
薄钢板精密冷弯成形中性层计算分析
2014-11-24 08:22甘肃丰收机械有限责任公司平凉744000张赟华
金属加工(热加工) 2014年3期
甘肃丰收机械有限责任公司(平凉 744000)张赟华
冷弯型钢具有节约材料与能源、刚度大等特点得到越来越广泛应用,而辊弯成形技术有着生产效率高、精度高,在20世纪80年代中后期得以快速发展,国内大量引进意大利先进技术和设备,国内冷弯成形设备制造行业也得到快速发展。如何更好地消化吸收引进技术,掌握精密冷弯成形轧辊设计等核心技术,开发更为先进的冷弯成形设备,生产出更高精度的精密冷弯型钢,是摆在我们面前的艰巨任务。滚弯型钢的精度完全由轧辊保证,只有透彻地了解冷弯成形机理、变形规律,并借助计算机技术更好地设计加工出高精度冷弯型钢,尤其是闭口的冷弯型钢。
在连续辊弯成形中,对≤2mm薄板型钢精度要求很高,尺寸精度一般要求小于±0.2mm,尤其是对于彩色涂层钢板,必须认真考虑钢板在弯曲变形中的长度延伸问题,板材在弯曲过程中,中心线长度在不断伸长,每一个变形处的中心点在不断变化,在之前各道变形时就必须事先计算出以后各道各处变形的延伸量,以保证各变形处中心线在实际生产中始终是一条重合的线。如果按照固定展开长度计算,会因为弯曲变形的不断进行,各变形处中心点不断外移,造成各变形处的实际变形中心线成多条线,不但会造成尺寸误差,对彩色涂层钢板由于实际变形中心的不断变化,造成局部材料反复弯曲,涂层容易脱落。每一道每一处的变形,必须计算出变形处的延伸量,并按延伸后的长度确定变形点位置,这样精密冷弯轧辊的设计比简单计算要复杂的多。那么各变形点延伸量是多少,怎样计算,本文通过受力分析,推算出了与很多经验数据吻合的计算公式,这样可以很方便地运用计算程序,自动计算各道变形的滚花图和展开长度。
近年来,国内很多院校和企业都在探索冷弯成形技术,北京理工大学较早地开展研究,引进了意大利copra冷弯成形轧辊设计软件,并进行了国产化。对企业生产很有帮助。但是要研究开发出我们自己的轧辊设计技术,就必须深入研究钢板冷塑性变形机理,才能更准确地把握冷弯成形规律。
一、低碳钢拉伸压缩应力应变性能分析
钢板在弯曲变形时,中性层外侧材料承受着拉应力,中性层内侧材料承受着压应力,中性层既不受拉也不受压,应力为零。在研究钢材弯曲变形之前,研究钢材应力应变规律,有助于我们分析研究弯曲变形的规律。
以Q235钢材为例,通过拉伸和压缩变形试验来分析钢材变形规律。
1.拉伸变形
钢材拉伸变形经历三个阶段,即弹性变形阶段、屈服变形阶段及应变强化阶段。
(1)弹性变形阶段 在外加应力不大的情况下,应力应变按照线性进行变化,应力应变符合胡克定律。当外加应力撤销后,材料变形将会消失,不会产生永久变形。

式中,E为弹性模量,对于低碳钢 E=200GPa。
(2)屈服阶段 当应力达到屈服极限后,在应力持续作用下,应变不断增大,应力几乎不变,Q235钢σs为400MPa。材料屈服之后,外加应力撤销后,应变将不会完全消失,将会产生永久变形。
(3)应变强化阶段 材料发生屈服变形后,继续施加外力,应力会开始随着应变增加而增加,这种随着变形增大而应力随之增大的现象就是应变强化,也就是冷作硬化现象,见图1拉伸σ-ε曲线。

图1 低碳钢拉伸压缩应力应变曲线
2.压缩变形
压缩变形在弹性变形阶段与拉伸一样,应力应变成线性变化,符合胡克定律。到达屈服点之后,由于材料不但在受力方向受压,同时在其他两个方向变形也受到了极大约束,同样应变需要更大应力变形才能继续,硬化速度要比拉伸快很多,见图1普通压缩σ-ε曲线。
二、低碳钢板弯曲应力应变分析
1.弹性变形阶段
钢板在弯曲变形时,在弯曲半径比较大时,变形属于弹性变形,材料外侧承受着拉应力和拉伸应变,内侧承受着压应力和压缩应变,应力应变的中性层,即应力应变为零的曲面与物理中性层重合。同时应力应变符合胡克定律。
2.弹塑性变形阶段
随着弯曲半径减小,变形界面上的应力增大,内外层表面应力最大,并首先进入屈服阶段,屈服范围由表及里最终内外层全部达到屈服,屈服后继续变形,应力将继续增大,出现形变硬化现象。
3.塑性变形阶段
当中性层附近的材料也屈服后,整个界面进入塑性变形阶段。
弯曲变形外侧拉伸变形基本与普通拉伸变形曲线重合,但是内层压缩变形在屈服后,由于材料在三维方向变形都受到了极大约束,所以压缩塑变硬化速度明显比普通压缩快得多,见图1弯曲压缩σ-ε曲线。钢板弯曲变形各阶段的应力分布如图2所示。

图2 弯曲变形过程中各阶段应力分布
三、钢板弯曲塑性变形分析
由图1低碳钢拉伸压缩应力应变曲线可看出,拉伸曲线在材料屈服后,应力随应变增大很少,最大不超过10%,为计算分析方便可以简化为一条水平直线。
弯曲压缩在材料屈服后,随着变形量增大应力也几乎按比例增加,把此曲线按斜线简化,平均误差不超过4%,简化后低碳钢弯曲拉伸及压缩曲线如图3所示。
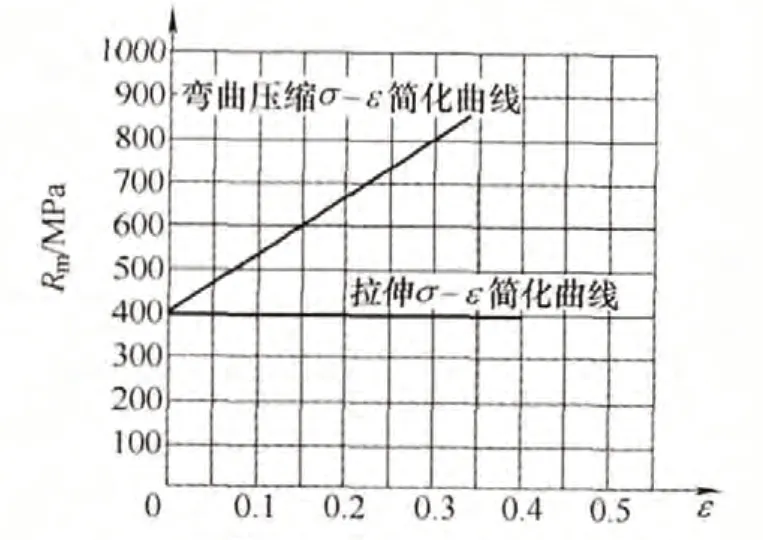
图3 低碳钢弯曲拉伸及压缩应力应变曲线
虽然塑性变形阶段弯曲断面的应力分布是不连续的,但是变形截面按照材料的连续性原则,变形还是符合平面变形假设。即变形截面上的应变与偏离中性层的距离成正比。
精密冷弯成形各变形处所发生的变形都是塑性变形(当然塑性变形中也有弹性变形,也就是变形后能够回弹的那部分变形,但所占比例非常小,不超过5‰,与塑性变形量相比,可忽略不计),这样拉伸塑性变形和压缩塑性变形的起点都在(0,σs)点。
拉伸断面上的应力方程为

压缩断面上的方程为

这里 C为常数,ε代表弯曲变形的应变量。
但对于弯曲变形,有一个直接代表弯曲变形程度的比变量t/r,ε与t/r有对应关系。由材料力学知道,弯曲截面上任一点变形量 ε(见图4)可以用下式表示

式中 y——变形点与中性层距离;
ρ——中性层弯曲半径;
r——弯曲面内层半径。

图4 弯曲截面上应变
我们可以将中性层弯曲半径表示成

式中 K——与变形量有关的系数;
t——弯曲板料厚度。
那么弯曲处外层最大拉伸应变εLm与内层最大压缩应变εYm分别可以表示如下
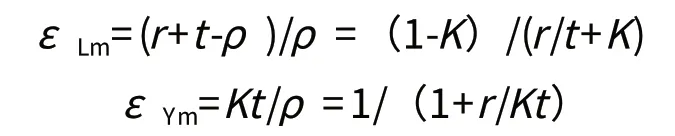
对于薄板板厚t=1.0mm,r=1.0mm时,可知K=0.35。由上式得εYm=0.333。通过以上计算分析,此方法与经验数据十分接近,所以弯曲中性层变为系数K计算公式如下
K1=[β-2+(4+10.668β+2β)/2]×3.667β/2
这里β=t/r。经过推导还有另外一种更简明准确的中性层系数K值计算公式如下

将计算K1、K与卡尔特普罗菲尔经验数据KK作曲线,如图5所示,可看出K曲线连续性很好,且在弯曲半径较小时与卡尔特普罗菲尔经验曲线几乎重合,而卡尔特普罗菲尔数据仅在r/t<1.5时才比较符合实际,而r/t>1.5数据是很粗糙的。计算K1曲线r/t>6.5时,与K非常接近,而在r/t<6.5时都大于K1和KK,从图5曲线可看出,K曲线应该说是K1和KK的拟合曲线,所以更具有应用价值。且计算式简单又好记,所以这个计算式是一个比以前任何一种查表数据和分段式计算式都要好用,可很方便地带入计算机程序中,自动计算弯曲变形中性层。且经过我们长期应用考证和实际测量数据非常吻合。

图5 两种理论曲线与Kaltprofile曲线对比
四、实际应用
按照计算式精密冷弯型材的中性层精度很高,误差不超过3%,图6为2802精密冷弯型材,板厚为1.0mm,材料为Q235彩色涂层钢板,按照不计中性层位移展开长度为155.84mm,而实际展开长度只要150mm。

图6
从A端起,各段理论展开长度及总展开长度计算得Lo=155.92mm。冷弯成形时直线段尺寸是不变的,只是圆弧部分会有延伸,各段弧线弯曲时实际需要宽度和理论展开长度对比计算如下。
(1)按理论中性层,弯曲半径1mm,曲线理论长度L1.0=r/180=11.07(mm),实际弯曲内径r=0.5mm,t=1.0mm,r/t=0.5,K=1/(2+0.8t/r)计算K=0.278。实际中性层弯曲半径ρ=r+Kt=0.5+0.278×1.0=0.778。实际中性层长度S1.0=ρ/180=8.61(mm)。差值Δ1.0=L1.0-S1.0=11.07-8.61=2.46(mm)。
(2)弯曲半径1.3mm,曲线理论长度L1.3=13.50mm,实际中性层长度S1.3=11.77mm,差值Δ1.3=13.50-11.77=1.73(mm)。
(4)弯曲半径1.5mm共2处,曲线理论长度L1.5=9.79mm,实际中性层长度S1.5=8.86mm,差值Δ1.5=13.50-11.77=0.930mm。
(5)弯曲半径2.5mm共1处,曲线理论长度L2.5=2.31mm,实际中性层长度S2.5=2.24mm,差值Δ2.5=2.31-2.04=0.07(mm)。
以上全部理论与实际展开长度差值合计为5.19mm。那么冷弯变形之前应该用155.92-5.19=150.73(mm)。实际生产用钢带宽度为150.5mm,冷弯成品尺寸及形状准确,尺寸公差在±0.10mm以内,咬口饱满。理论计算与实际生产误差=(150.73-150.5)×100/150.73=0.15%。
五、结语
冷弯成形技术是一种节省材料、节约能源、高效率的金属成形工艺,通过顺序配置多道次成形轧辊,把板材连续地横向弯曲,能够加工出力学性能好、表面质量高、尺寸精确的高附加值产品。精密计算钢带的展长对冷弯成形相当重要,中性层计算分析为冷弯成形提供了便利,通过实际应用产品表面光洁、外观好、尺寸精确,且提高了材料的利用率。
猜你喜欢
红岩春秋(2022年1期)2022-04-12
中国材料进展(2019年10期)2019-12-07
英语学习(上半月)(2019年9期)2019-10-10
意林(绘英语)(2018年2期)2018-11-29
制造技术与机床(2017年8期)2017-11-27
材料科学与工程学报(2016年1期)2017-01-15
米娜·女性大世界(2016年8期)2016-08-17
工业设计(2016年11期)2016-04-16
小天使·二年级语数英综合(2015年11期)2015-11-11
食品工业科技(2014年11期)2014-03-11
