
环链葫芦起重链轮的改进
2014-12-02 01:40冯永刚陶文勇邓伟林
机械工程师 2014年8期
冯永刚,陶文勇,邓伟林
(1.浙江工业职业技术学院,浙江 绍兴 312000;2.浙江双鸟机械有限公司,浙江 嵊州 312400)
0 引言
HSH 手扳、HSZ 手拉环链葫芦是浙江某机械有限公司的主要出口产品。进入21 世纪以来,随着全球经济一体化的加快,中国经济突飞猛进,中国起重设备市场也逐渐成为国际起重设备市场重要的一部分。其中环链葫芦的快速发展,短短几年内已有了相当大的进步。20 世纪末部分外资企业进入中国市场,加入了中国市场的竞争,加之我国起重行业的不断扩大、发展,因此,起重葫芦市场价格、质量竞争激烈。作为葫芦中的心脏——起重链轮对葫芦的质量起到了决定性的作用。据信息反馈,葫芦在起重时,链条爬链、咬链、链轮断裂现象普遍存在。虽然采取了各种措施,但效果不明显。所以,必须对原有的工艺进行改进,解决葫芦在起重时的爬链、咬链、链轮断裂现象。
1 传统起重链轮的优缺点分析
在传统的制造中起重链轮采用球墨铸铁(QT1200-1)材料制造。因球墨铸铁链轮具有耐磨性高、润滑性好、铸造效率高、加工周期短等优点。其缺点主要是由于球墨铸铁链轮属砂型浇注件,铸件的连接或转角部分容易产生内应力、缩孔和缩松,而起重链轮的链窝应一次浇注成形,更需符合图纸要求,虽然环链起重链轮安装要求精度低,而承载能力较大,有一定的缓冲和减震性能,结构尺寸更为紧凑,如不符合图纸要求易发生跳齿或急速反向运动。但铸件因缩孔、缩松等原因很难保证产品的质量。因此,起重链铸造工艺严格、废品率高,一旦铸造或球化不合格,韧性下降,即产生断裂,极易造成重大事故。
2 第一次改进措施及存在问题分析
结合球墨铸铁链轮的优缺点,对起重链轮进行了第一次改进,采用合金钢(40Cr)材料经加工切削成形,达到原设计要求,如图1。
40Cr 材料经调质处理后,切削加工性好,具有良好的综合力学性能,低温冲击性及缺口敏感性、淬透性好。经淬火后,用于制造表面高硬度、低冲击、重载、耐磨的零件。起重链轮经热处理后可得到较高的疲劳强度,不会断裂。起重链条如图2(以φ8×24 为例)。
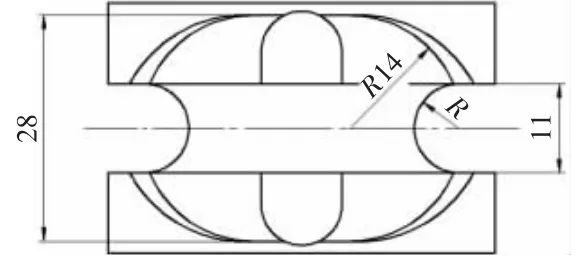
图1 起重链轮链窝图
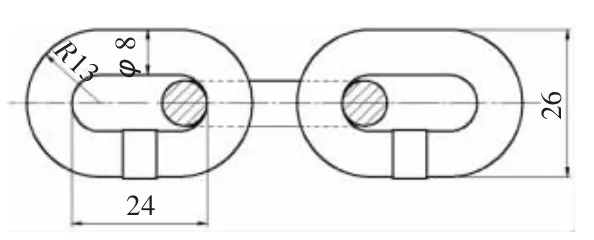
图2 起重链条图
起重链轮链窝在普通立铣床上经靠模仿形铣切削加工只能得到如图1形状,因靠模只能同一方向运动,而不能多方向运动。图1 中R14 不能限制图2 中起重链条负重平环链前移,平环链的半径为R13,R14 不能限制R13,链条和起重链轮链窝啮合不良,容易造成起重链条爬链。起重链条爬链后,就直接产生平环链咬伤现象,及各加工面产生的棱角导致立环的刮伤。
3 第二次改进措施及分析
对起重链轮的改进主要是应用热锻成形工艺。热锻成形工艺可以直接、快速、精确地将设计思想物化为原型,从而可以对产品设计进行快速修改和功能试验,可有效地缩短产品研发周期,快速提供市场所需产品。热锻成形原理是原材料经加热后,在设定的模具中有外力作用下,锻件受挤压,在模膛中得到充填。
热锻成形在工作中承受较大的工作压力和冲击负荷,模具型腔与加热后的金属坯料相接触,再加上与工件的强力摩擦,使其本身温度高达400~600℃,工件出模后型腔还要用水或压缩空气进行冷却。随后再与炽热的工件相接触。如此循环冷热反复交变。因此,热锻模应具有足够高的韧性,高温强度、高温硬度、良好的耐磨性,耐热疲劳性、淬透性和切削加工性。
热锻成形工艺吸取了球铁件链窝一次成形的优点及合金钢(40Cr)材料切削加工链轮具有较高的疲劳强度、不会断裂等优点。合金钢(40Cr)材料经中频磁感应炉的恒温控制,经热锻成形模在经改造后的压力机上一次成形,就得到了理想的起重链轮链窝形状。链窝形状如图3。
为什么图3 所示的形状是理想的起重链轮链窝的形状呢?分析如下:
起重链轮平环链(如图1)的半径为R13。图2 中链窝的平环链半径是R14,因它的中间有一条11 mm 宽的立环槽沟。所以,葫芦起重时,链条平环链与链轮的链窝接触不是在R14 的圆弧上,而是在立环槽沟与R14 圆弧相交的交点上。接触只是2 个点,而不是2 条圆弧线,如图4。

图3 经热锻成形后起重链轮链窝简图
经起吊重物后,起重链轮接触点磨损,起重链平环前移,链条与链轮啮合变化越大、起吊频率越高,链轮接触点磨损越严重,链条与链轮的啮合变化越大,起重爬链、咬链现象越严重。导致起吊重物不能轻松升降及重物突然下坠,造成事故。图3的起重链轮平环链形状能起到限制起重链平环前移,如图5,从而达到理想的效果。
因起重链与起重链轮链窝接触是圆弧面,而不是点,所以,起重链轮链窝不易磨损,起吊频次越高,啮合越好。从而起到保护起重链条的作用。因此,图3 所示的形状是理想的起重链轮链窝的形状。
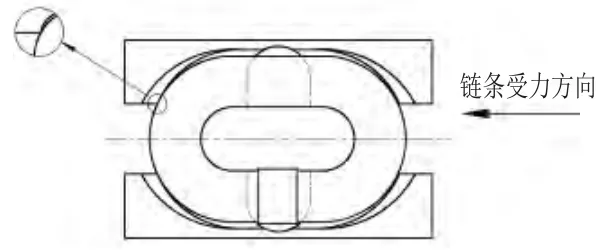
图4 合金钢切削加工链窝与起重链的啮合图

图5 热锻成形链窝与起重链啮合图
4 二次改进后的效果
同样用合金钢(40Cr)材料的起重链轮经热锻成形工艺可以减少切削加工工序,经济效益明显。如铣链窝、避开槽、车削中间立环槽,可节省1.70 元。原材料减少0.7 kg,中频磁感应加热与压力机的耗电量0.6 kWh。每只约节省3 元。按照年产量10 万只计算,总节约30 万元。
圆钢材料的热锻成形,可省略大立铣与专用小铣床等设备。
用热锻成形工艺生产的起重链轮,使手扳、手拉葫芦避免了葫芦在起重时链条的爬链、咬链及链轮断裂,提高了产品质量,得到了国内外客商的认可。
从实际使用来看,该工艺的改进取得了较明显的效果,生产效率高、产量高(4~6 只/min)、减少原材料的浪费,经济效益明显,产品的尺寸一致性好,质量得到保证。
5 结语
热锻链成形工艺在起重链轮中的应用,通过时间、成本、工序安排与合理的组织,企业可以在保证质量的前提下,减少能耗、缩短工期,提高起重葫芦市场竞争力,为实现可持续发展提供支持和保障。
[1]机械设计编委会.机械设计手册[M].北京:机械工业出版社,2004.
[2]俞新陆,何德誉.锻压手册[M].北京:机械工业出版社,2002.
[3]孙桂林.起重机械安全技术手册[M].北京:中国劳动社会保障出版社,2008.4
[4]中国机械工程学会设备与维修工程分会《机械设备维修问答丛书》编委会.起重设备维修问答[M].北京:机械工业出版社,2004.
[5]王积永.起重机械钢结构设计[M].北京:化学工业出版社,2011.
[6]时彦林,齐素慈.起重设备[M].北京:化学工业出版社,2012.
猜你喜欢
模具制造(2022年4期)2022-05-27
小资CHIC!ELEGANCE(2021年46期)2021-01-11
中国自行车(2020年2期)2020-04-26
当代陕西(2019年13期)2019-08-20
汽车零部件(2018年11期)2018-12-08
制造技术与机床(2017年11期)2017-12-18
工业设计(2016年7期)2016-05-04
设备管理与维修(2016年7期)2016-04-23
现代制造技术与装备(2015年4期)2015-12-23
汽车维修与保养(2015年8期)2015-04-17
