机床装配工艺的研究
2014-12-23 11:34计文通
科技视界 2014年3期
计文通 刘 锰
(沈阳机床集团 沈一车床厂,辽宁 沈阳110041)
1 装配工艺系统图
在机床装配工艺过程中,表示产品的零件,部件间的装配方法和装配流程的示意图叫装配工艺系统图,所要装配的零件用一个方格表示,并在这个方格旁边标明零件的名称,编号和数量,它既能表示一个零件,又能表示组件和部件。
装配系统图的要求是由基准零件开始,沿水平线从左向右进行,一般是将零件画在上方,套件、组件、部件画在下方,而所画出的顺序就是零件的装配顺序。
装配工艺系统图配合装配工艺规程在机床的装配生产中起到指导的作用,是为了使产品的装配流水线,提高装配效率,同时它也为分析装配工艺起到指导作用,主要是应用于大批大量生产中。
2 装配工艺规程的制定
装配工艺规程是机床装配过程中不可缺少的文件,是指导装配生产的主要技术文件,制定装配工艺规程是生产技术准备工作的主要内容之一,装配工艺规程对保证装配质量、提高装配生产效率、缩短产品装配周期,减轻工人劳动强度、缩短装配占地面积,降低生产成本等都有重要的意义。
制定装配工艺规程的步骤
(1)产品分析
(2)装配方法选择
(3)确定装配的组织形式
(4)确定装配顺序
(5)划分装配工序
(6)编制装配工艺文件
3 装配尺寸链
装配尺寸链是指在装配过程中,由不同零件的相关设计尺寸作为组成环所构成的尺寸链。装配尺寸链组成要满足“一件一环”。
所谓一件一环是在查找装配尺寸链时,每个相关的零、部件只应有一个尺寸作为组成环装配尺寸链。这样,组成环的数目就等于有关零、部件的数目,即“一件一环”,这就是装配尺寸链的最短路线(环数最少)原则。
装配尺寸链的计算方法:
(1)正计算,即已知组成环的尺寸和公差,求解封闭环的尺寸和公差。这类问题多出现在装配、检验中,用以校验产品是否合格。
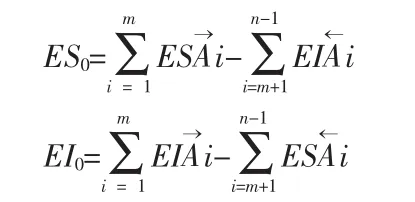
封闭环的基本尺寸:等于所有增环基本尺寸之和减去所有减环尺寸之和,即:

封闭环的上偏差等于所有增环上偏差之和减去所有减环下偏差之和;封闭环的下偏差等于所有增环下偏差之和减去所有减环上偏差之和。即:
(2)反计算,即已知封闭环的尺寸和公差,求解组成环的尺寸和公差。这类问题多出现在设计中,即在提出装配精度要求后,如何设计相关零件的精度。
(3)解中间问题,即已知封闭环与部分组成环的尺寸和公差,求解其余组成环的尺寸和公差。这类问题在设计和工艺中均会出现,许多反计算最后都会转化为中间问题来求解。
4 机床结构的工艺性
机床结构的装配工艺性和零件结构的机械加工工艺性一样,对机器的整个生产过程有较大的影响,也是评价机器设计的指标之一。机器结构的装配工艺性在一定程度上决定了装配过程周期的长短,花费劳动量的大小、成本的高低、以及机器使用质量的优劣等。
根据机器的装配实践和装配工艺的需要对机器结构的装配工艺性提出以下要求:
(1)机器结构应能分成独立的装配单元
(2)减少装配时的修配和机械加工
(3)机器结构应便于装配和拆卸
下面通过几个实例进行分析机床结构的工艺性:
A:有的机构有以下几个不足之处:
(1)轴承外圈左侧内径与箱体台肩平齐,造成拆卸不便;
(2)中间轴靠近轴承的轴肩部分外径与轴承内圈右端外径平齐,不利于拆卸。
要想使这个缺点避免掉,我们可以是轴承的内圈比轴肩高,这样就可以是轴承在拆卸时候方便。
B:在轴的装配,当轴上齿轮直径大于箱体轴承孔时,轴上零件需依次在箱内装配,当齿轮直径小于轴承孔时,轴上零件可在组装成组件后,一次装入箱体内,从而简化装配过程,缩短装配周期。
猜你喜欢
电子乐园·下旬刊(2022年6期)2022-05-16
四川劳动保障(2021年3期)2021-01-27
世界汽车(2020年6期)2020-12-28
金属加工(热加工)(2020年12期)2020-02-06
综合智慧能源(2017年10期)2017-01-18
现代工业经济和信息化(2016年12期)2016-05-17
综合智慧能源(2016年1期)2016-02-03
风能(2015年4期)2015-02-27
机械制造与自动化(2014年1期)2014-03-01
河南科技(2014年15期)2014-02-27