
一种特殊测量方法的探讨与应用
2014-10-12 05:56陕西柴油机重工有限公司兴平713105贠虎臣赵亚君
金属加工(冷加工) 2014年13期
陕西柴油机重工有限公司 (兴平 713105) 贠虎臣 赵亚君
1.问题的提出
在机械零部件加工时,我们经常会碰到轴承座、箱体类等零部件,其端面存在必须使用的短止口凸台,其形式如图1所示。该止口有定位、配合作用(一般尺寸精度在6、7和8级),加工中检验时,用现有的测量工具无法满足检验要求,其原因分析如下。
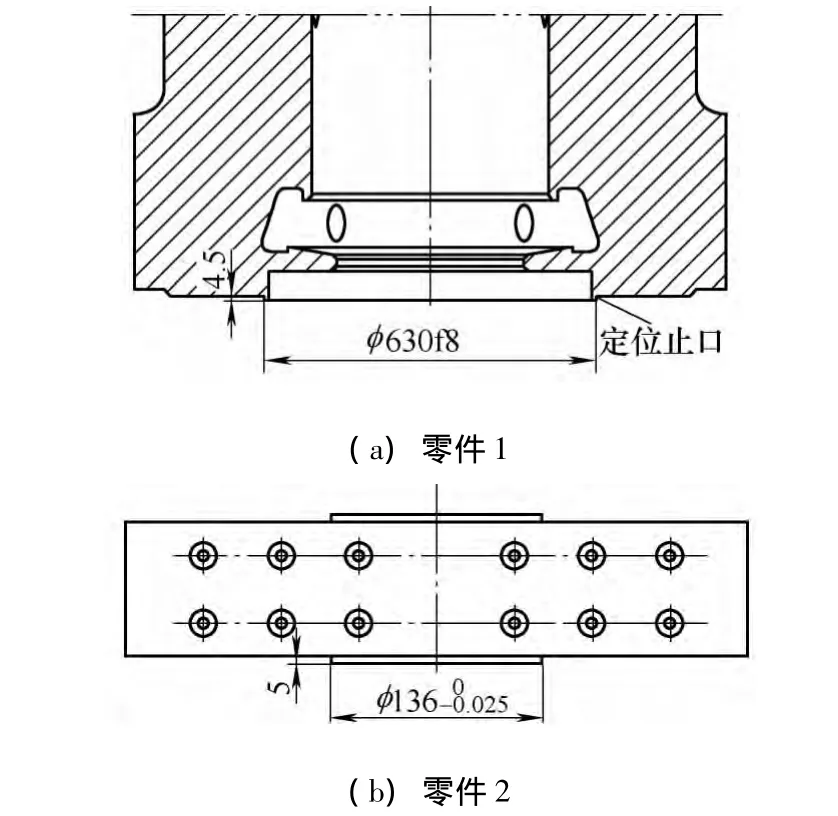
图1
(1)游标卡尺精度偏低,最小刻度为0.02 mm,不能准确读出止口的实际检测值,不能满足加工检测需要。
(2)外径百分尺的测量精度比游标卡尺高,并且测量比较灵活,因此,当加工精度要求较高时多被应用,但是如图2所示,固定测砧2及测微螺杆3使测量距离受限为距量具的使用轴套外表面最小为10 mm,对于需测量的止口高度只有5 mm左右来说,显然是不能满足检测要求的,无法进行测量。
(3)目前存在的问题是,由于在加工中采用常用的卡尺、外径千分尺等外圆测量工具无法满足零部件具有较高精度的短止口的测量,使得零件中间尺寸控制无法进行,只能借用块规间接测量,操作繁琐,同时对工人的技能也有一定的要求。这就加大了零件加工的控制成本,加工效率低,修磨系数高,风险大,止口精度不易控制。

图2 0~25 mm外径百分尺
2.问题的解决
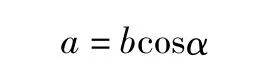
为了解决该问题,我们采用的技术方案是:利用杠杆指示表高分度值 (由于止口太短,且止口所处的端面相对太大,无法安装千分表,只能采用杠杆指示表。虽然杠杆指示表的测量杆轴线与被测工件表面的夹角对测量会产生误差,但就本机构进行误差分析在0.005 mm以内,故能采用),结合游标卡尺的测量原理,将二者有机地结合,用于测量高精度短止口的尺寸。其特点是通过采用稳定性能好的量具材料制造测量尺杆,将杠杆千分表托架通过配打圆柱销定位,同时锁紧螺钉,确定测量尺杆相对零位;杠杆指示表托架与杠杆指示表通过燕尾槽连接,并能自由滑动,待位置确定后锁紧锥度锁紧螺钉。测量工具示意图如图3所示。
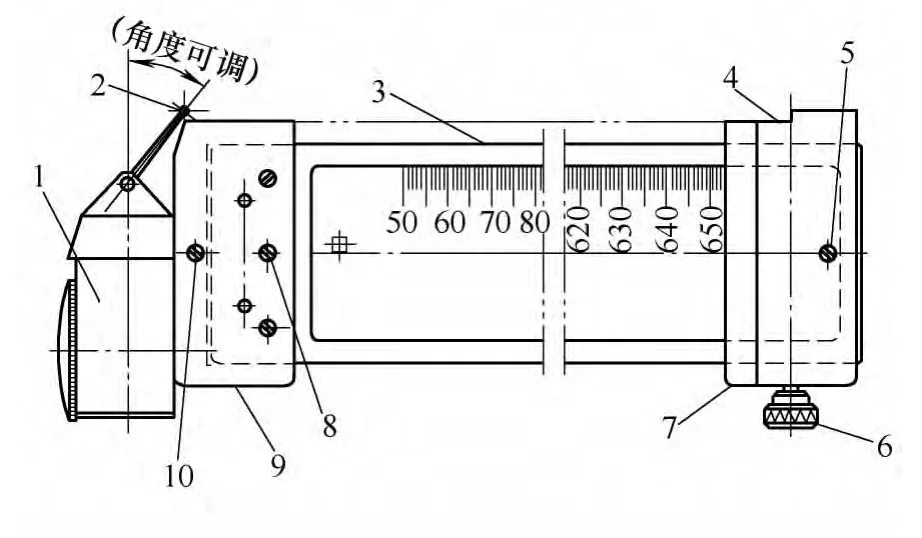
图3 高精度短止口测量尺
3.零件止口的测量操作方法
使用时,首先准备一套与待测止口直径相同的外径百分尺 (例如待测止口直径为 φ630-0.076-0.186mm,测量范围在600~700 mm的外径百分尺),其次根据止口的大小将量尺游标放在需要的刻度即630刻度线上,锁紧游标调节螺钉,再用标准的长度样棒,配合外径百分尺确定本量尺的相对零位,经过2~3次的校核,将杠杆指示表的指针调零,最后轻轻地拿起直接测量待测止口,直接读数,其止口的大小的实际值即为标尺的整数值+杠杆指示表的读数,一般情况下最少重复测量两次,以确保读数的准确性。
4.操作注意事项
(1)杠杆指示表应固定在可靠的调节托架上,测量前必须检查千分表是否夹牢,并多次提拉千分表测量杆与工件接触,观察其重复指示值是否相同。
(2)测量时,不准用工件撞击测头,以免影响测量精度或撞坏杠杆指示表。为保持一定的起始测量力,杠杆千分表的测头与工件 (或标准长度样棒)接触时,测量头应有0.3~0.5 mm的压缩量。
(3)测量杆上不要加油,以免油污进入表内,影响千分表的灵敏度。
(4)杠杆千分表的测量杆轴线与被测工件表面的夹角愈小,误差就愈小。本量尺的实测数据如果需要误差分析,可采用如下方法修正:α角为杠杆千分表中心线与待测工件表面的夹角 (即实用新型的夹角为38°),由图4可知,当平面上升距离为a时,杠杆千分表摆动的距离为b,也就是杠杆千分表的读数为b,因为b>a,所以指示读数增大。具体修正计算式如下
若该表测量读数为0.038 mm,求出正确测量值为

即读数误差为0.038-0.0299=0.008(mm)。

图4
5.结语
该测量工具结构简单,使用操作方便,省时省力,且只需单人就可以完成全部操作。它能够实现高精度短止口的有效测量,解决了现有技术在加工中无法测量的问题,同时生产制作成本低,降低了零件的加工风险。其使用范围广,不仅能有效应用于各类轴承盖及箱体类零件的短止口测量,也适用于回转类零件的止口测量,同时生产制作成本低,易于制造。
猜你喜欢
建筑与预算(2022年12期)2023-01-09
东北大学学报(自然科学版)(2022年10期)2022-11-08
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
科学与信息化(2022年14期)2022-07-31
科技资讯(2021年20期)2021-10-28
中国重型装备(2021年1期)2021-01-25
橡塑技术与装备(2018年18期)2018-09-22
中国重型装备(2018年3期)2018-07-27
职业·下旬(2016年11期)2017-02-21
