
NFX9865型铝衬管免处理胶辊在涤粘S捻品种的使用实践
2014-12-18 09:31屈金玲
纺织器材 2014年5期
屈金玲
(五环(集团)股份有限公司,西安 710038)
0 引言
胶辊是关键的纺织器材,其选型、制作质量及保养质量对细纱工序成纱质量的影响倍受纺织企业的关注。近几年纺织形势异常严峻,为了生存,五环集团不断开发新品种,对胶辊质量也提出了更高要求,为此根据不同的纺纱品种特点,从胶辊选型入手在胶辊制作工艺、试验对比和保养维护方面做了大量的工作,取得了一定经验。下面就胶辊的使用实践进行简要的分析介绍,以供商榷。
1 胶辊选型
有文献报道,一般情况下国内纺织胶辊的费用约占纺纱成本的0.4%,而胶辊对成纱质量的影响程度却高达60%[1]。所以,合理选用胶辊,提高产品质量,是应该把好的第一关。
1.1 品质优先选型原则
由于胶辊制造厂家众多,其品牌、型号、规格也很多,不同的胶辊内在品性有不同的差异[2],所以要选用技术含量高,品质优良,质量稳定的成熟产品;而纺制同一品种纱应尽可能选用同一品牌的胶辊,以消除差异性;对于新型胶辊要坚持积极试验、小范围试用和谨慎推广的态度,尤其在试用过程中注重总结经验,在无试验、无结论的情况下,不可盲目大面积使用。
1.2 综合经济效益原则
企业应根据自身对纺纱品种及质量档次定位,选用能满足本企业纺纱工艺要求的胶辊,防止高配低用或低配高用,造成效能浪费或效能不足,影响正常生产和成纱质量,增加不必要的生产成本。
2 胶辊制作
2.1 对铝衬管胶辊的要求
从几何尺寸上看,胶管与铝衬管必须圆整,尺寸准确。对胶体与铝衬管的要求特别重要,其一,铝衬管材料的延展性要好,铝衬管内孔应光滑无毛刺,圆柱度要达到0.005 mm;其二,铝衬管必须厚薄均匀,60°的套入角圆整光滑;其三,过盈公差应根据铝衬管延展性的差异,选择在0.04 mm~0.08 mm,一般过盈量过大,影响轴承精度,过小易脱壳,这是铝衬管胶辊制作的关键[3]。
2.2 选芯轴
胶辊轴承是胶辊牵伸纱条的基础,要求材质好,装配精度高,旋转灵活且稳定,轴承外壳表面粗糙度也应越小越好,这样才能很好地与铝衬管配合。在套制铝衬管胶辊的过程中,轴承外壳倒角十分重要,因为铝衬管与轴承配合是靠这个角将其平稳引入的,所以这个角必须小于45°且圆整光滑。铝衬管胶辊在套制时,由于铝衬管对轴承的高强力抱合,轴承的径向游隙不能过小,否则强力抱合会使轴承外壳变形,致使轴承旋转打顿、卡死而不能使用,造成很大的浪费,因此套制前应对每套轴承用轴承测量仪进行检测,检验合格的轴承,再用120号汽油浸泡清洗其上的防锈油,滤干揩净,而后用干净棉布,工业酒精逐个揩净轴承表面的残油,方可套制。
2.3 套制胶辊
胶辊的套制是胶辊制作的基础,这一环节如果出错,后面所有的工序都在做无用功。我们公司目前使用的是气动式套胶辊机,此设备结构合理,操作简便,效率高。套制胶辊时,轴承、杆头、底座必须保持同心,气流通畅,定位准确,一次到位,可确保胶辊周围端面受力均匀,在套制完成1万套胶辊后,应对杆头、底座部分重新校对;如果杆头、底座有超出0.1 mm的磨损,应及时进行更换,确保套制出的胶辊100%合格。
2.4 磨砺胶辊
磨床性能直接影响胶辊的磨砺效果。我们公司目前使用的是高精度磨床,磨胶辊前先对磨床进行检修,确保其机械性能良好;其次是砂轮,选择宽度40 mm,外形圆整、气孔均匀、磨料一致、杂质少的,然后用金刚刀对其表面打磨,再进行清洁,确保砂轮的气孔里没有悬浮物或半悬浮物,避免砂轮气孔里的悬浮物或半悬浮物在砂轮高速运转中划伤胶辊表面;最后调整同心度,进刀量为 0.15 mm ~0.20 mm[3]。表面粗糙度根据所纺品种要求,如果是免处理胶辊磨两个往复效果最佳,如果胶辊表面要进行处理,则只需一个往复。磨完0.5万套胶辊后,要检查夹口是否有磨损,发现磨损及时更换,确保磨出来的胶辊合格率达到100%。
2.5 胶辊的表面处理
磨好的胶辊表面还需要进行处理。免处理胶辊只需要用胶辊专用清洗剂将其表面清洗干净,放置24 h,加油,盖密封帽后方可上车使用;但是其它胶辊表面应用涂料处理两遍,上涂料时固定专人操作:① 上涂料前用工业酒精将胶辊表面清洗一遍;② 涂料应现配现涂,配好立即使用,避免因溶剂挥发造成浓度变化或产生沉淀物;③ 操作时用棉布板均匀饱满上两遍涂料,两遍之间相隔15 min~20 min,放置24 h后加油,盖密封帽后方可上车使用。
2.6 加油
表面处理完毕后的胶辊放置24 h后进行加油,盖上与直径相对应颜色的密封帽,便于以后的管理;润滑脂选用3号锂基脂,合理控制油量,防止缺油或溢油,造成不必要的损失。
3 胶辊试验对比
以纺涤粘S捻系列品种为例,最初选用目前广泛使用的邵尔A硬度70度微处理胶辊,但在纺纱过程中成纱质量始终比Z捻同品种成纱质量差,CVb指标高,生活质量不稳定。经过车间技术人员的共同努力,成纱质量没有大的改观;之后决定将NFX9865型免处理胶辊按A∶B=1∶10进行微处理上车使用[4],同时将邵尔A硬度75度、80度胶辊按相同比例处理后使用在T/R 80/2015.9 tex(S捻纱)上,并进行对比跟踪,试验数据见表1~表4。
经过长期的跟踪试验,我们发现NFX9865型免处理胶辊微处理后,成纱质量明显优于邵尔A硬度70度、75度、80度这3种胶辊,且这3种胶辊使用60 d后,成纱质量明显下降,甚至后两种不到两个月质量就下降,但是NFX9865型免处理胶辊微处理后,使用105 d后质量才下降,可见其复磨周期也优于其他3种胶辊,可以进一步在涤粘S捻品种上推广使用。
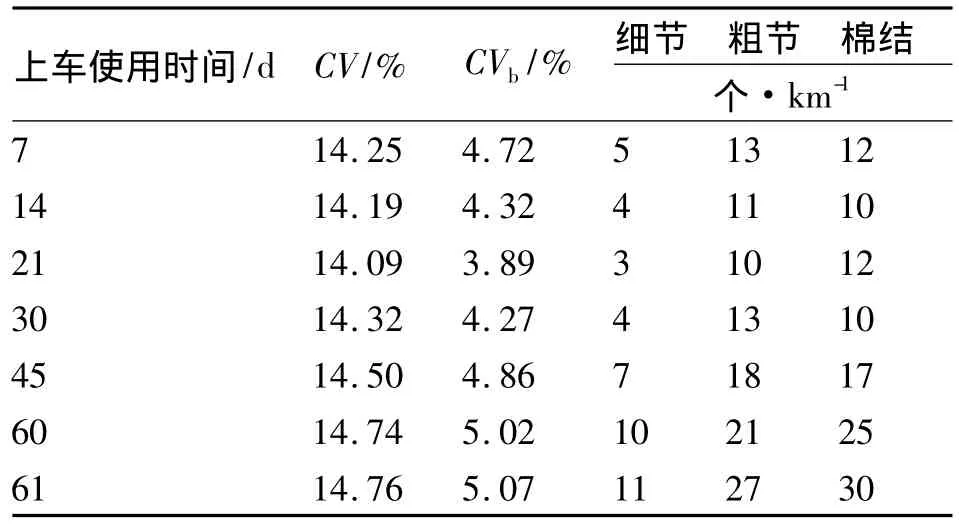
表1 邵尔A硬度70度微处理胶辊成纱质量
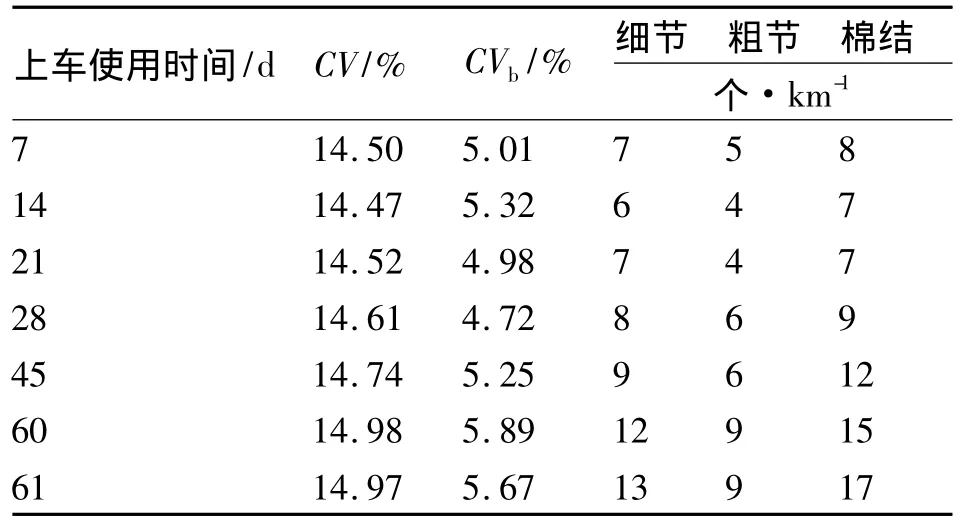
表3 邵尔A硬度75度胶辊成纱质量
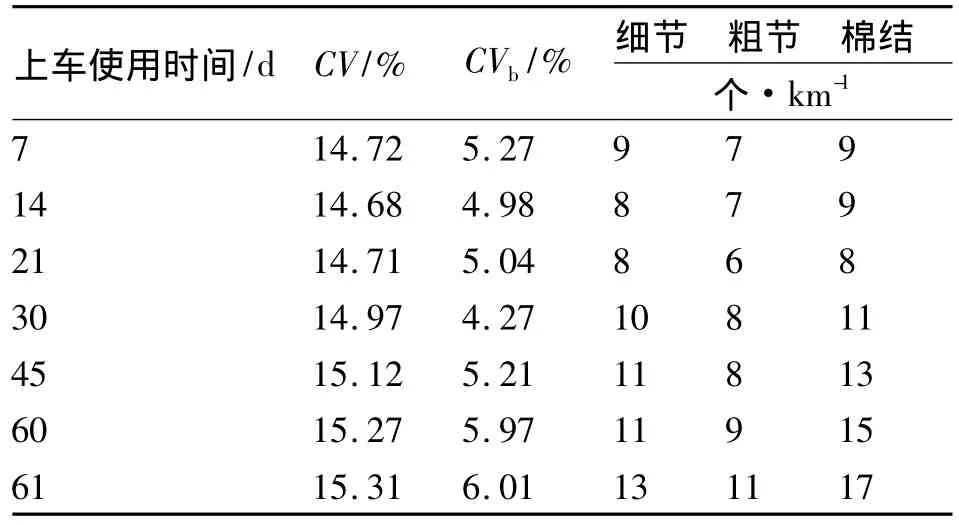
表4 邵尔A硬度80度胶辊成纱质量
4 胶辊使用与保养
4.1 严格执行胶辊上机质量标准
胶辊制作完毕,经调换人员把关验收后上机使用,从此该胶辊动态质量状况就应一直处于调控人员的监控之下。每天揩车下机的胶辊都要由调换人员保养检查后,才能再次上机使用,及时剔除不合格胶辊,杜绝不良胶辊造成的锭间差异。
4.2 严格执行上、下车与车间交接验收制度
做好胶辊与车间交接验收工作,可以更好地分清责任,相互制约,共同把好胶辊上车质量关。要求胶辊调换人员与揩车组长对上车胶辊在开车后进行交接,确保胶辊上车合格率达到100%[5]。
4.3 按照纺纱品种与胶辊的性能进行匹配
按品种固定对应好胶辊,把车间所纺品种与对应使用的胶辊在胶辊间公示牌上写清楚。根据品种翻改及时变更公示牌,避免用错胶辊造成质量波动。上车前要逐个做好活鉴定工作,剔除跳动超标、手感不良的胶辊,进一步保证上机合格率达到100%。
4.4 作好胶辊直径区分
不同直径的胶辊用不同颜色的密封帽加以区分,避免同台胶辊直径不统一,出现锭间差异,对重点品种要进行专辊专用。
5 结语
5.1 应根据企业实际综合考虑,将胶辊试用、积累乃至推广全盘考虑,不能盲目大面积使用。
5.2 胶辊制作是质量的基础,不同的胶辊应对应不同的制作工艺。
5.3 试验对比是选用适用胶辊的依据。不同品种待用胶辊必须经过严格试验,根据成纱质量指标变化最终确定后再推广。
5.4 认真做好胶辊日常维护工作,把好质量三关:胶辊制作质量关,上、下车交接关,品种与胶辊性能匹配关。
[1]王选民.浅论胶辊胶圈的合理选用[C]//第十一届中国棉纺行业协会胶辊胶圈等纺纱牵伸部件技术交流会论文集.北京:中国棉纺织行业协会,2006.
[2]任欣贤,薛少林,谢建彬.棉纺生产技术350问[M].北京:中国纺织出版社,2007.
[3]张永清.铝衬纺纱胶辊的制作探索[C]//第十一届中国棉纺行业协会胶辊胶圈等纺纱牵伸部件技术交流会论文集.北京:中国棉纺织行业协会,2006.
[4]《棉纺手册》(第三版)编委会.棉纺手册[M].3版.北京:中国纺织出版社,2006.
[5]杜洪涛,刘新春.探讨胶辊间的管理工作[C]//第十一届中国棉纺行业协会胶辊胶圈等纺纱牵伸部件技术交流会论文集.北京:中国棉纺织行业协会,2006.
猜你喜欢
石油机械(2022年10期)2022-11-05
纺织器材(2022年4期)2022-08-18
纺织器材(2022年4期)2022-08-18
纺织器材(2020年1期)2020-03-24
国际纺织导报(2019年2期)2019-05-30
石油矿场机械(2019年1期)2019-01-29
石油钻探技术(2016年2期)2016-04-08
纺织器材(2015年5期)2015-12-19
纺织器材(2015年4期)2015-12-19
新疆大学学报(自然科学版)(中英文)(2015年2期)2015-05-16
