
轧制线调整装置在UCMW轧机上的应用
2014-12-03 07:55康阳
重型机械 2014年4期
康 阳
(首钢股份公司迁安钢铁公司,河北 迁安 064400)
0 前言
在冷轧生产线中,为了保证轧制的稳定顺行,轧制线标高必须保持恒定。而在轧制生产过程中,由于轧辊不断的磨损,其直径将不断减小,为了保持轧制线标高的恒定,首钢1 450 mm UCMW轧机选用了斜楔与阶梯垫复合式轧制线调整装置进行轧制线调整补偿。下面主要讨论斜楔和阶梯垫复合式轧制线调整装置的设备结构以及调整方法。
1 用途
UCMW轧机采用下置液压AGC系统,其下辊系直径变化后由AGC液压缸的行程变化进行调整和补偿,而上辊系直径变化后采用斜楔与阶梯垫复合式轧制线调整装置进行调整和补偿。在轧机换辊时,阶梯垫和斜楔都退出(即选择基准零位,此时梯形板和楔形板标定值均为0 mm),为换辊时提供辊子间距。
斜楔与阶梯垫复合式轧制线调整装置的阶梯垫为初调节,其调整为阶跃式;斜楔调整为精调,其调整为无级式,而斜楔在整个行程上的调整量为阶梯板的一个阶跃。两种调整方式组合使用,即构成了一个大调节量的无级调整机构,可实现所有辊子直径变化的连续调节(无级调整)。
2 设备结构
轧制线调整装置安装在上支承辊和牌坊窗口的轭之间,主要由阶梯垫、上下斜楔、斜楔和阶梯垫调整液压缸、液压缸支座、测压元件(或测压元件代换垫)及框架、编码器、导槽、橡胶刮板、喷淋集管等组成,如图1所示[1]。

图1 轧线调整装置Fig.1 Pass-line adjusting device
阶梯垫设置在斜楔下面。两个阶梯垫由两个拉杆联接,由一个液压缸带动两个阶梯垫移动,从而改变阶梯垫的接触面,以此来调整轧线标高。液压缸的位置由齿轮齿条式编码器进行测量记录,液压缸支座用螺栓把合固定在传动侧机架上。
上斜楔固定,和测压元件一起安装在框架里面;下斜楔设置在上斜楔和阶梯垫之间,两个下斜楔由两个拉杆联接,由一个液压缸带动两个下斜楔块做水平方向的移动,从而改变上下斜楔的接触面,以此来调整轧制线标高。液压缸的位置由齿轮齿条式编码器进行测量记录,液压缸支座用螺栓把合固定在传动侧机架上。
冷轧轧机设备工作环境恶劣,机架内有大量的乳化液油雾,而轧制线调整装置布置在轧机上方,如果防护不当,将会有大量的油污落在下斜楔斜面上,影响斜楔斜面的摩擦系数,进而影响斜楔的自锁性。因此,在每个斜楔的两端都装有橡胶刮板和喷淋集管,橡胶刮板用于刮去下斜楔斜面上的异物以防其进入上下斜楔的接触面,喷淋集管用于检修期间对斜楔的冲洗。
在上下斜楔之间、下斜楔和阶梯垫之间均设有导槽,工作时起导向作用,换辊时将下斜楔和阶梯垫吊挂在牌坊上。
3 斜楔和阶梯垫的选择计算
斜楔和阶梯垫的技术参数如表1所示。

表1 斜楔和阶梯垫的技术参数Tab.1 Parameters of tapered wedge and stepped plate
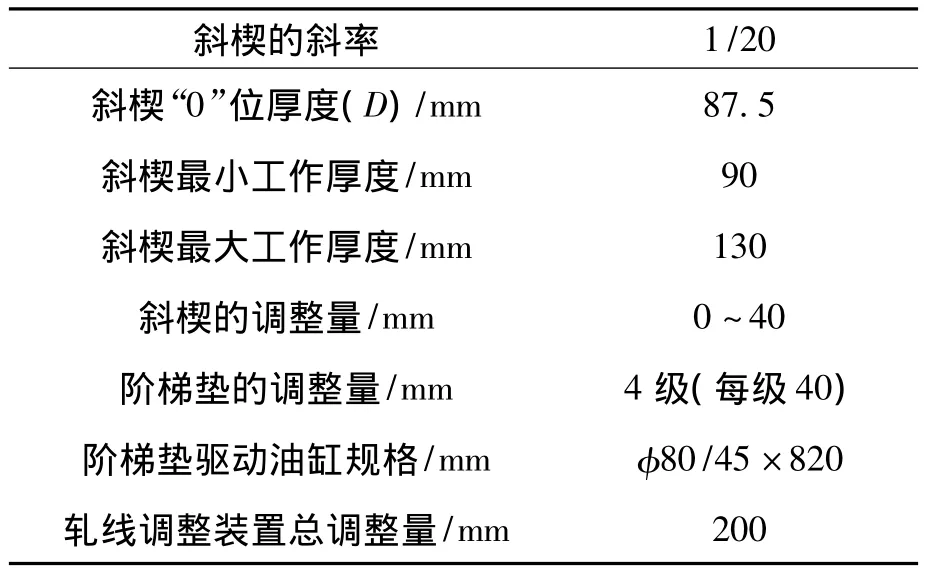
/mm 87.5斜楔最小工作厚度/mm 90斜楔最大工作厚度/mm 130斜楔的调整量/mm 0~40阶梯垫的调整量/mm 4级(每级40)阶梯垫驱动油缸规格/mm φ80/45×820轧线调整装置总调整量1/20斜楔“0”位厚度(D)斜楔的斜率/mm 200
斜楔和阶梯垫的尺寸见图2。

图2 斜楔和阶梯垫图Fig.2 Schematic diagram of tapered-wedge stepped-plate
3.1 阶梯垫的选择计算
上工作辊、上中间辊、上支撑辊、斜楔及阶梯垫等装置的装配图及各尺寸如图3所示,由图3各尺寸可得:

图3 辊系结构图Fig.3 Schematic diagram of roller unit

式中,A为轧制线到牌坊顶部的距离,A=2 860 mm;B为上斜楔的上表面到牌坊顶部的距离,B=186 mm;C为上支承辊中心到上支承辊轴承座顶部的距离,C=920 mm;DI为上工作辊直径385~425 mm;DB为上中间辊直径440~490 mm;TR为上支承辊直径1 150~1 300 mm;TW为阶梯垫的厚度;斜楔的厚度[4-5]。
由上辊系辊径范围可得DW+DI+DB/2的范围为:

又因为斜楔的工作厚度为90~130 mm(即90 mm≤TW≤130 mm),利用穷举法和极值法,依次将阶梯垫的厚度值(TR)代入式(1)可得阶梯垫各厚度对应上辊系辊径的范围:

由图2(b)可知阶梯垫各厚度值对应的液压缸行程。
由以上分析计算可得阶梯垫的选择表(见表2)。上述方法是通过穷举法和极值法先确定阶梯垫的厚度再计算上辊系辊径范围[6-8]。

表2 阶梯垫选择表Tab.2 Selection of stepped plate
3.2 斜楔的选择计算
由图2a可得:

式中,D为斜楔初始位的高度,D=87.5 mm;x为斜楔的行程;先根据上辊系直径值(DW+DI+DB/2)从表2中选择相应的阶梯垫的厚度值(TR),然后将所选择的阶梯垫的厚度值和上辊系各辊径值代入式(1),即可计算出斜楔的厚度值(TW)。再将值代入公式(2)即可计算出斜楔的行程。
4 结论
(1)通过对斜楔和阶梯垫复合式轧制线调整装置的结构介绍可以看出,该装置具有结构简单紧凑,重量轻、成本低、刚性好、自锁性好、控制简单、维修方便的优点。
(2)斜楔的调整范围等于阶梯垫单级的调整范围,也就是说,斜楔与任一级阶梯垫配合均可实现全行程内的无级调整。
(3)在最大最小辊径范围内,无论工作辊、中间辊和支撑辊辊径是多少,通过表2就可以查得阶梯垫所对应的厚度规格,然后将阶梯垫的厚度值代入式(1)就可以计算出对应的斜楔厚度。阶梯垫和斜楔按此厚度进行调整即可保证轧制线标高在固定值。
[1]计江,苏明,尤磊,等.斜楔与阶梯垫复合式轧制线调整装置的设计及应用[J].重型机械,2011(4).
[2]王怀玉.大调节量斜楔式轧制线调整装置结构探讨[J].有色金属加工,2009(2).
[3]任际军.平整机斜楔阶梯垫调整装置的分析[J].重工与起重技术,2007(1).
[4]吴宝玉.阶梯板在热轧机组PC精轧机上的应用[J].重型机械,2012(4).
[5]张国利,孟昭萍,杨军荣等.冷轧机轧制线调整系统的精确控制[J].鞍钢技术,2006(1).
[6]王伟光,俞春明,鲍勇,等.阶梯垫在梅钢1422mm热轧机上的应用[J].轧钢,2007(2).
[7]赵解来.3800宽厚板轧机活动阶梯垫板调整数学模型[J].冶金设备,2009(1).
[8]李毅挺.阶梯垫在唐山不锈钢1580mm热轧机上的应用[J].河北冶金,2009(4).
猜你喜欢
铝加工(2022年3期)2022-11-24
铁道科学与工程学报(2022年4期)2022-05-17
一重技术(2021年5期)2022-01-18
新疆钢铁(2021年1期)2021-10-14
锻造与冲压(2021年16期)2021-08-31
汽车工艺师(2021年7期)2021-07-30
重型机械(2020年2期)2020-07-24
再生资源与循环经济(2019年6期)2019-01-21
制造技术与机床(2017年5期)2018-01-19
重型机械(2017年3期)2017-07-19
