
机床导轨的配磨与精度检测
2014-12-23 06:44胡芳荣
机械工程师 2014年6期
胡芳荣
(哈尔滨量具刃具集团有限责任公司,哈尔滨150040)
0 引言
长期以来,机床维修中的刮研工作是维修机床导轨的主要工艺手段。其刮研量大,约占整个修理工时的一半以上,而且大部分是手工操作、效率低、成本高、劳动强度大。为了提高导轨的维修质量,降低成本,改善劳动强度,我公司采取了以磨代刮的加工方案。
1 导轨配磨法分类
1.1 单面导轨配磨法
单面导轨配磨(如图1)只要导轨的平面性好,就能实现。导轨纵向直线性是由导轨磨床的精度来保证的,但是即使导轨磨床的精度很高,所磨出导轨的直线也有误差,这主要是磨削时,导轨垫变形及磨头的刚度差所造成的。
为了得到良好的纵向直线性,主要是靠改变走刀速度磨削来实现:磨削余量大的地方减慢磨削速度,磨削余量小的地方加快磨削速度。导轨横向的平直性是靠适当控制磨头的倾斜角度达到的。
为了更好地理解这一问题,下面介绍端面磨削网纹的形成:
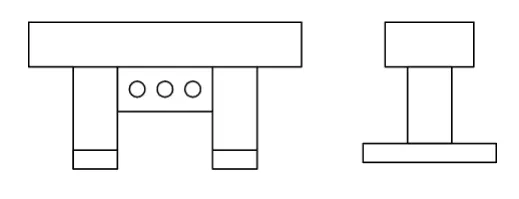
图1 单面导轨
1)双面纹。当磨头轴线沿着走刀方向垂直工件时得到的磨削网纹为双面网,此时工件表面呈中凸状。这是因为产品磨削过程中,发生了弹性变形、塑性变形、发热、硬化等物理现象。
2)单面纹。当磨头轴线沿着走刀方向倾斜角度时,得到的磨削纹为单面纹,此时工件表面是中凹状。这是因为砂轮切削刃的运动轨迹是个圆周,当砂轮主轴沿走刀方向倾斜后,该圆周在俯视图上投影是个椭圆,加工表面横截面的曲线形状便是椭圆上的一段弧,因而造成磨后工件表面中凹。
3)半网纹。在研究磨削纹的过程中,我们发现β角越大中凹越重,β角越小(但β≠0)时,中凹也越小,磨出的表面越平整。当β角小到某一数值时,必然得到一个近似理想平面,此时磨出的平面就是半网纹。进行半网纹磨削的关键在于磨头沿走刀方向倾斜β值,倾斜角度应控制在(0.05~0.15)/100,在调整半网纹磨削时,可借助检具来检查它的不平度。
1.2 燕尾型导轨副的配磨法

图2 燕尾导轨副
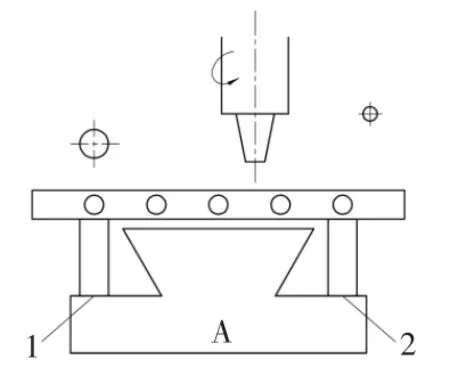
图3 放置等高垫铁与平尺
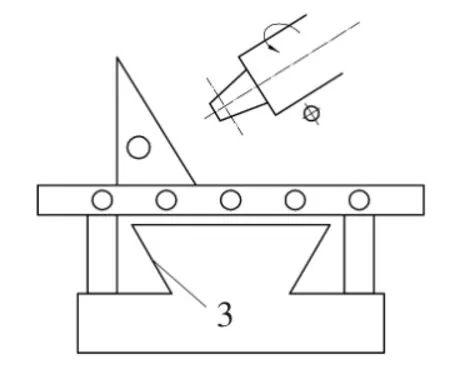
图4 在基面上(平尺量面)放上标准角度尺,使磨头主轴与角度尺斜面垂直
如图2为一对燕尾导轨副。如果零件A和零件B的1、2两面都位于同一平面(基面)内,同时使斜面3与基面都做成标准角度,那么A与B的导轨面必然重合(表面4可调斜铁配合)。磨A件时,首先在平面1、2放置等高垫铁与平尺(如图3),在磨头上装百分表调整磨头并旋转磨头主轴,使百分表在平尺左右两端读数值相等,这时主轴在横截面与基面成直角。卸下表杆装上砂轮,磨削导轨面1、2,磨完后用同样的方法检测1、2两面的等高。如不等高应继续磨高的一面直至等高为止。这时1、2面就是基面,磨斜面3是在基面上(平尺量面)放上标准角度尺,使磨头主轴与角度尺斜面垂直(如图4),仍然用在主轴上装表,在斜面上打表(划圈)的办法,角度调好后卸下表杆,装上砂轮就可以磨导轨面3。磨零件B,用磨零件A的同样方法使1、2基面、斜面上与基面成标准角度。
1.3 V平导轨副的配磨法
V型与平面组成的导轨副(如图5)怎样才能重合,必须满足下列两个条件:

图5 V型与平面组成的导轨副
1)A、B两零件的对应导轨面与基面必须成相等的交角(或平行);
2)V型导轨的理论尖顶到平导轨的距离,即尖顶距必须相等,即ha=hb。磨零件A的底面M作为基面,磨削时,如把零件A压在工作台上,工作台上的工作面实际上也是基面,采用在磨头主轴上装在工作台面上(基面)放置平尺或标准角度尺并旋转主轴划圈的办法,找正磨头的角度,使磨出的零件A各导轨面都与基面成理论角度。磨完零件A以后,应用(如图6)桥板测出平导轨面到P面的高度H测,由于桥板各部尺寸是已知的,由H测就能计算出ha。磨零件B,选择N面作为基面,除了使各导轨面的角度与零件A的对应面的角度相等外,还应控制尺寸hb,使得hb=ha(如图7)。
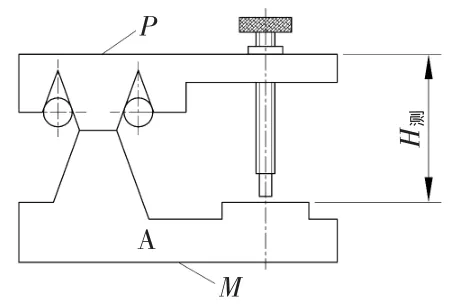
图6 用桥板测出平导轨面到P面的高度H测
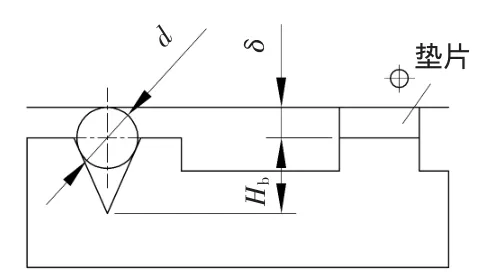
图7 控制尺寸hb,使得hb=ha
通过计选择直径为d的圆柱测量棒及厚度为δ的垫片,使得当在基面上测得圆柱测量棒与垫片等高时,这时恰好hb=ha。
1.4 双V型导轨副的配磨
如图8,双V型导轨副的重合几何条件是:1)相配合导轨面应与基面有相等的交角,即 αa=αb,βa=βb;2)相配导轨面的平行距(沿基面方向测量)应相等,即Pa=Pb,Qa=Qb。
无论是磨零件A还是零件 B,都应首先磨出工艺基面Ⅰ-Ⅰ、Ⅱ-Ⅱ,再以工艺基准磨出各导轨面的标准角度。通过以上叙述可得出下列结论:配磨导轨必须满足导轨副的重合几何条件,这就是导轨配磨的主要实质。
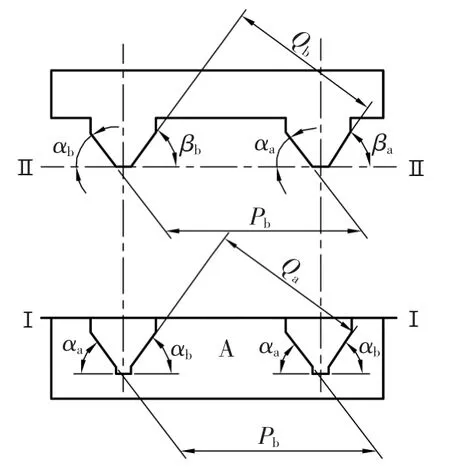
图8 双V型导轨副的重合几何条件
2 机床导轨的检测
机床导轨无论是何种组合形式,基本精度都由以下3项组成:一是垂直平面内的直线度;二是水平面内的直线度;三是垂直平面内的平行度(又称扭曲度)。这3种精度的测量原理与方法如下:
1)垂直平面内直线度的测量——水平仪法。用水平仪测量导轨的直线度,属节距测量法。对于一般中型机床导轨长取250 mm,在测量时先将导轨全长划成若干份,每一份等于座的长度,测量时每移动一个等分测量一次。如水平仪每格为0.02 mm/1000 mm,测量座的长度为250 mm,则水平仪每移动一格实际数值为0.02×250/1000=0.005 mm。
2)导轨在水平面内的直线度测量——圆棒及平尺测量法。以圆棒平尺为基准,用千分尺进行测量,即在被测导轨的侧面架起一根圆棒或平尺,千分表固定在桥板上,测头打在圆棒和的侧母线及平尺的工作面上。首先将圆棒或平尺调到与被测导轨平行,即千分表在导轨两端的读数一致,然后移动桥板进行测量,千分表读数的最大代数差就是被测导轨在水平面内相对两端连线的直线度误差。
3)床身两导轨面间不平行度的测量。床身两导轨面间不平行(也称扭曲)可用千分表测量座检查。在测量座上垂直于导轨放一水平仪,移动测量仪每250 mm记录一次,将读数一次排列,误差的最大代数差就是不平行度。
3 结语
导轨由磨床磨削代替手工刮研工作后,再经过一定的检具检测,控制了导轨形状和尺寸,使导轨获得了良好的接触精度和几何精度。
猜你喜欢
中国介入心脏病学杂志(2022年7期)2022-09-16
食品研究与开发(2022年16期)2022-08-24
今日农业(2020年14期)2020-08-14
质量技术监督研究(2018年6期)2019-01-15
测绘工程(2018年1期)2018-01-09
制造技术与机床(2017年8期)2017-11-27
小学生作文(低年级适用)(2016年9期)2016-11-11
中国设备工程(2014年2期)2014-02-28
制造技术与机床(2010年5期)2010-11-28
