
中心钻孔的正五边形钳工加工工艺分析
2014-11-22 02:11李霞
机械工程师 2014年3期
李霞
(四川工程职业技术学院,四川 德阳 618000)
0 引言
钳工是最古老的零部件加工方式,是一种技能要求高、精度要求高的技术工作,不仅需要过硬的基本操作技能,还需要操作者对工件的加工工艺有着准确完整的把握。加工工艺不合理,操作时对各方面指标要求无法综合考虑,分不清主次,最终影响工件的加工质量甚至导致产品报废。因此,编排出合理的加工工艺路线,在钳工加工中尤为重要。
正五边形属于正多边形,但由于不具备正六边形对边平行且相等的特殊性,加工方法与正六边形会有所不同,难度也有所增加。假如再在中心钻一定规格的小孔,要求保证孔心与各边的相对位置,就更难了,在此,笔者以自己在钳工工作中得到的经验和启发,就中心钻孔的正五边形加工工艺方法进行了分析。
1 零件图分析
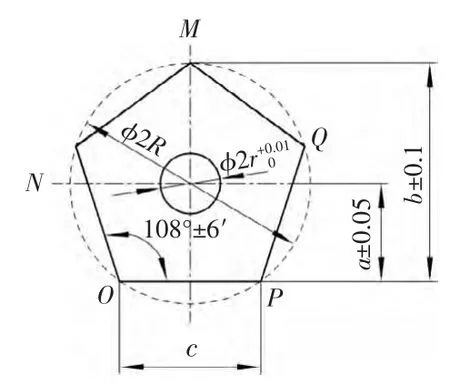
图1 正五边形零件结构图
零件图是制定工艺规程的原始材料,必须深入分析零件结构特点、功用及技术要求,了解零件加工表面的尺寸精度、形状精度、位置精度和表面粗糙度等要求,否则,会因考虑不周,分不清主次影响工件的加工质量[1]。正五边形零件结构及加工要求如图1 所示。
根据图形,该零件需要保证5 个角度、5 个边长的精度、孔心位置及5 个顶点到各对边的距离,而且精度要求都很高,同时还得考虑直线度、平面度、表面粗糙度等技术要求。备料一般跟工件尺寸相差不大,设为长2R+4、宽b+4 的长方形铁块。
2 加工方法及工艺分析
一般情况,经验不足的操作者往往觉得应该先加工正五边形,再钻小孔。其实这种方法在实际操作中是不可行的。第一,先加工各边不便于划线确定小孔圆心位置;第二,在实际操作中,由于操作因素和钻床因素,误差总是不可避免。打样冲时,用力方向难免与铅垂方向有一定的偏移,导致样冲形状位置与预期会有所偏差;钻孔时,钻头刀尖由于磨损是有一定直径的,再加上工件台振动会使钻头与对准位置有所变化。这样一来,加工出的孔往往与预期会有约1 mm 以内的误差,直接导致工件报废。对于这种中心带孔的正N 边形,无论是奇数边还是偶数边,都应该先钻孔,在保证圆心位置的前提下加工各边。具体方法如下:
1)粗加工坯料的长边m 边,如图2(a)所示,使基本保证直线度和平面度,再加工n 边,使之与m 边基本保持垂直。
2)划线确定小孔中心,打样冲。提高划线的精度对于钳工加工来讲,一是可以提高加工效率,二是提高加工精度[2]。基于钻孔误差,划线时Y 方向需比预期多约0.5 mm,为(a+0.5)mm,为钻孔误差留下足够的余量以便修整。至于X 方向,设置为中间位置约(R+2)mm,以便后面划线。
3)钻孔、扩孔,去毛刺和尖角。去毛刺和尖角不仅出于加工质量的要求,也为后续测量做准备,否则影响测量的准确度。

图2 正五边形加工方法流程
4)测量m 边到小圆圆心的距离,这里用小圆最低点e 到m 边的垂直距离来间接表示。计算与预期值a-r 的余量差值,将其修整到要求的尺寸精度。然后以修整好的m边为基准精修n 边,使其与m 边保持较高的垂直度,为后续测量做准备。
5)划线确定正五边形5 个顶点并连线。这里采用“计算划线法”[2]来确定5 个顶点位置。以修整好的m 边为基准,在b-0.83c(cos54°≈0.83)处划线确定N 和Q 在垂直方向的位置,在b 处划线确定M 在垂直方向的位置。测量小圆最右端f 到修整好的n 边的距离d,计算正五边形5 个点在水平方向上的相对位置,如图2(c)所示,其中sin54°≈0.55,以便留下足够余量修整。将各交点依次连线,即得正五边形。
6)用锯弓沿线去掉大部分余量,为了保证尺寸精度,锯路不准压线,只能靠近参考线。
7)锉削各表面,达到尺寸精度要求。这一步是关键,多数人会很自然地采用按序加工法,如图2(d)所示。即以OP为基准,按顺时针或逆时针方向逐边加工,使每条边都满足角度要求和孔心位置精度要求,直到最后一条边。这种方法从数学原理上是可行的,但是正五边形边长的精度是通过角度的测量及孔心位置加工精度来保证的,误差不可避免,这样会造成误差的累积,加工最后一条边时尤其严重。累积误差最终导致难以同时保证5 个角度、5 个边长和5 个尺寸b 的精度要求。
无疑,这种方法能保证正五边形边长及尺寸b 的精度,并且能减少累积误差次数,提高加工精度。
3 结语
对中心钻孔的正五边形加工方法进行了描述,就大多操作者加工方法的不足之处进行了详细分析,并且根据笔者的加工生产经验,提出采用直角三角形数学原理来确定正五边形各边两端点及相应顶点位置,同时采用对称加工原则减少了误差累积次数,从而提高了正五边形的加工精度。
[1]刘贤金.钳工锉削工艺问题研究[J].科技创新导报,2010(3):86.
[2]燕金华.钳工手工制作中提高精确加工工艺路线的分析[J].科技创新与应用,2013(7):97.
[3]周春霞.关于外六角形体加工方法的几点尝试[J].实践与探索,2010(10):162
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
内燃机与配件(2022年2期)2022-01-17
考试与评价·八年级版(2020年5期)2020-10-29
考试与评价·八年级版(2020年5期)2020-10-29
制造技术与机床(2018年10期)2018-10-13
现代工业经济和信息化(2016年3期)2016-05-17
工业设计(2016年1期)2016-05-04
现代制造技术与装备(2016年9期)2016-02-23
断块油气田(2012年6期)2012-03-25
轴承(2010年2期)2010-07-28
