
钢结构AESS(建筑外露结构钢)标准在国内的应用初探
2014-09-21 02:48
建筑施工 2014年6期
上海建工四建集团有限公司 上海 201103
AESS(Architecturally Exposed Structural Steel,建筑外露结构钢)是指在满足建筑中钢结构质量要求前提下,保持钢结构及其连接处等细节部位外露可视的结构形式[1]。这种新型设计理念,对钢结构细节和完美性要求已经远远超出常规外露钢结构的处理方法。
1 工程概况
某群体商业建筑其中一栋商场由大小同心圆的钢结构构成,内圈小圆半径为6 m,柱高为10 m;外圈大圆半径为12 m,柱高为5.8 m。每根圆柱上均焊有多个牛腿,圆柱间通过搁置在牛腿上的桁架连接并组成整体。整个建筑的钢结构圆柱与牛腿通过焊接连接、桁架自身也由钢结构焊接组合而成,对于暴露在游客视线范围及某些特殊要求的钢结构构件均需符合AESS标准。
根据美国SPECIFICATION(技术规格书)里相关AESS生产要求大致如下[2]:
(a)当特征钢结构构件的可视距离大于6 m时,生产过程要求有基本的相关制造经验,能重点处理焊缝、连接等制造细节,合理处理间隙的容许偏差;
(b) 当特征钢结构构件的可视距离小于或等于6 m时,表示设计师愿意让游客看到这些金属艺术品,因此要求焊缝表面平整光滑,但适量打磨的痕迹也是允许的;
(c)对于有特别要求的构件,尤其是设计师那些特意展示给游客的钢结构部位,所有的焊缝经打磨、填充等处理后,必须非常光滑平整,让游客感觉焊缝本身就是钢结构构件整体的一部分,因此生产时的容许偏差值将更加苛刻和严格(通常容许误差为常规的标准公差的一半)。所有表面要用手指摸起来感到非常的平滑
2 业主要求
结合AESS标准,业主又提出一些要求。如图1中(a)为圆柱与牛腿的贴角焊缝的常规气保焊做法,从图中可以看出焊缝非常饱满。业主希望做到如图(b)中焊缝表面与构件成45°平面或者如图(c)中的凹圆的效果。图(b)中贴角焊缝焊接时,可适当考虑开剖口,图(c)中贴角焊缝考虑到后期需进行打磨美化,因此应该采用开坡口全熔透或半熔透焊接工艺,以确保打磨后不影响焊缝质量和强度。
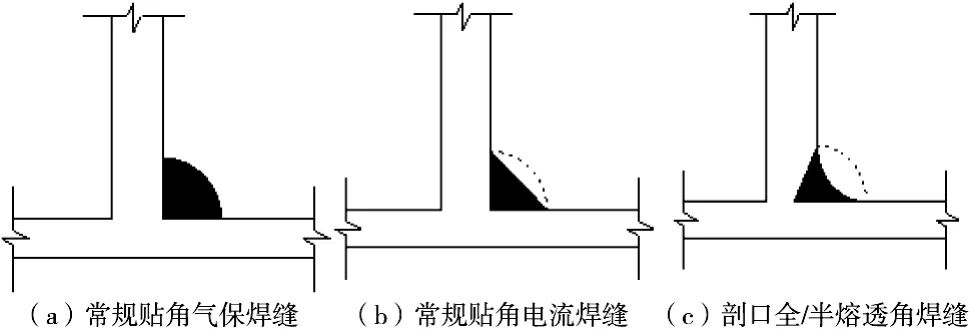
图1 焊缝类型
3 摸索与改进[3-8]
3.1 前期摸索
本工程难点在于对焊缝的工艺化处理,且由于大多数是由圆柱和牛腿焊接造成的焊缝及大量的贴角焊缝,给施工造成极大的困难。最初工厂按照传统的气保焊焊接圆柱和牛腿的模型,此时焊缝效果达到图1(a),在此基础上,综合考虑国内目前欠缺有针对性的、大型打磨机械,因而前期先采用角向磨光机。
为方便比较,实验时取2 组焊缝进行对比。通过对比,不难发现,通过打磨和油漆处理,可提高外露钢结构的美观程度,且因打磨造成的些许瑕疵,并不会严重影响后期的美观度。
通过2 组样品打磨前后的对比,发现未经打磨的样品经过上油漆后表面非常粗糙、不美观。经少许打磨后再上油漆的样品,由于手工打磨,不均匀,上油漆后焊缝呈现鱼尾状,虽然美观度些许提高,但是远远不能满足业主要求。
3.2 改进措施
改进施工工艺:焊接圆柱与牛腿时,借住支架焊接2 条比较笔直的焊缝,由于是气保焊,焊缝之间会自然留出一定凹槽,在不影响焊缝质量的前提下又便于后期打磨;直接采用坡口熔透焊,然后再通过后期器具打磨焊缝表面,这样可以最小限度减小对焊缝强度的损伤。
与最初的焊接工艺相比,打磨后的焊缝和上过底漆的焊缝都有较明显的进步。
贴角焊缝尤其是角落处不容易打磨,普通的角向磨光机对角落无能为力,因此,我们针对不同焊接角落配置磨头机,且根据不同位置的焊缝,置备多种不同规格型号的磨头。部分规则的焊缝可采用机械化一次性打磨,而针对圆柱上的焊缝,则需采用人工配合打磨。与此同时,为避免打磨器具对焊脚边缘的影响及破坏,另制作出辅助刮片来保证整条焊缝的平整性。
通过进一步打磨后,如图2所示,焊缝外观有很大的改观。对于超过6 m可视距离的焊缝打磨,虽然仍有些许瑕疵,但是再通过进一步打磨,以及对残留的细微瑕疵稍微用油漆弥补,这样的成果基本满足AESS第一部分的要求。

图2 进一步打磨的焊缝
但是对于可视距离小于等于6 m的构件,这样的成果显然还不能满足。通过进一步探讨研究,综合考虑人工的疲劳值随打磨时间显著增长,经过研讨,每人工打磨1 h需暂停作业,休息15 min;连续工作2 h的磨头机,打磨性能明显下降,此时也需要及时更换新的磨头。在这样的安排处理下,打磨效率得到显著提高。
3.3 后期成果

图3 简易样品
图3为制作完成的部分简易样品,从图中可以清楚地看出,外露的钢结构形式美观,焊缝平滑。经过焊缝处理后,几乎难以看出原先的焊接痕迹,证明基本达到AESS标准。为最大限度还原建筑的钢结构构件原样,另又制作缩放比例的圆柱与桁架连接的实体小样。

图4 小样模型
经过不断改善焊接工艺和精细化打磨,图4为完成防火涂料后的小样模型,业主对实体小样的评价是焊缝摸上去非常的平整光滑,可以媲美工艺品。
4 成本控制
AESS标准的成本远远高于常规加工构件,如果没有前期充分的认识和准备,用于AESS的费用将会超出预算很多。不是所有AESS钢结构构件都需要被平等对待,可根据不同可视距离及构件功能绝对AESS标准的落实程度。对所有需要考虑AESS标准的钢结构采用同一种打磨加工标准不仅增加巨额的支出费用,同时浪费大量的人力物力。需符合AESS标准的钢结构的成本相较于常规钢结构构件成本多会增加10%~60%。
5 反思与讨论
反观加工AESS构件过程遇到的困难,有很多是由于前期准备不够充分造成。例如:业主并未在合同中明确提出AESS要求及未结合我国钢结构加工国情提供相关AESS的指导做法;结构设计师由于不清楚AESS钢结构的加工及施工难度,没能采用易于加工的钢结构连接形式;国内大多数钢结构工厂的机械化加工水平与美国、加拿大、新西兰等发达国家相比,仍然有很大差距,尤其体现在对钢结构杆件的切割、端部加工的精度控制不够。
6 总结及建议
(a)工程准备前期,建筑师、结构工程师和制造商应该参加面对面会议。设计师们以讨论的形式,给出制造商对钢结构精加工的期望。制造商及时反馈回应设计师们的设计要求;
(b)设计师需和制造商明确可以接受替代设计内容的文件,以及参考AESS简化钢结构的组合形式,避免复杂的连接设计,减少或修改附近有圆形、锥形或弧形边缘的连接元素;
(c)设计师应尽量减少构件间的厚度差距,并确保它们是一致的,避免较大的差距和不一致混乱的外观;
(d)综合考虑观看距离和使用功能的影响,允许制造商使用简单的方法处理外露钢结构,可以降低成本;
(e)考虑到最终的涂层,如果钢结构涂有厚厚的防火或者防腐保护系统,可以适当减少加工过程对细节的苛刻要求。
猜你喜欢
中国介入心脏病学杂志(2022年7期)2022-09-16
建筑施工(2020年4期)2020-08-07
南方周末(2020-03-05)2020-03-05
安徽建筑(2019年4期)2019-05-09
上海公路(2018年4期)2018-03-21
河南科技(2017年3期)2017-04-15
小学生作文(低年级适用)(2016年9期)2016-11-11
初中生(2016年1期)2016-03-17
文理导航·科普童话(2015年6期)2015-07-29
中国设备工程(2014年2期)2014-02-28
