汽车车轮用热轧钢带完全能满足质量要求。转炉冶炼LG590CL的重点是终点成分控制,精炼操作的重点是增碳及脱氧。采用合理的脱氧合金化制度和良好的保护浇注措施,稳定控制中间包钢水温度、拉速、冷却水量可以获得较低的夹杂物含量、良好的铸坯内部质量。
[1]赵凤晓.夹杂物尺寸对汽车车轮用钢疲劳寿命的影响[J].矿冶工程,2013(01):01-03.
[2]宋振官. 600 MPa级汽车车轮用钢的工业试制[J].山东冶金,2013(04):01-03.
猜你喜欢
山东冶金(2022年3期)2022-07-19
孙子研究(2021年3期)2021-10-11
山东农机化(2021年4期)2021-08-24
粉末冶金技术(2021年1期)2021-03-29
重型机械(2020年4期)2020-06-29
山东冶金(2019年6期)2020-01-06
无机盐工业(2017年5期)2017-03-11
上海金属(2016年4期)2016-11-23
上海金属(2016年3期)2016-11-23
潍坊学院学报(2015年2期)2015-12-01