MARKIII FLEX 与NO96围护系统比较及建造工艺研究
2015-01-01 02:21祝圻封翟晓美
船舶与海洋工程 2015年3期
严 磊,祝圻封,翟晓美
(沪东中华造船(集团)有限公司,上海 200129)
0 引 言
沪东中华造船(集团)有限公司从承接第一艘LNG船至今,货舱围护系统一直采用GTT NO96薄膜型的设计。随着LNG船舶的持续建造和发展,薄膜型LNG船日益受到船东的青睐。据GTT官方数据显示[1],截止2013年2月,全球正在运营的LNG船有70%采用薄膜型围护系统,薄膜型LNG船手持订单达到94%,其中1/4的LNG船舶订单的采用MARK III FLEX型围护系统,该类型围护系统的主要特点:1) 液货舱日蒸发率≈0.1(%·d-1);2) 由于采用聚氨酯泡沫绝缘材料,隔热性能优于珍珠岩绝缘材料;3) 相同绝缘厚度的情况下,货舱蒸发率较小;相同蒸发率的情况下,绝缘厚度减少,货舱容积相对增加;4) 主层的薄膜为预成型褶皱状不锈钢薄板,抗晃荡性能相对较好。
为适应市场趋势和船东需求,我公司采用法国 GTT公司最新专利技术建造了 6.5m×3.2m×5.2m的MARKIII FLEX型围护系统模拟舱[2]。该类型模拟舱主要特点为:1)用聚氨酯泡沫板取代NO96的绝缘箱作为主要的保温材料;2)用304L不锈钢拱形板及三层复合材料(RSB & FSB)取代NO96的殷瓦钢作为主次屏壁。由于次屏壁选用了非金属的三层复合材料,因此取消了类似于NO96次层殷瓦的装焊工作,引入了薄膜粘连技术。
MARK III FLEX型围护系统相比于NO96型设计更为简洁、紧凑,同时增加了一些新的元素,如不锈钢波纹板、三层复合材料、聚氨酯泡沫、胶水等。
1 两种围护系统结构及材料对比
MARKIII FLEX型和NO96 型均为法国GTT 公司设计的薄膜型整体式货舱。除了主屏壁外,还设置了完整的次屏壁。NO96 型主屏壁和次屏壁都采用了0.7mm 厚的殷瓦钢,主屏壁与次屏壁之间以及次屏壁与船体结构之间都安装了用胶合板制造的绝缘箱,而绝缘箱的内部都填充了膨胀珍珠岩作为绝缘材料。而MARK III FLEX型围护系统是一种高集成度的绝缘系统[1],主要包含(见图1、2):1)低应力主层金属拱形屏壁,厚度为1.2mm;2)复合材料次屏壁,厚度为0.6mm;3)两层聚氨酯泡沫绝热层,次层厚度为300mm,主层厚度为100mm。
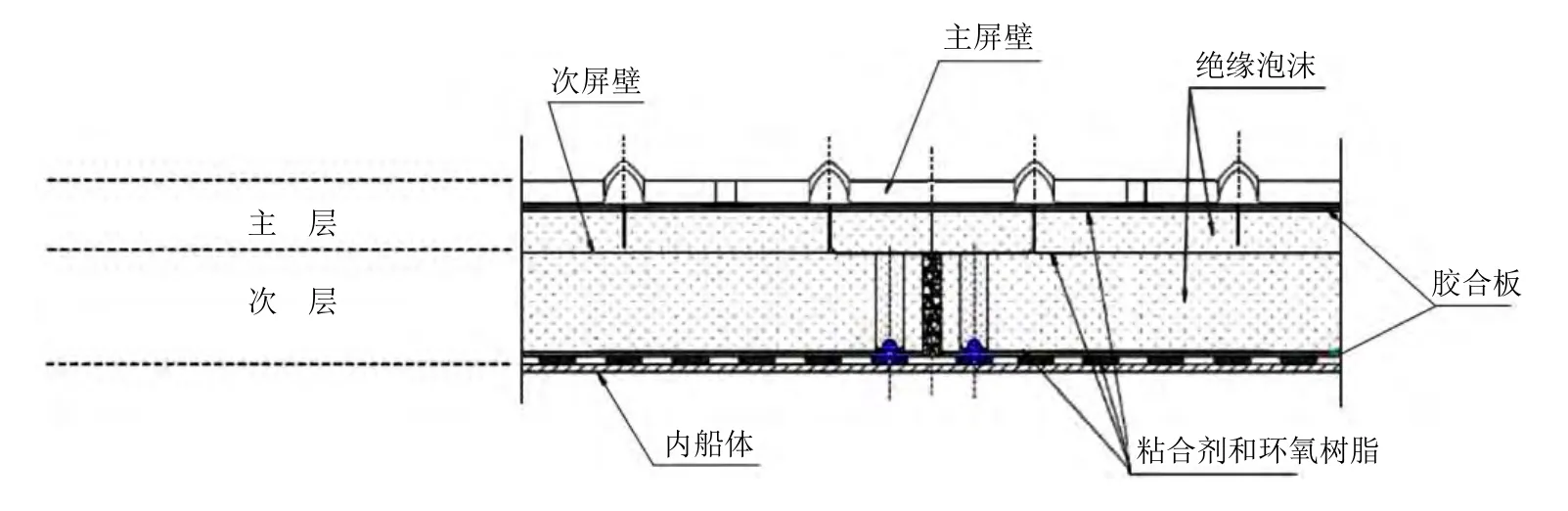
图1 MARKIII FLEX型围护系统典型剖面
图2 MARK III FLEX型围护系统典型剖面
1.1 主屏壁
NO96的主屏壁为平直的殷瓦钢,利用金属材料的低温特性解决应力变化问题。而MARK III FLEX型围护系统主屏壁为1.2mm的不锈钢预制件(见图3),利用纵向和横向的褶皱拱形,吸收和释放由于货舱温度变化引起的应力变化。
MARK III FLEX型围护系统不锈钢主屏壁预制件大致可分为两类:
1)平面薄膜预制件(1020mm×3060mm×1.2mm)(见图4)。

图3 MARK III FLEX型典型主屏壁
2) 角区薄膜预制件(见图5)。

图4 平面薄膜预制件
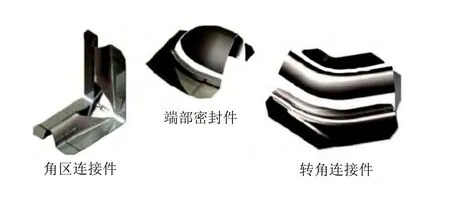
图5 角区薄膜预制件
1.2 次屏壁
NO96型围护系统的次屏壁与主屏壁完全相同,而MARK III FLEX型围护系统次屏壁为三层的复合材料,其结构为三明治结构,即玻璃纤维-铝箔-玻璃纤维,厚度为0.6mm。
MARK III FLEX次屏壁具体可分为两类:1)刚性次屏壁(RSB),直接预制在绝缘泡沫表面;2)柔性次屏壁(FSB),通过胶水粘连连接预制好的RSB,将次层空间封闭。
1.3 主次层绝缘模块
NO96型围护系统的主次层绝缘箱为独立分开的,标准绝缘箱的尺寸均为1200mm×1000mm,主层绝缘箱厚度为230mm,次层绝缘箱厚度为300mm;而MARK III FLEX型围护系统的绝缘模块是由次层绝缘、部分主层绝缘及部分次屏壁(RSB)预制而成的,其标准模块的外形尺寸比NO96标准箱体大了近2倍,预制件集成度很高。
MARK III FLEX型典型的平面绝缘模块的尺寸为(3060mm×1020mm×400mm),由上下两层胶合板、两层聚氨酯泡沫、一层刚性绝缘屏壁以及不锈钢锚固板条构成。绝缘模块通过树脂与船体内底板直接相连。树脂的作用除了为绝缘模块提供一个较为平坦的安装平面,承载绝缘模块的压力以外,还有将绝缘模块与船体板紧密粘连的作用。
1.4 胶水
MARK III FLEX型围护系统一个重要特点是引入胶水的大量使用,而NO96型围护系统仅在绝缘箱体预制及绝缘箱体修补过程中使用胶水,胶水使用的数量及种类均不及前者。尤其在货舱围护系统建造阶段,无论是柔性次屏壁(FSB)的粘连,还是主层连接绝缘模块(TBP)的填充均需要大量使用胶水。
1.5 紧固件
MARK III FLEX型围护系统相比于NO96紧固件的数量和种类大大减少,NO96的紧固件共有14个零件构成一套,而MARK III FLEX型围护系统仅有一种紧固件——M10的小螺柱,作用是固定及定位绝缘模块。
1.6 两种围护系统的主要材料对比
NO96型和 MARK III FLEX型围护系统主要材料对比见表1。
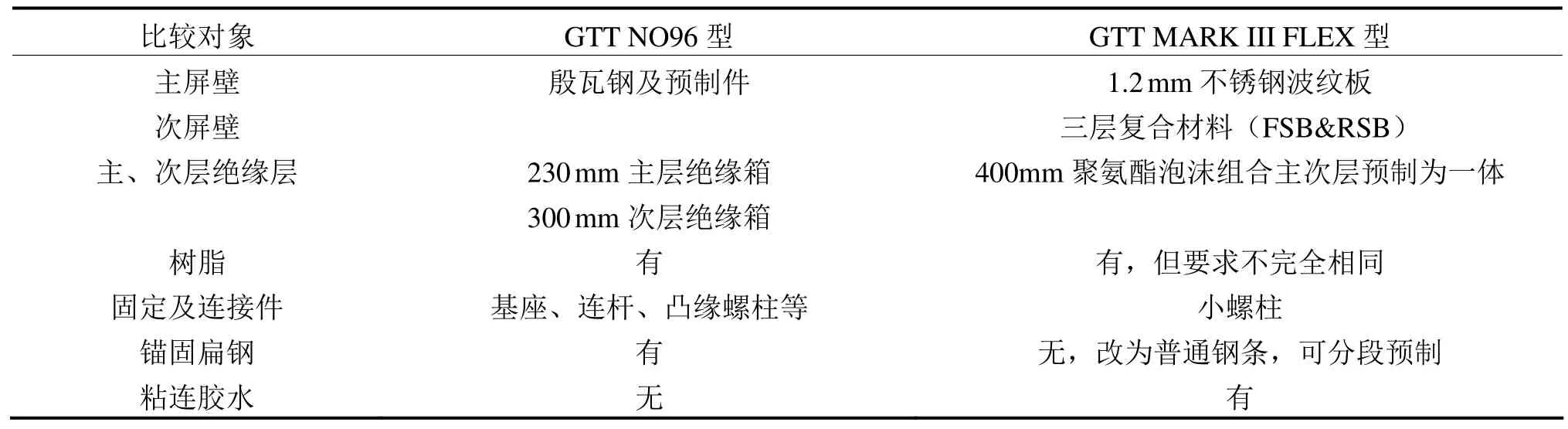
表1 GTT NO96型和GTT MARK III FLEX型围护系统的材料对比
2 MARK III FLEX围护系统建造顺序及工艺比较
2.1 围护系统安装平台的搭设
与NO96 围护系统相比,MARK Ⅲ FLEX围护系统安装平台搭设节点和安装工艺基本相同。MARK III FLEX围护系统构架相对比较稀疏[3],设计安装平台,强度、安全性能和围护系统受力均需满足GTT规范要求。MARK III FLEX围护系统安装平台示意图见图6。
2.2 货舱平整度及环境要求
与NO96围护系统相比,MARK III FLEX围护系统对货舱平整度的要求基本相同,但对于货舱面的油漆和货舱环境提出了更严格的要求。
与NO96不同的是,MARK III FLEX围护系统的绝缘模块需要通过树脂固定在货舱内壁上,对货舱壁的油漆和清洁度要求很高。在正式安装绝缘模块前,首先需要对货舱壁进行彻底的清洁,再对货舱各个面的底漆和面漆进行树脂拉伸试验,垂直面及顶面每200m2做一次试验,下斜面及底面每200m2做5次试验[3]。
树脂拉伸仪示意图见图7。
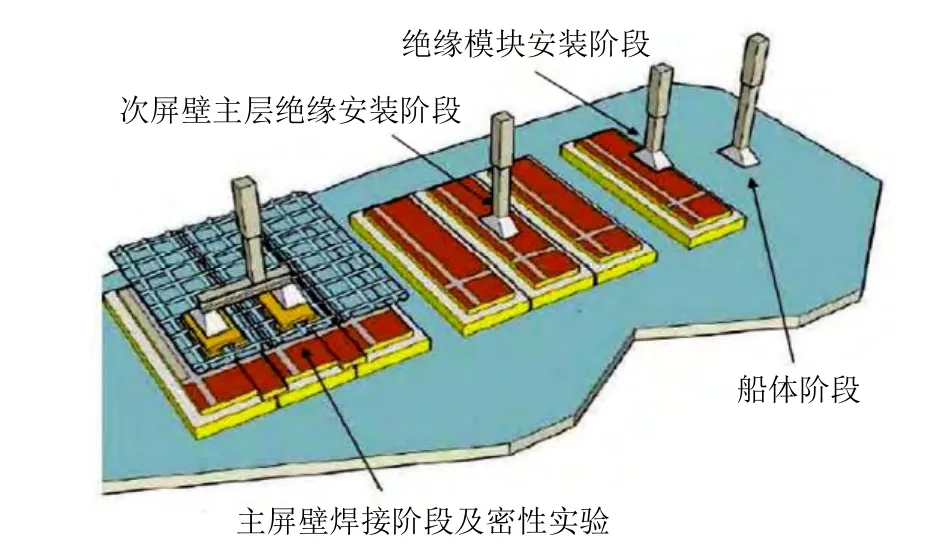
图6 MARK III FLEX型围护系统安装平台示意
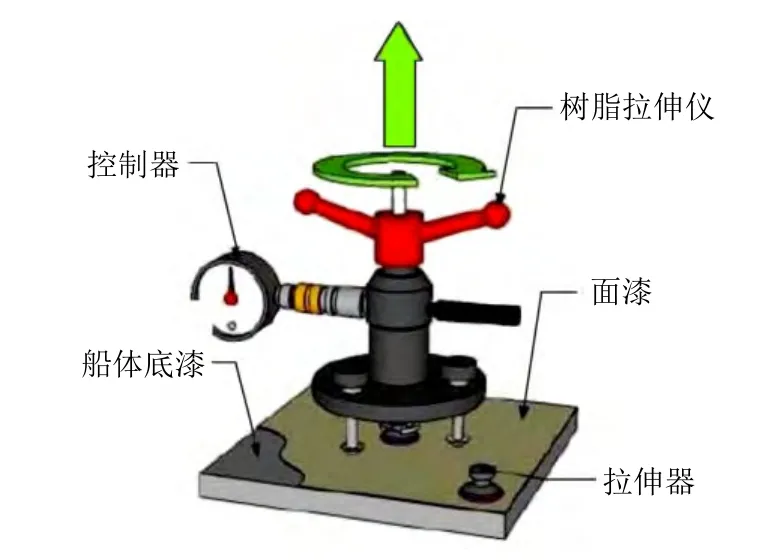
图7 树脂拉伸仪示意
货舱的清洁是MARK III FLEX围护系统一个非常关键的工作,因此从围护系统开工前到货舱平整度阶段,要对货舱清洁提出最严格的要求,货舱中包括安装平台在内的所有区域必须清洁到位。货舱内没有过多的灰尘累积、没有油污、没有铁锈,这些都是建造MARK III FLEX液货舱的基本要求。
2.3 划线及螺柱定位
MARK III FLEX围护系统液货舱划线与NO96围护系统有很多不同之处,NO96围护系统划线每个舱面是独立的系统,互相不受影响,而MARK III FLEX液货舱划线,要考虑主层波纹板在各面交界处拱形的连续性。因此,货舱划线使用高精度激光划线仪,同时对各个面进行测量工作,计算出各个面中心线的偏差值。通过使用GTT专业软件,拟合出最佳的基准环线,为将来的主屏壁顺利安装打下坚实基础。
螺柱定位和NO96的基座位置定位相类似,基座位置为各个面网格线的交叉点,而螺柱的位置需要在网格线的基础上再进行划线定位,增加了一些划线定位工作。MARK III FLEX围护系统取消了NO96横向环锚固扁钢的设计,增加了角区的保距钢条的设计,保距钢条为普通碳钢可在分段时期进行预制。
2.4 基准平面的确定及楔块安装
MARK III FLEX围护系统的基准平面确定及楔块的安装与NO96型原理相同,但是在检验标准及相应的工具工装方面有较大的变化。
2.5 树脂涂布及绝缘模块的安装
MARK III FLEX围护系统树脂涂布需根据船厂设备及技术能力设计树脂涂布的施工原则和图纸,提交GTT公司认可后方可实施。NO96型的树脂间隙一般为160~170mm,而MARK III FLEX的树脂间隙一般为90~140mm,因此树脂使用量增加了20%~30%左右;树脂机设备使用周期也要相应延长。由于MARK III FLEX的绝缘模块较大,需要对现有设备进行改造或添置新的树脂涂布设备。
对于MARK III FLEX围护系统而言,无论是平面绝缘模块还是角区绝缘模块,模块重量都远远超过NO96的箱体质量。例如:一个典型平面绝缘模块(FP1-82)质量达169kg,一个角区绝缘模块(CP1-81)质量达338kg。因此,在安装绝缘模块阶段,需选择合适的吊装设备及安装工装,可大幅提高安装效率。同时,需要特别提醒的是:绝缘模块预制了部分次屏壁(RSB),安装绝缘模块过程中一定要注意保护RSB的表面,如果不加控制,那么将对后续的粘连工作产生巨大的影响。
2.6 次屏壁安装
MARK III FLEX围护系统的次屏壁是由两层玻璃布与一层金属铝箔组合而成的复合材料,其中金属铝箔在中间,上下各覆盖一层玻璃布。与NO96的金属次屏壁焊接工艺相比,MARK III FLEX的次屏壁完全需要通过胶水粘连完成次层空间的闭合工作。粘连工作对货舱的环境要求极为苛刻,温度需控制在 20~30℃,湿度需控制在 70%以内,货舱内需处于正压并且保持无尘状态。粘连操作人员需要持证上岗,并使用专业粘连设备、工具工装进行辅助作业。最后,与 NO96的焊接工作类似,在实船粘连工作前,操作人员需要进行粘连试验工作,待试验结果满足GTT要求后,方可进行实船作业。次屏壁的安装见图8。

图8 MARK III FLEX型次屏壁安装
与NO96型围护系统不同的是,在MARK III FLEX围护系统粘连工作开始之前,所需的塑料薄膜、胶带、棍子、刮刀等各种辅助工具均需船厂进行试验验证,粘连试样需按照GTT文件要求进行测试,所有试验及测试结果均需通过GTT认可。粘连区域的清洁是整个工作的关键之处。根据GTT资料显示[4],粘连区域任何形式的污染都是不能被接受的。因此,必须建立一整套合理的控制程序,并严格按程序进行实船生产。
通过研读GTTMARK III FLEX围护系统建造手册,并与GTT现场代表沟通,次屏壁的粘连工作必须采用自动粘连设备。由于自动粘连设备粘连质量稳定,提高了次屏壁粘连工作的可靠性,该工艺赢得船东方的认可和信任。
2.7 次层密性试验
由于次屏壁材料及安装工艺完全不同,MARK III FLEX围护系统次层密性试验完全不同于 NO96。NO96次层密性试验通过次层空间的压力变化及填充氦气,检查及测试次屏壁的密封性和完整性。而MARK III FLEX围护系统次屏壁预制程度高,需要检测的位置相对较少,密性试验主要由以下3部分组成:
1) 真空箱试验:真空箱试验即检验方对某条次层薄膜粘连质量提出质疑,可通过真空箱试验来测试粘连的密封效果;
2) 声音试验:在安静的环境下(最好在深夜),将次层空间抽到≈-0.05MPa,通过巡检的方式检查货舱是否有泄露点;
3) 次层密性试验:将次层空间抽到≈-0.053MPa,记录次层空间的压力和时间的参数。
2.8 主层绝缘完整性
与NO96主层绝缘箱螺柱固定原理不同,MARK III FLEX围护系统的主层绝缘是通过粘连完成的,粘连的参数、环境、工具工装等均需得到GTT的认可。完整性原理与NO96基本相同,最终货舱形成一个完整的绝缘层平面。由于主层绝缘模块相对较轻,在熟练掌握粘连工艺后,安装效率可大大提高,建造周期相应减少。
2.9 主层不锈钢波纹板的装焊工作
与NO96围护系统主膜装焊工作不同的是,MARK III FLEX型围护系统在正式安装薄膜前,需对不锈钢薄膜进行划线工作,其目的在于确认每个面薄膜的波纹最终可以一一对应起来,因此对划线的偏差提出了很高的要求:二面角划线时,轴线错位的误差<±2mm;在平面区域划线时,轴线中心偏差需<1mm/m。
对于某个面的不锈钢薄膜装焊工作来说,在设计阶段就需确定安装工序,根据确定的安装工序生产薄膜预制件。这是由于每一块的薄膜搭接部分需要预先进行压肩处理,这道工序必须在预制件车间加工。因此,对于现场作业部门来说,薄膜的安装一定要严格按照图纸的安装顺序进行,否则将带来很多不必要的麻烦及问题。
安装中必须严格控制精度,以保证不锈钢波纹褶皱一一对应。不锈钢薄膜在安装和焊接过程中,容易产生变形,需要控制焊接变形;必须引进等离子自动焊设备,提高焊接精度和效率,大大缩短不锈钢薄膜的装焊周期。所有焊缝焊接结束前均需抛光处理,将焊接后产生的有害残留物去除,打磨用的工具工装需得到GTT的认可。
2.10 主层密性试验
两种围护系统主层密性试验有些相似,MARK III FLEX围护系统主要包括两部分:
1)氨气试验:将氨气和氮气的混合气体注入主层空间,将显像剂喷涂在焊缝上,如果有泄漏点,显像剂会变色;
2)主层压力试验:该试验与NO96相仿,将主次层空间抽到≈-0.08MPa测试24h内压力的变化。
2.11 收尾及特殊区域的工作
与NO96型围护系统相似,即完成泵塔吊装、脚手架拆除、液穹区域和舷侧区域封闭工作。
2.12 两种围护系统建造周期对比研究
相比于NO96型围护系统,低蒸发率、高集成性、建造周期短是MARK III FLEX型围护系统优势,而后者的安装平台开发、预制件制造技术及薄膜粘连技术是建造中的难点,需要通过长期深入的研究和试验,方可实现该类型LNG船的建造工作。
GTT NO96型围护系统和GTT MARK III FLEX型围护系统的建造周期对比见表2。
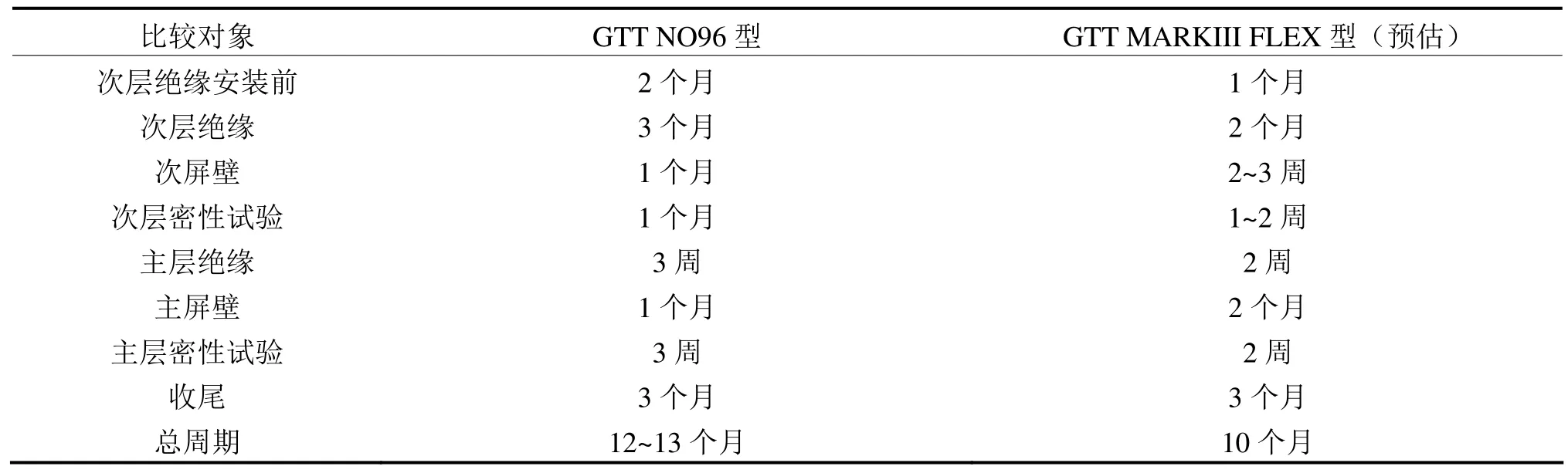
表2 两种围护系统的建造周期对比
3 结 语
以MARK III FLEX型围护系统模拟舱建造为背景,通过与 NO96型围护系统的结构、材料及建造工艺进行对比,认识和了解了该类型围护系统的主要材料及建造工艺。针对该类型围护系统的特点,对建造中的关键技术进行研究和探讨,为后续的研究提供参考。
[1] Alexandre Mademba-Sy. MARK III BUILDING PRINCIPLE[R]. Shanghai Workshop, 2013.
[2] Alexandre Mademba-Sy. Mark III Mockup[R]. St Rémy lès Cheveuse, 2013.
[3] Alexandre Mademba-Sy. Mark III Containment System Erection Sequences[R]. St Rémy lès Cheveuse, 2013.
[4] Alexandre Mademba-Sy. SECONDARY BARRIER BONDING[R]. St Rémy lès Cheveuse, 2013.
猜你喜欢
中国水运(2022年4期)2022-04-27
物联网技术(2021年4期)2021-04-27
水泥工程(2020年4期)2020-12-18
考试与评价·八年级版(2020年5期)2020-10-29
考试与评价·八年级版(2020年5期)2020-10-29
江苏船舶(2019年5期)2020-01-16
船舶标准化工程师(2019年4期)2019-07-24
民用飞机设计与研究(2019年4期)2019-05-21
科技视界(2019年3期)2019-04-20
数字技术与应用(2014年8期)2014-12-13