
0Cr18Ni10Ti不锈钢导向管固溶处理设备和工艺研究
2014-09-19 03:09国核宝钛锆业股份公司陕西宝鸡721013
重型机械 2014年5期
(国核宝钛锆业股份公司,陕西宝鸡 721013)
(国核宝钛锆业股份公司,陕西宝鸡 721013)
300兆瓦燃料组件控制棒用0Cr18Ni10Ti不锈钢导向管及通量测量管工艺要求在轧制成φ12.91 mm×0.5 mm规格后,进行固溶处理,需要控制加热温度和时间。但是由于系统不能直接控制管材温度,所以将固溶加工的参数确定为电流和时间。并通过设备工作原理分析和工艺试验验证,得出了加热温度、加热时间、电流等工艺参数的较合理匹配值,为其他规格核用材料的固溶处理提供参考。
0Cr18Ni10Ti;固溶处理;工艺曲线;机械性能
0 前言
300MW燃料组件控制棒用0Cr18Ni10Ti不锈钢导向管及通量测量管工艺要求在轧制成φ12.91 mm×0.5 mm规格后进行固溶处理,使管材组织和成分均匀一致、性能满足技术条件要求。0Cr18Ni10Ti为奥氏体不锈钢,固溶处理是其最有效的软化处理方式。由于之前对两种管材进行固溶处理采用简易的老式设备,该设备不能实时控制时间和温度,主要由工人根据对材料加热颜色的判断经验来控制加热温度和时间,所以真正的固溶参数一直难以明确,不能有效地控制产品质量。2013年,为了满足工艺要求,国核宝钛锆业股份公司管材制造厂通过试验和固溶处理工艺进行设备调试。
1 工艺分析及固溶设备调试
1.1 工艺分析
根据奥氏体不锈钢热处理规范,固溶处理要求将材料加热到920~1 150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀的溶解于奥氏体中,然后快速淬水冷却,碳及其他合金元素来不及析出,获得纯奥氏体组织,并使性能达到国标规定的要求。国标要求0Cr18Ni10Ti不锈钢固溶处理机械性能见表1。

表10 Cr18Ni10Ti不锈钢固溶处理机械性能Tab.1Mechanical properties after solution treatment on 0Cr18Ni10Ti stainless steel
根据产品技术和加工工艺要求,0Cr18Ni10Ti不锈钢导向管及通量测量管在固溶和矫直处理后,产品的加工性能不受影响(矫直使材料受交变载荷,对机械性能略有提升,这里不作考虑),故产品的最终性能即为固溶处理的技术要求。产品性能要求见表2,固溶参数的检测要求见表3。
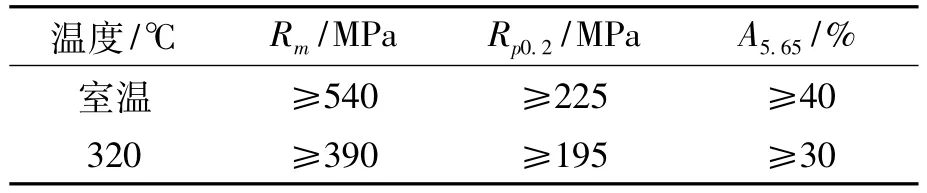
表2 导向管及通量测量管拉伸性能要求Tab.2Tension properties requirements to thimble and flux tube
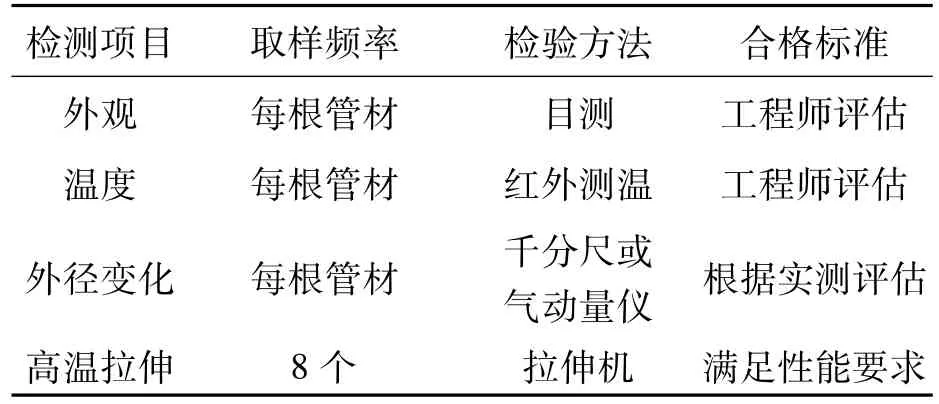
表3 检测要求Tab.3Detecting requirements
由表1、表2性能比较,核用不锈钢管机械强度要求均高于国标20 MPa,延伸率低于10%。从工艺角度来说,固溶处理过程实际上就是管材温度随时间变化的处理过程,可以用温度-时间变化曲线来表示,如图1所示。因此,使外径φ12.91 mm、壁厚0.5 mm、长度3 700 mm的0Cr18Ni10Ti不锈钢管材通过固溶处理,机械性能达到表2要求,需明确各段温度及需要时间并确定对应的固溶处理工艺。
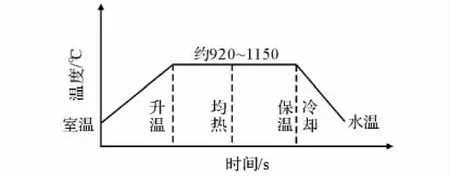
图1 固溶处理工艺曲线Fig.1Process curve of solution treatment
1.2 设备分析
管材制造厂固溶处理设备在设计制造时,考虑到需固溶的产品为细长管材,产量少,设备使用频次低,所以选择了成本较低的电接触加热方式。该加热方式是采用干式单相变压器电接触点为一极(电流密度对接触部位的影响不在此详细论述),活动小车为另一极,通过低电压、大电流的电热效应加热管材。电流热效应根据焦耳定律

式中,Q为发热量,J;I为次级电流,A;R为被加热材料电阻,Ω;t为加热时间,s。
管材加热到一定温度所需的理论热量为

式中,QL为理论需要热量,J;C为被加热管材比热,J/(g·℃);Г为被加热管材比重,g/ cm3;L为被加热管材长度,cm;S为被加热管材的截面积,cm2;t终为加热的终止温度,℃; t起为加热的起始温度,℃。
由式(1)、(2)可知,设备加热电流与加热温度关系为

式中,ρ为被加热管材电阻率。
公式(1)~(3)中I、C、R几个参数是随温度的变化而变化的。随加热温度的升高,电流逐渐下降,电阻和比热逐渐上升,电阻和电阻率与长度成正比,和截面积成反比。参数随温度的变化给工艺确定带来一定的难度。同时,由于管材在加热过程中散热、变压器和线路损耗等因素,也使设备加热到控制温度所需实际热量大于理论热量QL。
为了快速得到被加热工件表面实时温度,固溶设备测温系统采用性能较好的德国欧普士系统,测量温度与工件实际温度仍存在误差。误差包括辐射测温仪器本身误差,还有被测材料表面粗糙度、工作现场灰尘、材料表面不洁净产生的加热烟雾等客观环境因素影响的测量误差,使测量温度不足以作为工艺参数进行鉴定。C、R虽然随温度上升而变化,但在保温温度下可视为定值,电流I及时间t是决定工件温度的直接因素,可严格控制,因此,设备设计时以加热电流和时间作为控制参数。考虑到电流及时间均对管材温度呈正影响关系,即电流大、时间长均会造成管材温度上升,因此在测试时需要确定最大电流/最长时间和最小电流/最短时间。
1.3 实验研究
为了给固溶工艺提供理论依据,了解加热过程中各参数及相互间关系非常重要。电加热过程中主要参数有管材直径(截面)、长度、电阻率、加热电流、电压、时间等。如何合理使用设备,使温度在短时间内得到控制及各参数达到较好匹配,就需对各参数的相互关系进行分析研究。
1.3.1 电流和加热温度
当管材材料、规格、环境起始温度和加热时间一定时,任一电流下,电阻率、比热均为定值,则式(3)简化为:I2=at终+b,其中a、b为常数,即电流平方和加热温度成线性关系。通过试验,实际电阻率在一定范围内随温度变化呈线性上升,通过数据拟合确定其规律仍接近线性,如图2所示。
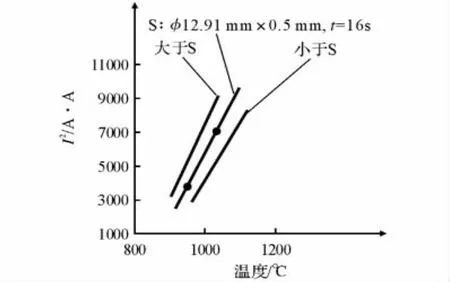
图2 电流平方与温度关系Fig.2Current squared V.S.temperature
1.3.2 起始电流和电压
起始电流和电压呈正线性关系,如图3所示。为了较快速的使管材从冷态达到热态,可根据不同直径管材使用不同的起始电流和电压。使设备达到适宜的起始电流,缩短加热时间。
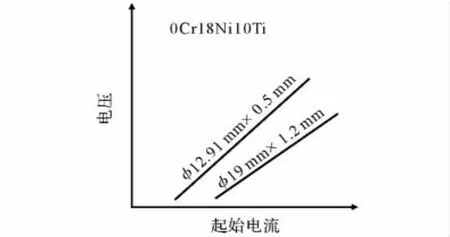
图3 起始电流和电压关系Fig.3Start current V.S.voltage
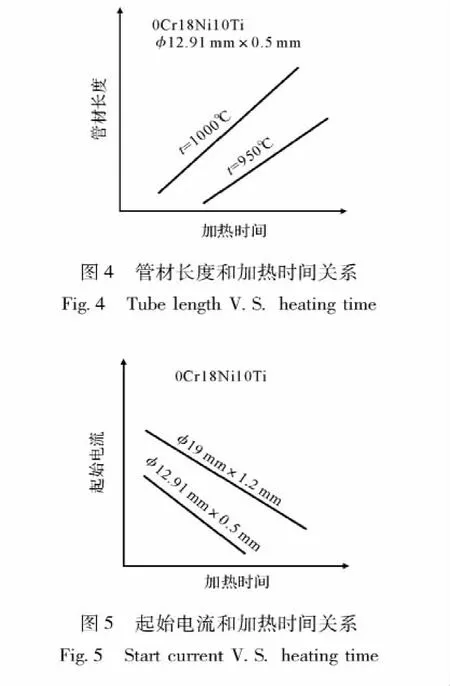
1.3.3 管材长度、规格、加热电流和加热时间
管材长度和加热时间成正线性关系,如图4所示;起始电流和加热时间成负相关线性关系,如图5所示。
2 实验结果与讨论
在加热过程中,随着加热时间延长,工件温度上升,电阻增大,电流降低。要满足图1所示稳定的固溶处理工艺曲线,使被加热管材加热至工艺温度范围内,并进行均热保温。设备必须具有一定的自动补偿功能,可以实时调节电流,使工件持续达到工艺温度。
为了提高效率,得到升温快速的特性,起始电流要求较高,当温度升至工艺要求后,为了得到恒温特性,需快速降至保温电流进行保温。设备输入的工艺电流曲线如图6所示。
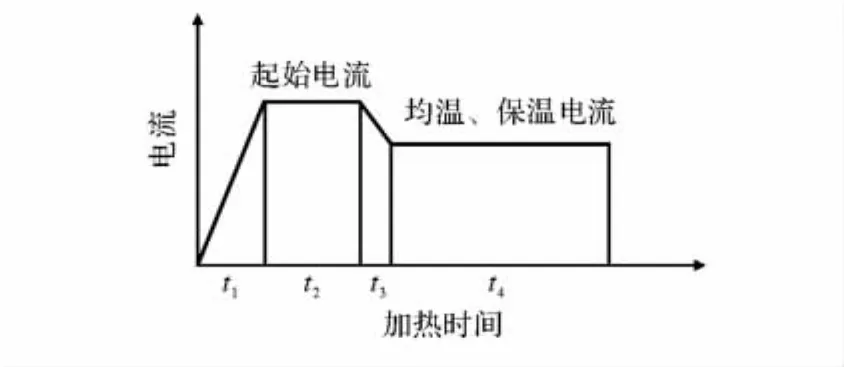
图6 工艺电流曲线Fig.6Process current curve
通过试验,设备的电流切换需要大约2 s,保温到后可使管材自由落体至水中需要1 s。所以制定工艺需确定t1、t2、t4的工作时间。
由于核用不锈钢管的机械强度要求高于国标,所以需对国标认可的工艺温度920~1 150℃进行验证,确定什么工艺曲线适合于核用不锈钢管材的固溶处理,同时满足后续工序的加工。
经过大量试验后,对外径φ12.91 mm×0.5 mm×3 700 mm、0Cr18Ni10Ti不锈钢导向管及通量测量管,选定电流-时间90A-75A/19s、90A-65A/17s为最大最小参数,并取16支管材进行验证。固溶处理输入设备的电流-时间工艺曲线为图7、图8,测量数据见表4,性能结果见表5,满足工艺要求。对应的温度-时间曲线如图9所示。当定尺长度改变后,需要依据图4的曲线关系适当延长或缩短各段加热时间。
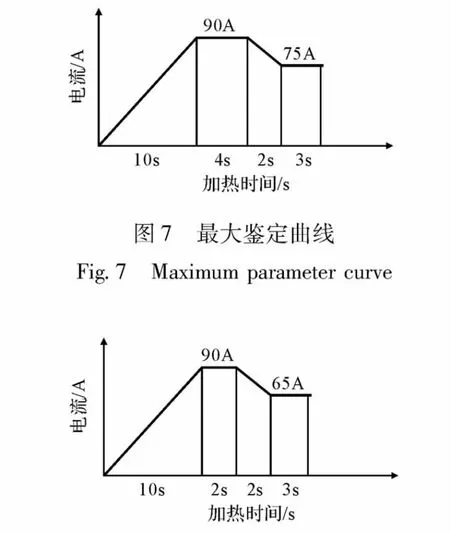
图8 最小鉴定曲线Fig.8Minimum parameter curve

表4 成品管材固溶处理测量记录Tab.4Temperature of solution treatmenting final tube

表5 成品管材(固溶、矫直后)高温拉伸检测结果Tab.5Detecting result of high temperature tensiling final tube(after solid fusing and staightening)
结果分析:将高温拉伸试验结果与产品技术要求对比,90A-75A/19s与90A-65A/17s固溶制度下的管材经矫直后高温拉伸结果均满足合格标准。
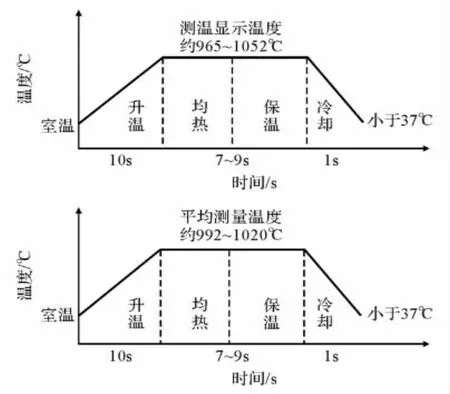
图9 满足工艺要求的温度-时间曲线Fig.9Temperature-time curve of meet to process requirement
外径φ12.91 mm×0.5 mm×3 700 mm、0Cr18Ni10Ti不锈钢导向管及通量推荐工艺曲线如图9所示。从表4中测量仪器的显示温度可知,在满足产品性能符合技术条件要求的情况下,温度测量的值波动很大,在90A-75A/19s制度下,波动67℃,在90A-65A/17s制度下,波动48℃,测量误差大,不能指导系统控制,所以最终将固溶加工的参数确定为电流和时间。
3 结论
(1)通过对300 MW燃料组件控制棒用0Cr18Ni10Ti不锈钢导向管及通量测量管技术要求和工艺分析,得出其固溶处理工序工艺要求,并对电接触加热式固溶设备进行研究,使其满足了工艺要求;
(2)通过试验,得出外径φ12.91 mm×0.5 mm×3 700 mm、0Cr18Ni10Ti不锈钢导向管及通量测量管的电流-时间曲线:最大90A-75A/19s、最小90A-65A/17s;
(3)采用该固溶处理工艺生产的不锈钢导向管,满足批量生产要求。同时,可通过机械调试优化工艺参数,减小固溶处理对成品管材外径变化量的影响;
(4)经过设备工作原理分析和工艺试验验证,得出了加热温度、加热时间、电流等工艺参数的较合理匹配值,为其他规格核用材料的固溶处理提供参考。
[1]刘建章.核结构材料[M].北京:化学工业出版社,2007.
[2]邬显明.电接触加热在金属材料生产实践中的应用[J].上海金属,1982(1).
[3]严彪.不锈钢手册[M].北京:化学工业出版社,2009.
[4]张文华.不锈钢及其热处理[M].沈阳:辽宁科技出版社,2010.
[5]肖纪美.不锈钢的金属学问题(第二版)[M].北京:冶金工业出版社,2006.
[6]张浩.金属热处理及检验[M].北京:化学工业出版社,2005.
[7]侯东坡,宋仁伯,项建英,等.固溶处理对316L不锈钢组织和性能的影响[J].材料热处理学报,2010,31(12):61-65.
0Cr18Ni10Ti不锈钢导向管固溶处理设备和工艺研究
刘杰,崔卫东,王建平,王立忠
Research of equipment and technics for solution treatment on 0Cr18Ni10Ti stainless steel thimble and flux tube
LIU Jie,CUI Wei-dong,WANG Jian-ping,WANG Li-zhong
(State Nuclear Baoti Zirconium Industry Company,Baoji 721013,China)
0Cr18Ni10Ti stainless steel thimble and flux tube,used for 300 MW fuel assembly control rod,are solution treated after rolling to φ12.91mm×0.5mm.Heating temperature and time should be controlled during solution treatment.Because the system can't directly control the tube temperature,so current and time is determined as parameter of solution treatment.An appropriate matching parameters such as heating temperature,time and current are obtained,through analysing working principle of equipment and verifying technical experiment.It provides reference for solution treatment of other specifications nuclear materials.
0Cr18Ni10Ti;solution treatment;process curve;mechanical property
TK223.1
A
1001-196X(2014)05-0033-05
2014-04-28;
2014-05-20
刘杰(1979-),男,国核宝钛锆业股份公司工程师。
猜你喜欢
建材发展导向(2022年12期)2022-08-19
趣味(数学)(2022年3期)2022-06-02
建材发展导向(2022年3期)2022-04-19
建材发展导向(2022年5期)2022-04-18
一重技术(2021年5期)2022-01-18
中学生数理化·中考版(2020年12期)2021-01-18
中学生数理化·中考版(2020年10期)2020-11-27
军民两用技术与产品(2020年4期)2020-05-16
小学科学(学生版)(2019年10期)2019-11-16
制造技术与机床(2017年8期)2017-11-27
