钛型气体保护药芯焊丝熔滴细化机理及其控制
2014-10-15 03:33孙咸
机械制造文摘(焊接分册) 2014年5期
孙咸
(太原理工大学焊接材料研究所,山西太原030024)
0 前言
钛型渣系E501T-1型药芯焊丝,是造船、钢结构等工业部门使用药芯焊丝中用量最大的一种药芯焊丝,焊丝生产企业不仅对该产品性能的关注度一直很高,而且产品市场竞争异常激烈。经过持续不断改进,国产该类药芯焊丝的综合性能要比以前改善不少,尤其是操作手感方面在工程应用中获得了一定肯定。较为专业的人士都很明白,好的熔滴过渡形态必然伴随好的操作工艺性能,对于E501T-1型药芯焊丝来说,以大电流、强规范(含高的电弧电压)条件施焊时,该焊丝熔滴的主流过渡形态是非轴向细滴状过渡,对大多数现场施工人员其操作工艺性满意[1]。国外同类名牌药芯焊丝无一不是非轴向细滴状过渡形态。研究表明,非轴向细滴状过渡形态形成条件:一是临界电流熔滴尺寸小,二是大电流、强规范(含高的电弧电压)。细熔滴既是首要条件也是工艺规范结果。焊丝熔滴如何细化,熔滴细化机理如何,有哪些影响因素,细化后操作工艺性怎么样,会不会还有新的问题出现,怎样解决?众多药芯焊丝生产企业急需这些理论,使焊丝品质能再上一个台阶。
为此,本文特意将药芯添加物种类和焊接参数对熔滴尺寸的影响,与焊丝熔滴细化相联系,探讨熔滴细化机理及其控制方法。该项研究对正确选用工艺参数和药芯添加物种类,采用合理、有效的熔滴细化控制方法,促进企业转型发展,不断提升药芯焊丝质量水平,具有一定参考意义和实用价值。
1 电弧物理基础
1.1 电弧形态
文献[2]通过与实心焊丝的对比观察,把药芯焊丝的电弧形态分为四种类型:按电弧的连续性分,可以分为连续型和断续型电弧;按电弧的活动性分,可以分为活动型和非活动型电弧。实心焊丝CO2气体保护焊时,尽管熔滴的非轴向排斥过渡形态使电弧偏离焊丝轴线,而且随熔滴在焊丝端急速摆动而飘移不定,但电弧首先是在焊丝端头的整个截面上产生的,同时熔滴在短路过渡瞬间会出现电弧瞬间熄灭现象,因此实心焊丝的电弧形态属于活动、断续型。而“O”型截面药芯焊丝CO2气体保护焊时,熔滴虽然也是非轴向排斥过渡形态,而且随熔滴在焊丝端急速摆动而发生电弧迁移,然而电弧首先是产生在焊丝金属外套管上,况且熔滴的滴状过渡并未出现电弧瞬间熄灭现象,因此该类药芯焊丝的电弧形态应属于活动、连续型。总体上看,药芯焊丝CO2气体保护焊时,由于药芯中加有稳弧剂,电弧的挺度和稳定性均比实心焊丝的好,焊丝的工艺性理应得到明显的改善。
1.2 熔滴过渡特性
1.2.1 熔滴形成过程
图1是药芯焊丝熔滴过渡受力模型。观察对接口“O”形截面药芯焊丝熔滴形成过程,可以发现,进入电弧区的焊丝端部,在接口处及其附近的钢带首先快速熔化,而在接口的径向处钢带则滞后熔化,于是很快形成了偏心熔滴悬于焊丝端部;与此同时处于焊丝端部、熔滴下方的还有滞后钢带熔化的所谓渣柱,有时还有滞后熔化的一小段细钢带。随着焊丝不断送进,熔滴在电弧中急速旋转、飘移并过渡。可以看出,电弧燃烧时,焊丝端部沿圆周方向不能同步熔化,而是沿接口处熔化速度快,接口径向处熔化速度慢,结果出现偏心熔化(或马蹄形熔化)、熔滴沿焊丝周边悬挂运动和熔滴的非轴向过渡现象。至于处于熔滴下方的渣柱的形成,则是由于药芯组成物熔点比钢带高所致。
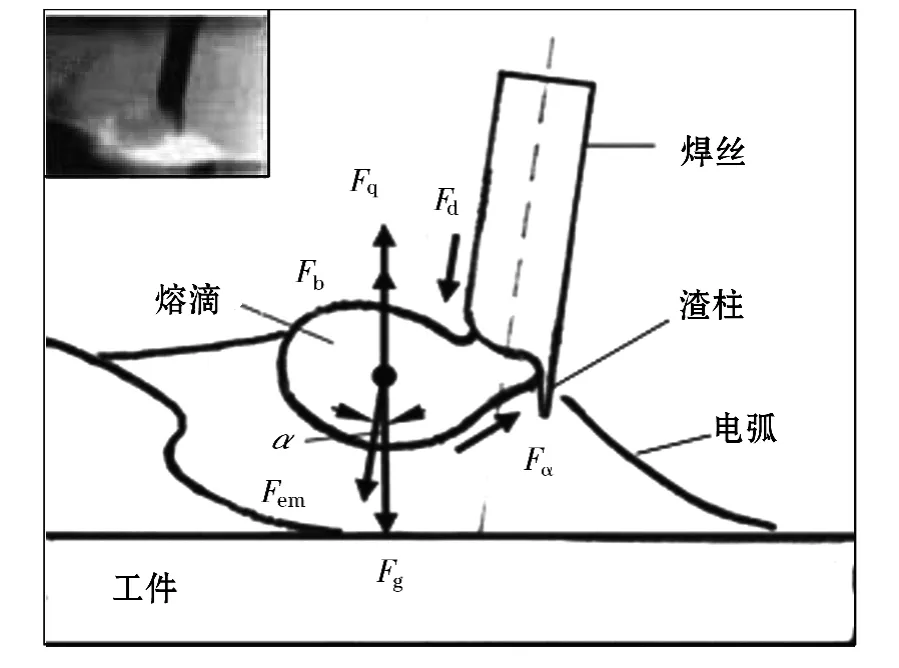
图1 熔滴过渡的各种力
1.2.2 熔滴过渡形态
这类药芯焊丝熔滴过渡的基本形态是非轴向排斥滴状过渡,其主要的过渡指标是熔滴尺寸、过渡频率及熔滴过渡的非轴向倾向。熔滴过渡形态的变化,主要依赖于焊接电流变化。在小电流下焊接时,焊丝端部的滴状熔滴受多种力作用下急速地摆动,并以非轴向方式不停地脱离焊丝实现过渡。随焊接电流的增大,熔滴尺寸减小,过渡频率增大,熔滴的非轴向倾向略显减小;当焊接电流大于某范围值后,熔滴尺寸急剧减小,过渡频率急剧增大,熔滴沿焊丝渣柱方向过渡,此时的形态可以称为“射滴过渡”,亦有文献[3,4]称为“喷射过渡”。熔滴沿渣柱的过渡行为,对稳定电弧、减小焊接飞溅、改善操作工艺性较为有利。在生产现场平焊位置焊接时,通常采用较大焊接电流,电弧电压相应提高,这类焊丝发生短路过渡的机会较小。
2 熔滴细化机理
2.1 熔滴过渡条件
从图1可以看出,在GMAW中采用CO2时,电弧中熔滴上有多种力在起作用,按照是否促进熔滴过渡来分类,主要分为两种力,即促进熔滴从焊丝端分离的力:熔滴重力Fg、电磁力Fem、等离子流力Fd等;阻碍熔滴过渡的力:熔滴的表面张力Fσ、熔滴上的斑点压力Fb,以及熔滴下方的气体(含金属蒸气)排斥力Fq等。按照力学中静平衡原理,沿焊丝轴线方向的力达到平衡时的条件:

当F分离力>F保持力时,即

熔滴从焊丝端被分离,实现过渡。
钛型CO2气体保护药芯焊丝熔滴过渡最突出特点是熔滴过渡的非轴向性。为什么是这样的呢?这是由于作用在熔滴上的各种力阻碍熔滴过渡所造成的。首先是斑点压力Fb的作用。CO2气体高温吸热对电弧的冷却作用,使电弧电场强度提高,电弧收缩,弧根面积减小,增大了熔滴上的斑点压力Fb,阻碍熔滴过渡。第二是表面张力Fσ的作用。通常表面张力Fσ是力图把已熔化的金属拉回焊丝末端,阻碍熔滴过渡的力。第三是蒸发气体反作用力的作用(属于斑点压力范畴)。在熔滴电弧斑点处,电流密度很高,金属物质强烈蒸发对熔滴表面产生很大的反作用力,一定程度上阻碍熔滴过渡。最后是保护气体排斥力Fq作用。堆积在熔池上部的CO2气体被电弧加热,体积膨胀对熔滴产生排斥作用,阻碍熔滴过渡。总而言之,是这几种力综合作用的结果。对于某一牌号的药芯焊丝,随着焊接参数的变化,各种力的大小和方向随时发生变化,致使作用于熔滴上F分离力和F保持力的对比发生变化,熔滴不仅发生过渡,而且过渡指数不断改变,熔滴过渡形态亦发生变化。
2.2 各作用力对熔滴过渡的贡献
作用在熔滴上的力大小不一,方向可变,对熔滴最终过渡所做贡献各异。如表1所示,有一些力并非主导力,但其中5种力应当是主导力,即重力Fg、电磁力Fem、等离子流力Fd、表面张力Fσ、斑点压力Fb。研究表明,焊接电流较小时,熔滴重力Fg和表面张力Fσ是熔滴过渡的主导力,此时熔滴重力Fg促进熔滴过渡,而表面张力Fσ则阻碍熔滴过渡;焊接电流较大时,电磁力Fem、等离子流力Fd以及表面张力Fσ是熔滴过渡的主导力,它们均有利熔滴过渡;斑点压力Fb与电源极性、药芯组成元素等有关,气体排斥力Fq则对熔滴过渡产生负面影响。既然熔滴过渡是上述各种力综合作用的结果,那么,熔滴过渡的控制,实质上就是要控制作用在熔滴上的各种力。而这些力的变化及影响因素又比较复杂。
鉴于熔滴细化是熔滴质量减小过程,应当通过增大主导力Fem和Fd,同时减小主导力Fb和Fσ,实现F分离力大于F保持力的条件,最终使熔滴被细化。
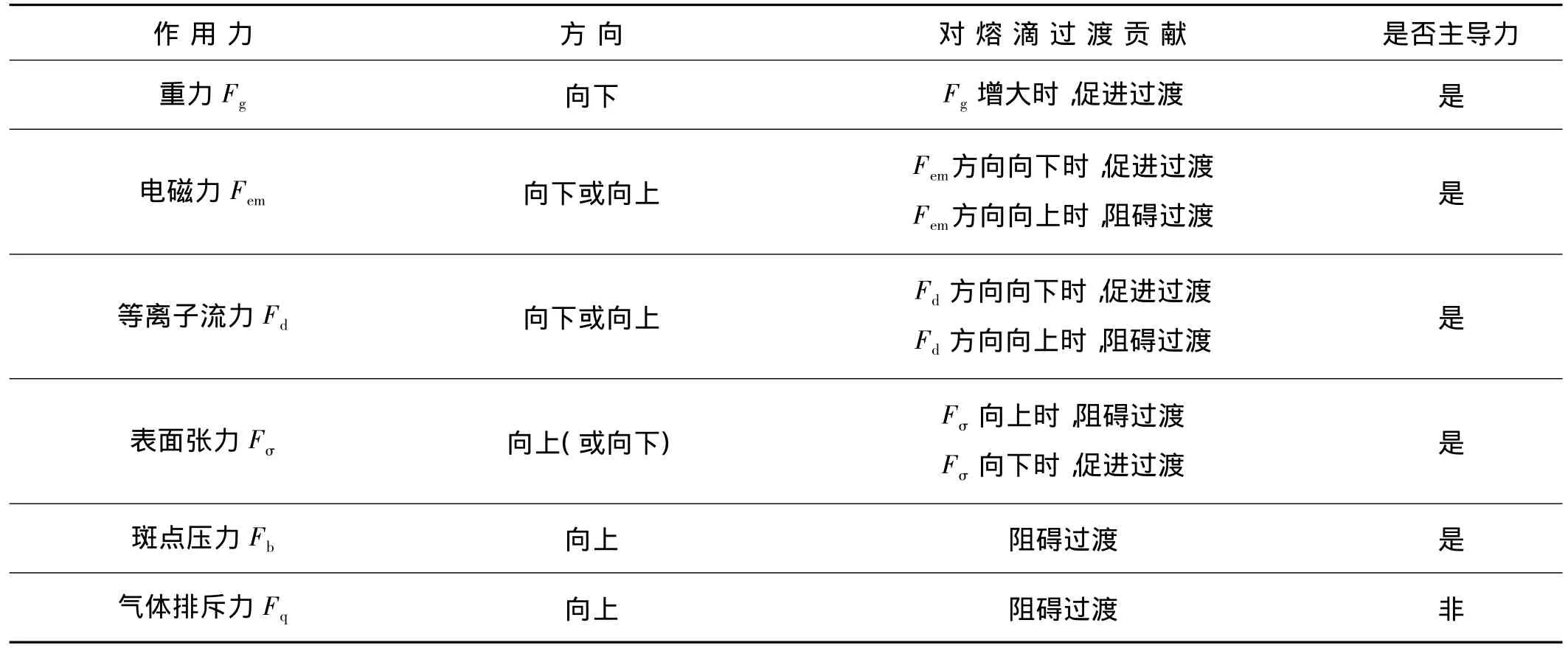
表1 熔滴作用力对熔滴过渡的贡献(水平位焊接)
3 焊接参数对熔滴细化的影响
焊接参数对熔滴尺寸的影响试验(表2),是在表3所列基本参数基础上,单调变化某一参数的实测结果。可以看出,在所试验的6个参数变化中,仅有焊接电流、电弧电压和电源极性3个参数对熔滴细化有作用。从焊接电流来看,随焊接电流增大,电弧的温度升高,使作用在熔滴上的表面张力Fσ减小;另一方面,随焊接电流的增大,作用在熔滴上的电磁力Fem的分离作用也在增大。作用力一小一大的变化,有利于公式(2)进行,熔滴被细化。从电弧电压看,电弧电压过低,如20 V以下时,电弧剧烈飘移,焊丝成段脱落,不成熔滴,这种参数对生产毫无意义。电压升至25 V时,电弧仍有飘移,熔滴粗大,飞溅严重。在如此短的电弧长度下焊接,熔滴过渡形态将会变为短路过渡。该情况与文献[6]所示的规律(图2)完全一致。随电弧升至30 V时,熔滴呈滴状过渡形态,电弧飘移明显减弱,熔滴变小,过渡频率增大,飞溅减小,脱渣、成形满意。电弧电压升高时熔滴被细化的原因,需要考虑当时采用了280 A焊接电流(表3),电弧温度的升高,电磁力的作用,致使熔滴的表面张力Fσ减小。最后是电源极性的影响。与直流正接相比,直流反接时,阳极斑点面积略增大,斑点压力Fb减小,过渡阻力减小,熔滴也减小。

表3 基本焊接参数
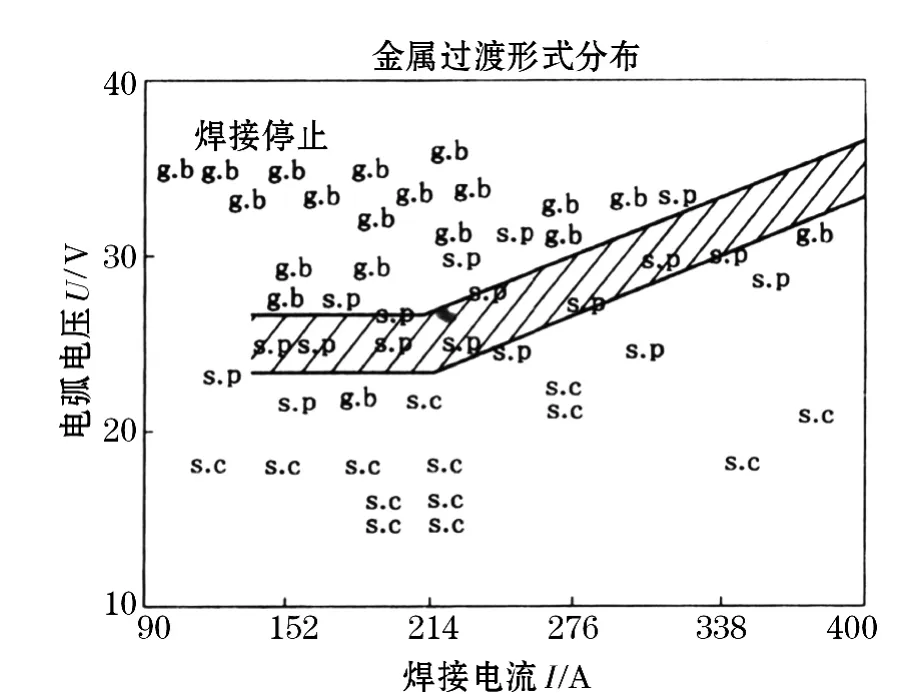
图2 焊接电流、电弧电压与熔滴过渡形态间的关系[6]
如前所述,焊接电流对熔滴细化的影响,是增大电流熔滴细化,然而焊接电流不能无限增大,因为太大的电流将导致工艺恶化。如表4所示,对于φ1.2 mm的焊丝,平焊位置的最佳电流是240~260 A,此时熔滴细小、飞溅较小、电弧稳定、高温渣覆盖均匀、成形美观,综合工艺性十分满意;更大的焊接电流280~300 A时,虽然熔滴更细,但飞溅增大、电弧不稳、熔渣覆盖不全、成形变差、表面氧化严重,综合工艺性不能令人满意。
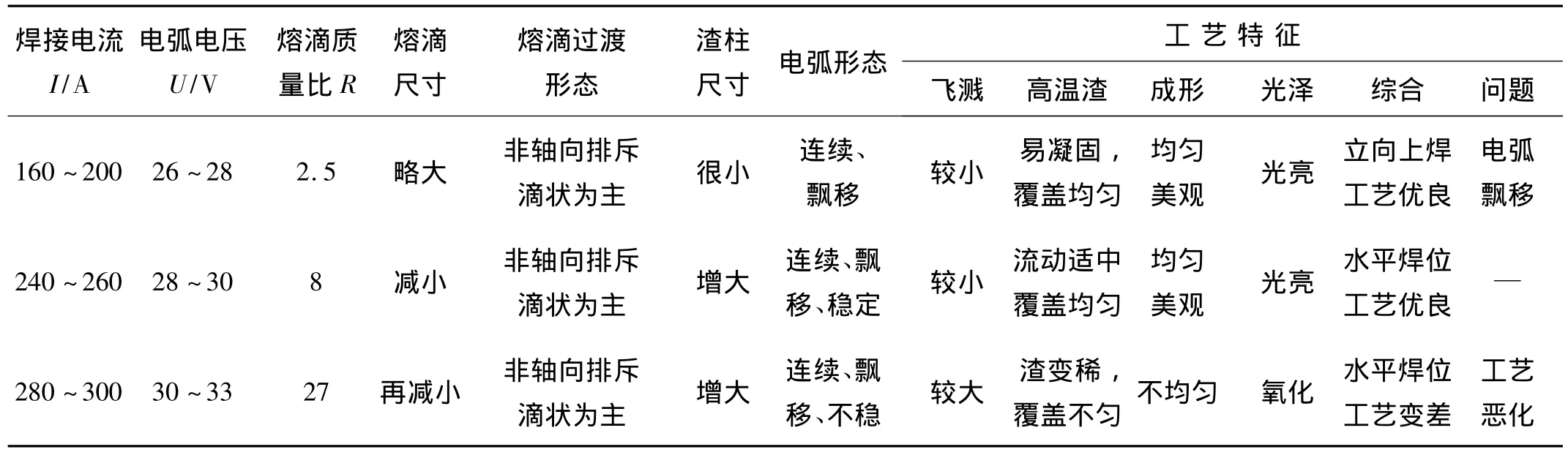
表4 焊接电流对熔滴过渡及工艺性影响测试结果[7]
4 药芯组成物对熔滴细化的影响
表5列出了8种药芯组成物的试验结果。可以看出,具有细化熔滴效果的组成物有5种,其余均没有细化效果。随药芯中金红石加入量的增加,熔滴未被细化的原因,是由于金红石中含有大量TiO2,虽然TiO2的键能小,表面张力也小,在渣中会使其表面张力下降;但是TiO2的结构十分稳定,在焊接条件下不使熔滴增氧,不能降低熔滴界面张力,致使它对熔滴的细化作用很微弱。石英随其加入量的增加,熔滴被细化的原因,是石英中的SiO2使熔滴的表面张力减小所致。长石加入量的增加,熔滴被细化,其机理是:长石中的SiO2,以及K2O和Na2O使熔滴的表面张力减小,且可能使弧根面积微增所致。锆英石加入量增加,熔滴被细化是因为锆英石中的SiO2使熔滴的表面张力减小。镁砂对熔滴的微细化作用主要考虑其对电弧稳定性改善,弧根面积微增所致。随氟化物加入量增加,由于含有反电离元素,稳弧性恶化,弧根面积减小,斑点压力增大,熔滴过渡阻力增大,熔滴明显变粗。铝镁合金对熔滴的细化作用与弧根面积扩大,电弧温度升高,熔滴表面张力减小有关。铁粉多数进入熔池,在熔滴过渡区的冶金反应对熔滴上的作用力无明显作用,熔滴尺寸变化不大。综上,有5种熔滴细化添加物可供选用,然而焊丝的工艺质量不尽相同。也就是说,熔滴被细化焊丝的综合工艺质量未必一定完好,因为矿物中其他成分的冶金作用可能造成一定的负面影响,甚至是严重的负面影响。可是,综合工艺质量比较好的焊丝,其熔滴一定比较细小。很显然,熔滴细化是改善焊丝工艺质量的必备条件和重要条件,但还不是充分条件。综合分析比较而言,有实用价值的首推长石。
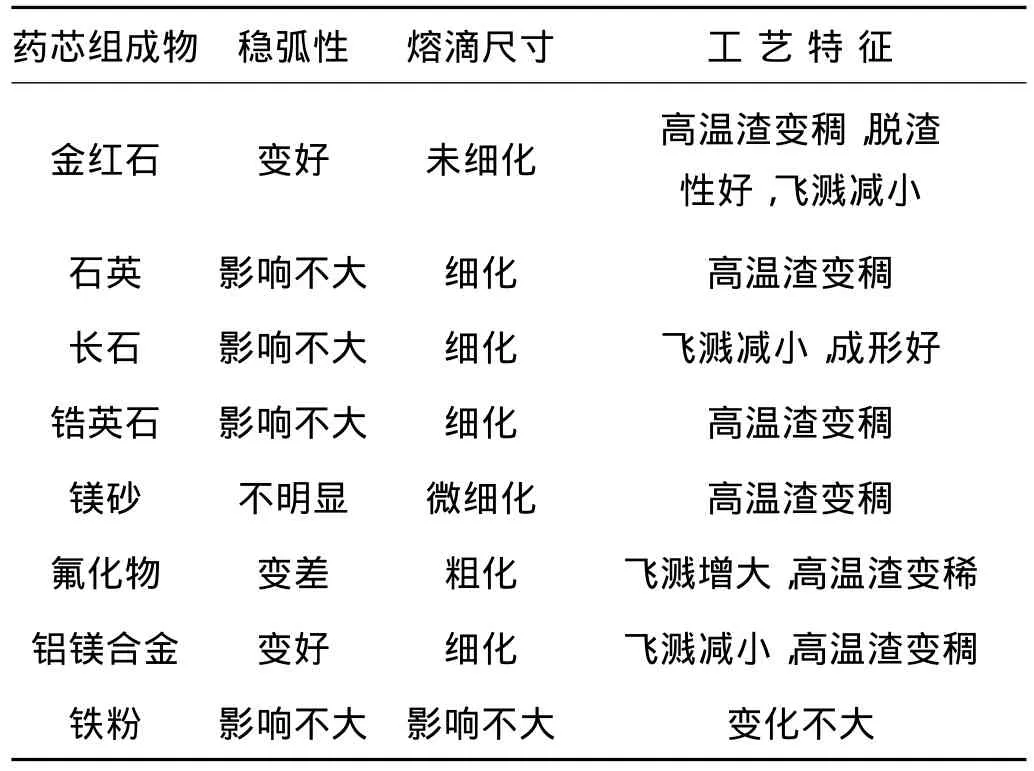
表5 药芯组成物对熔滴尺寸的影响[5]
5 熔滴细化的控制方法
对于直径φ1.2 mm的“O”形截面药芯焊丝,选择滴状过渡而不是短路过渡前提条件下,亦在选定的焊接参数条件下,该类药芯焊丝熔滴细化的控制原则首先是:


即接下来考虑焊接参数或配方因素的选控,如图3所示。
(1)降低熔滴表面张力Fσ。采用强规范大电流,提高弧柱温度;另一方面,在药芯中加入细化熔滴的组成物,使熔滴表面张力明显减小。
(2)降低熔滴斑点压力Fb。采用直流反接法是必须的,因为阳极斑点面积略增大,斑点压力Fb减小,过渡阻力减小,熔滴也减小。在药芯中加入含K、Na低电离组成物能改善稳弧性,增大弧根面积,减小熔滴上的斑点压力。还有,严格控制药芯中氟化物含量(或把氟化物含量控制在最低),使熔滴上的斑点压力不至于太大,能控制熔滴过渡阻力。
(3)降低熔滴重力Fg。它不是细化熔滴的既定措施,而是熔滴细化的结果,亦是焊丝工艺性设计的目标所在。
(4)提高电磁力Fem(和等离子流力Fd)。电磁力的方向取决于电流传输状态。发散的电流传输会产生一个分离力(焊丝与熔滴连接处),而汇聚的电流则会产生一个阻碍力(熔滴底部托力)。电磁力与焊接电流呈正比,采用大电流时,电磁力总的趋势是促进熔滴过渡的主导力。
综上所述,该焊丝熔滴细化控制方法思路新颖,因素匹配合理。在给定焊丝情况下,大多数施工现场,可以采用大电流、强规范,充分发挥电弧热及电磁力的有利作用,如在平焊位置用I=260~280 A(U=28~30V),甚至I=3 00A(U=32 V)。此时,焊丝熔滴过渡形态为非轴向排斥细滴状过渡,不可能有短路过渡,焊丝工艺性较好,为操作者所认可。在某些专用焊丝或研制新焊丝时,可以在焊芯中添加低电离物质或限制氟化物含量,用以控制熔滴上的斑点压力。当然,更应着力选用综合效果好的细化熔滴组成物。这两种方法已被业内企业采用。日本DW-100焊丝的熔滴较细、均匀,但不是太细,然而熔敷金属的综合性能非常稳定、满意,在控制熔滴细化等方面颇具特色,值得借鉴。

图3 熔滴细化控制方法
6 结论
(1)钛型渣系CO2气体保护药芯焊丝的电弧形态应属于活动、连续型,焊丝熔滴过渡的基本形态是非轴向排斥滴状过渡。
(2)鉴于熔滴细化是熔滴质量减小过程,应当通过增大主导力Fem和Fd,同时减小主导力Fb和Fσ,实现F分离力大于F保持力条件,最终使熔滴细化。
(3)焊接参数对熔滴细化的影响主要是电流和电弧电压的影响,在给定电压时,较大电流通过电磁力的有利作用,是熔滴细化、工艺满意的主要和重要因素。
(4)综合分析5种添加物对熔滴细化的试验效果,比较而言,有实用价值的首推长石。
(5)以综合工艺性满意为目标的熔滴细化控制方法,思路新颖,因素匹配合理,已被业内企业采用,国外名牌产品熔滴细化颇具特色,值得借鉴。
[1]孙咸.钛型气体保护药芯焊丝焊接参数的选择与应用[J].机械制造文摘-焊接分册,2013(2):1-6.
[2]孙咸.气体保护药芯焊丝熔滴过渡形态的研究[J].MM现代制造(现代焊接工程),2010(2):57-61.
[3]中华人民共和国国家质量监督检验检疫总局.中华人民共和国国家标准碳钢药芯焊丝GB/T10045—2001[S].北京:中国标准出版社,2002.
[4]J Norrish,I F Richardson.Metal transfer mechanisms[J].Welding&Metal Fabrication,1988(1/2):17-22.
[5]孙咸.钛型气体保护药芯焊丝熔滴过渡与气孔(压坑)的关系[J].焊接,2007(12):9-12,32.
[6]田志凌,潘川,梁东图.药芯焊丝[M].北京:冶金工业出版社,1999:82,100.
[7]孙咸,王红鸿,张汉谦,等.药芯焊丝熔滴过渡特性及其影响因素研究[J].石油工程建设,2007,33(1):49-53.
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16
粉末冶金材料科学与工程(2017年1期)2017-04-14
小布老虎(2016年4期)2016-12-01
上海金属(2016年2期)2016-11-23
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年3期)2015-07-18
焊接(2015年2期)2015-07-18
上海金属(2014年3期)2014-12-19
上海金属(2014年2期)2014-12-18