
基于密度测量的丝光机碱液浓度在线监控系统开发与应用
2014-12-25 01:49洪乾耀杨云涛胡旭东
纺织学报 2014年12期
向 忠,洪乾耀,杨云涛,胡旭东
(浙江理工大学机械与自动控制学院,浙江杭州 310018)
棉织物丝光工艺过程中需采用碱溶液对其进行浸洗处理,使天然纤维素在烧碱作用下生成碱纤维素,从而使棉纤维发生不可逆溶胀,以提高其光泽、吸附能力、尺寸稳定性或纱线密度等。该工艺下碱液浓度的恒定是确保工艺再现的关键[1],碱液浓度低则丝光质量不理想,浓度高则生产成本上升,严重时还会损伤坯布,因此需要对丝光过程中碱液浓度进行精确控制。
传统碱液浓度控制多采用离线方式完成,即由人工定时自浸洗槽内取样滴定获取碱液浓度,再经人工判定后升高或降低碱浓度。该方式测量精度受人为因素影响大,且所测结果仅为某时刻的浓度值,易造成整个工艺过程中碱液浓度波动大、工艺稳定性差等问题[2];碱液浓度在线控制系统是近年发展起来的新技术,它通过传感器在线实时测定碱浓度,并结合电控阀门及相应控制技术实时调整碱液浓度,具有测控精度高、工艺稳定性强等优点[3-4]。
为实现碱液浓度在线控制,首先需完成对碱浓度的精确测量,现有系统中多采用成品传感器来完成测定,该类传感器的电信号以有线传输为主,且价格很高。由于印染生产线有近百米的长度,且印染车间内环境恶劣,在对生产线多点碱浓度进行测量时,传感器信号在有线传输过程中受干扰严重,影响测控精度。此外,对车间内多条生产线进行在线控制时,必须为每条生产线配备专用控制器,实现成本较高。
针对上述问题,本文设计开发了一种具有ZigBee无线网络通讯功能的智能压差式碱液浓度计,有效解决了车间内碱浓度多点测量时信号传输过程中的抗干扰问题。通过将其应用在丝光机碱浓度在线控制系统中,取得了较好的运行效果。
1 测量原理
溶液浓度一般通过间接测量获取。若设溶液密度为ρ,溶液质量为m,溶质的质量为d,溶液的质量分数为w,则溶液体积为

溶液的质量分数为

溶液的浓度为

由文献[5]可知,碱溶液的质量分数是溶液自身密度ρ和温度T的函数,计算公式为

图1[5]示出碱溶液质量分数与密度、温度之间的关系曲线。由图可知,碱溶液的质量分数与密度、温度之间具有较好的分段线性关系。结合式(3)、(4)可知,溶液浓度c可由其密度和温度共同决定,若能同时测得碱液的密度与温度值,则可参照图1插值计算获得碱液的浓度值。

图1 碱液质量分数-温度-密度关系特征曲线Fig.1 Curves for alkali's mass percent,density and temp
为测量液体密度,根据流体静力学原理,在流速恒定的液体中,垂直高度固定的两点间的压强差为一定值[6-7]。假定在垂直管道上高度分别为H1、H2点处测得的压力为P1、P2,根据流体静力学原理可得管道内液体密度ρ:

式中g为重力加速度。令 H1-H2=h,P1-P2=△P,则待测液体密度为

因此,固定2个压力传感器的高度差,即可根据压力差求得待测液体的密度。再辅以温度测量,结合式(3)、(4)、(6)即可得到溶液浓度。
2 系统硬件设计与实现
2.1 碱液浓度计结构设计
基于密度测量原理设计的碱液浓度计结构示意图如图2(a)所示。浓度计上设计有一碱液取样管道,且在取样管道一侧垂直间距为h的部位,开有2个测压孔,用于安装图2(b)所示的瑞士Keller公司带有温度补偿的压力敏感元件。测试时,待测碱液自下而上流经取样管道,系统通过读取上下取样点的压力值后即可按式(6)求得当前碱液的密度,配合碱液温度测量可进而求取碱液浓度。
2.2 碱液浓度计硬件电路设计
所设计碱液浓度计的硬件电路总体设计方案如图3所示。系统基于MSP430单片机开发,选用带电流源输出的AD7794芯片实现对温度和压力信号的采样功能,并完成对压力芯体的电流激励;图示调理电路主要实现对模拟信号的降噪处理,提高系统抗干扰性能,而一线制温度传感器DS18B20主要用于环境温度测量,实现对采样电路的温度补偿;系统采用CC2531模块组建ZigBee无线网络,实现将采集的碱液温度、密度信号远程无线发送到无线接收模块,再由接收模块以RS485协议传输给用户端;EEPROM以及按键实现密度计的参数设定与调零功能。信号输出模块主要用于实现所需的数字信号、模拟信号输出。
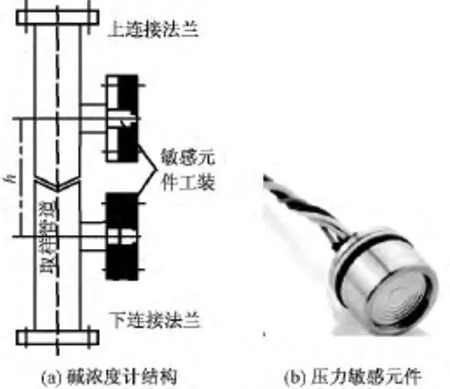
图2 碱浓度计结构及压力敏感元件示意图Fig.2 Schematic alkali meter structure(a)and pressure sensitive unit(b)
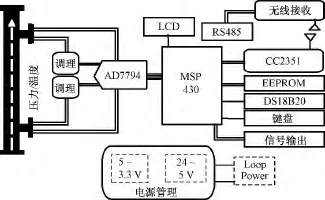
图3 系统硬件电路框图Fig.3 Hardware circuit diagram of alkali meter
调理电路是被测量与A/D转换之间的纽带,其精度必须要高于A/D转换的测量精度,否则,调理电路将成为测量精度的瓶颈[8]。为提高信号测量精度,降低采样电阻热噪声及外围器件噪声的影响,设计中采用低阻值精密电阻做采用电阻,并对信号进行二级运放,调理电路如图4所示。
图中第1级运放U1构成电压跟随,第2级用两个通用运放搭建了一个差分输出调理电路,且R1=R2=R7=R8,R3=R5,R4=R6,放大系数 K=R4/R3=R6/R5。
2.3 丝光机碱液浓度在线控制系统设计

图4 信号调理电路Fig.4 Signal conditioning circuit
图5为所设计的丝光机碱液浓度在线控制系统原理图[9]。工作时,在配液槽内完成一定浓度碱液的调配,配液槽碱液有2个来源,分别是浓碱、淡碱。调配好的碱液经循环泵一部分输送至碱洗槽进行补液,一部分流经浓度计进行在线检测;检测数据经无线模块反馈至上位机,上位机以目标浓度和浓碱耗量最低为目标,控制图示比例阀、二通阀的开关;由于碱液长期静止时会有晶体析出,故在停机前通过控制图示三通阀的开启,采用清水对浓度计进行反向冲洗,确保浓度计的测量准确性。

图5 碱液浓度在线控制系统原理图Fig.5 Schematic diagram of alkali consistency online monitoring system
3 系统软件设计与实现
3.1 碱液浓度在线控制系统软件构架
图6为丝光机碱液浓度在线监控系统软件框架图。其主要由上、下位机程序组成,其中上位机程序在PLC中实现,负责与用户之间的交互;下位机程序则基于碱浓度计的MSP430芯片实现,并采用RS485串行通讯协议与上位机交互;工作时碱浓度计的无线发送、接收模块采用一对一通讯模式,而上位机与无线接收模块之间则采用一对多通讯模式,可有效降低多点测控时的硬件成本;系统初始化程序主要负责完成系统的时钟设置、寄存器配置等,参数设定与调零程序通过响应键盘的中断信号来完成传感器量程、通讯速率、显示单位、零点等参数的设定,协调和引导压差式密度计进入工作状态;参数显示模块则完成LCD的初始化及相应测试信息的文字显示。
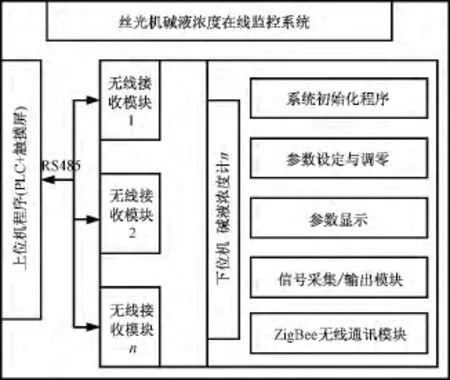
图6 丝光机碱液浓度在线监控系统软件框架图Fig.6 Software architecture of mercerizing machine alkali consistency online monitoring system
3.2 信号输入输出及软件补偿
信号采集/输出模块程序流程图如图7所示。程序的一个分支响应按键中断,从而改变浓度计的零点电位、量程值等,并更新相应参数地址;另一个分支响应来自上位机的软请求,从而在指定端口输出信号,控制阀门、电动机的动作;第三个分支用于实时读取来自敏感元件的压力、温度值及碱液的实时温度,并通过处理、计算获取碱液的浓度,最后通过无线网络进行传输,及在LCD上进行显示。
为修正环境温度对测量精度的影响,系统对测量数据进行温度的软件补偿[10-11]。补偿模型建立在对压力敏感元件的标定数据基础上,即在n个标准温度Ti(i=1,…,n)、m个标准压力Pj(j=1,…,m)下,得到n×m实测数据U(Ti,Pj),然后在某温度Ti下对压力P和测试数据U进行曲线拟合,得到二者关系曲线P=f(U)和n组标定温度下的压力值,再对经拟合函数求取的压力和标定温度进行拉格朗日插值,得到压力P和温度T、电压U的关系曲线P=f(U,T),一般该曲线函数可用下式表述:

式中:
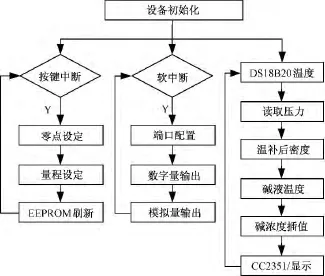
图7 信号采集/输出模块程序流程图Fig.7 Program flow chart of the signal I/O module

3.3 无线通讯模块
ZigBee模块程序基于TI的Z-Stack2007协议栈在IAR7.60开发环境下实现。在组网时,碱液浓度计作为终端节点,ZigBee无线网络由无线接收模块负责建立,终端节点加入该网络。应用中,浓度计将测量参数经ZigBee模块以无线方式编码发送到接收模块,而接收模块将接收到的无线信号后进行解码,并把解码后的数据再通过串口发送给上位机,ZigBee通讯程序流程如图8所示。

图8 ZigBee通讯流程图Fig.8 Communication flowchart of ZigBee.(a)Consistency meter;(b)Receiving module
4 系统测试与应用
4.1 碱浓度计性能测试
表1示出所设计碱浓度计的相关性能参数。图9为碱浓度计及相关硬件电路实物图。

表1 碱浓度计性能参数Tab.1 Performance parameters of alkali meter
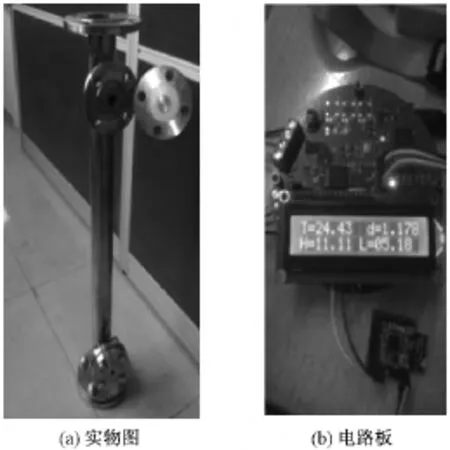
图9 碱浓度计Fig.9 Alkali meter.(a)Physical view;(b)Circuit board
在室温为30℃时采用所设计浓度计对质量浓度分别为50~700 g/L(按50 g/L递增)的碱液进行测试,所得的测试数据如表2所示。
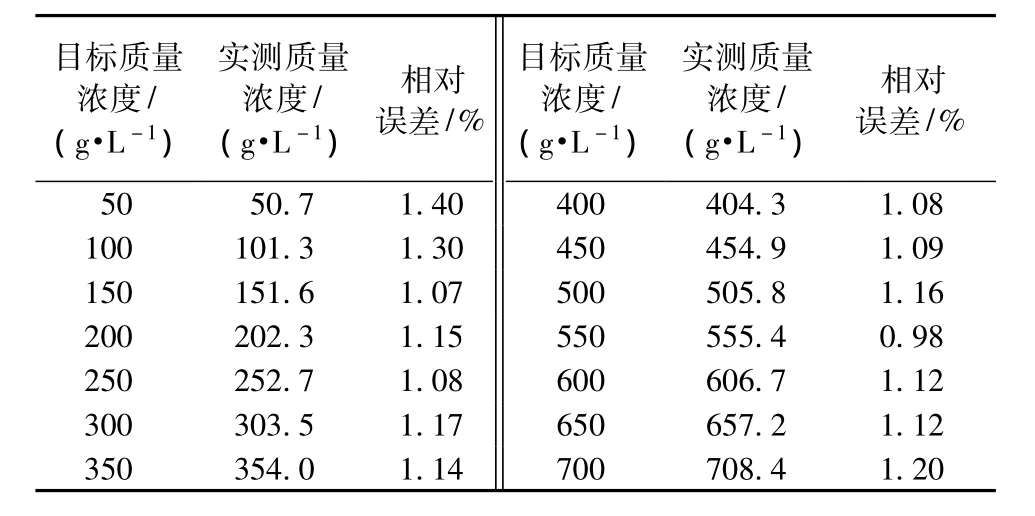
表2 碱浓度计性能测试结果Tab.2 Performance test results for alkali meter
由表可知,浓度计在其量程范围内的测量相对误差在1.4%以内,且在浓度较低时误差较大;在丝光工艺所要求的400 g/L碱浓度范围内,浓度计的绝对误差在5 g/L范围以内,可满足生产需求。
为验证浓度计无线通讯的可靠性,在工厂内对浓度计信号发生与接收端之间的丢包率进行了测试,试验结果如表3所示。由表可知其具有较好的通讯性能。
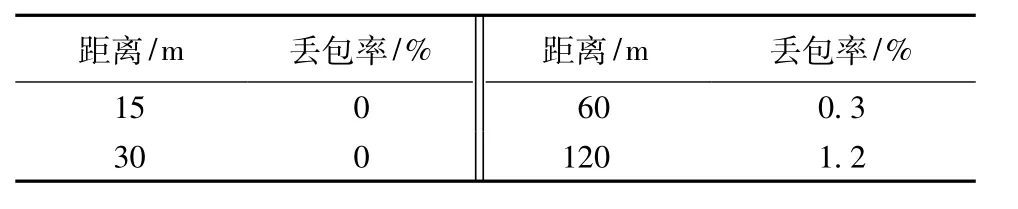
表3 浓度计通讯测试结果Tab.3 Communication test results for alkali meter
4.2 碱液浓度在线控制系统应用试验
基于图5所示碱液浓度在线控制系统,针对某企业内2条湿布丝光生产线设计的碱浓度在线控制系统如图10所示。图中,在每台湿布丝光机上分别配置2套碱浓度在线控制系统,并采用同一套上位机系统进行控制;在6个月的生产过程中,该系统对碱浓度的有效控制精度在±5 g/L范围内,满足企业生产工艺要求,提高了企业生产效率和产品质量的稳定性,浓碱消耗量较人工控制减少15%左右,应用效果明显。

图10 丝光机碱浓度在线控制系统框图Fig.10 Schematic diagram of mercerizing machine alkali consistency online monitoring system
5 结语
本文根据碱液密度-浓度之间的关系特性,设计开发了一种具有ZigBee无线网络通讯功能的智能压差式碱液浓度计,并将其应用于企业内的湿布丝光机碱液浓度在线控制系统中,实现了一定浓度碱液的在线自动配比、混合与输送,降低了企业浓碱的消耗量。所设计的浓度计测量范围为10~770 g/L,量程范围内测量相对误差可控制在1.4%范围内。
[1] 陈立秋.现代丝光设备:一[J].印染,2004(4):39-42.CHEN Liqiu.Modern mercerizing equipment(I)[J].Deying& Printing,2004,(4):39-42.
[2] 路岩,杨公源.基于多传感器的浓碱浓度在线检测与配碱控制系统[J].仪器仪表用户,2013,20(1):34-36.LU Yan,YANG Gongyuan.The mulit-sensor strong alkaliconcentration online detection and automatic control system [J]. Electronic Instrumentation Customer,2013,20(1):34 -36.
[3] 陈立秋.染整工艺碱液的测控[J].染整技术,2005,27(6):39-46.CHEN Liqiu.Measurement and control of alkali in textile dyeing and finishing process[J].Textile Dyeing and Finishing Journal,2005,27(6):39 -46.
[4] 董方武,华铨平,应玉龙.基于ZigBee的棉织物丝光碱浓度监控系统设计[J].化工自动化及仪表,2010,37(4):45-48.DONG Fangwu,HUA Quanping,YING yulong.Design of zigbee-based monitoring system for alkali concentration in mercerized cotton fabric[J].Control and Instruments in Chemical Industry,2010,37(4):45-48.
[5] 刘光启,马连湘,刘杰.化学化工物性手册[M].北京:化学工业出版社,2002:291.LIU Guangqi,MA Lianxiang,LIU Jie.Handbook of Chemistry and Chemical properties[M].Beijing:Chemical Industry Press,2002:291.
[6] XUE Cai,ZHAO Junguo,DU Ruisheng,et al.High sensitive piezoelectric quartz crystalliquid density sensor[J]. ChineseChemicalLetters, 2010(9):1129-1132.
[7] 管文剑,金伟明.新型泥浆池差压式密度计的设计与实现[J].传感技术学报,2006,19(1):199-201.GUAN Wenjian, JIN Weiming. Designing and realization of a new-type differential pressure densimeter for slurry density measurement[J].Chinese Journal of Sensors and Actuators,2006,19(1):199 -201.
[8] 高光天.传感器与信号调理器件应用技术[M].北京:科学出版社,2002:15-35.GAO Guangtian.Applying ofSensorand Signal Addtioner[M].Beijing:Science Press,2002:15 -35.
[9] 向忠,张建新,胡臻龙,等.基于PLC的丝光机碱液自动配送系统:中国,ZL201220188140.2[P].2012-12-05.XIANG Zhong,ZHANG Jianxin,HU Zhenlong,et al.Alkali consistency monitoring system for mercerizing machinebaseonPLC:China,ZL201220188140.2[P].2012-12-05.
[10] PALMER J. Precise pressure sensor temperature compensationalgorithms[D]. New York:State University of New York,2006:67-75.
[11] 卞金洪,王吉林,周锋.高精度压力传感器中温度补偿技术研究[J].哈尔滨理工大学学报,2011,16(6):55-57.BIAN Jinhong,WANG Jilin,ZHOU Feng.Research of temperature compensation on high accuracy pressure sensors[J].Journal of Harbin University of Science And Technology,2011,16(6):55-57.
猜你喜欢
石油和化工设备(2022年2期)2022-03-11
中学生数理化·八年级物理人教版(2021年12期)2021-12-31
中学生数理化·八年级物理人教版(2021年12期)2021-12-31
四川化工(2020年4期)2020-08-28
中学生数理化·八年级物理人教版(2019年12期)2019-05-21
中学生数理化·八年级物理人教版(2019年12期)2019-05-21
纯碱工业(2019年6期)2019-03-17
化工设计通讯(2017年11期)2017-11-29
纺织导报(2017年5期)2017-06-05
现代纺织技术(2016年1期)2016-08-12
