
联合粉磨系统辊压机经济运维模式探讨
2015-01-01 02:17胡剑锋
设备管理与维修 2015年5期
胡剑锋
(佛山海螺水泥有限责任公司 广东佛山)
一、联合粉磨闭路系统简介
联合粉磨闭路系统第一循环主要由NSE200×23900型入辊压机斗提、RP120×170型辊压机、SL4-73-3No.21F型循环风机、NSE700×34000型循环斗提和V选等装置组成。第二循环主要由Φ4.2×13 m水泥磨、2150DIBB50型主排风机、Y5-48N0.12D型磨尾风机、O-sepa N-4000型高效选粉机、NSE1000×42300型出磨斗提等装置组成。工艺流程如图1所示。
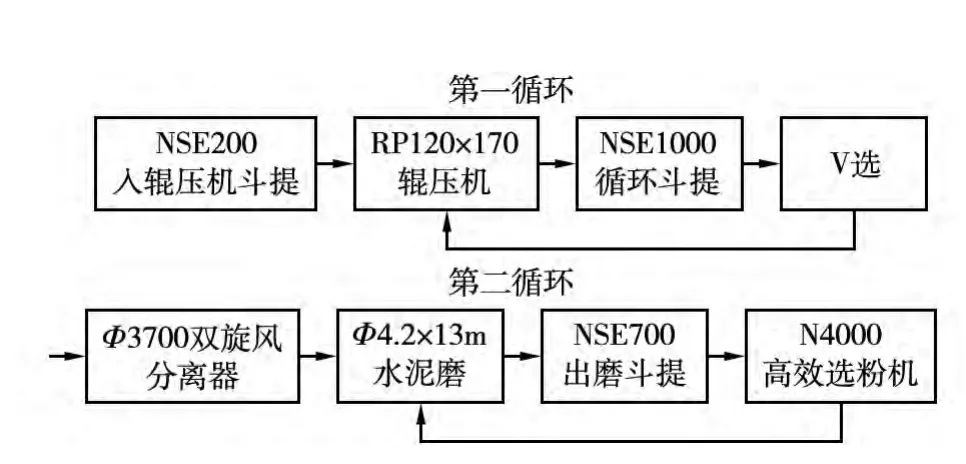
图1 联合粉磨闭路系统工艺流程
二、RP120×170辊压机运维管理
2010年8月、10月,佛山海螺水泥公司A、B线水泥磨相继进入试生产阶段。至2013年底2台辊压机辊面累计运行15 000 h,其间年运转率、产量、焊丝消耗、吨产品辊面消耗情况见表1。

表1 辊面消耗情况
1.第一阶段
2010年8月至2011年7月,为公司辊压机管理的第一阶段。由于对辊压机认识、维护经验不足,辊面检查不规范,无辊面堆焊专用工具及人员组织,此阶段虽然辊压机整体运行正常,但是辊压机运行至2011年7月份,组织辊面磨损状况全面检查,发现辊面磨损较为严重,中间局部磨损厚度达30 mm。后经联系中信重工设备厂家进厂指导辊面堆焊,通过设备厂家专业指导,辊面专业维护力量从无到有,辊面堆焊作业取得突破。通过辊面堆焊,机修工段全年堆焊焊丝2260 kg,全年累计堆焊工时1883 h。
2.第二阶段
2011年7月至2012年底,此阶段为公司辊压机管理的第二阶段。通过对辊压机盖板拆卸、安装技改,实行了由连续堆焊向“日修夜开”的辊面堆焊作业方式转变。
公司组织成立了辊压机专业管理小组,形成了以检查、堆焊、堆焊验收、日常维护的专业化管理维护团队。提高了堆焊质量,规范了堆焊标准,保障了日常维修的高效率,确保了辊面的完好率。同时为固化管理经验及提高现场巡检、机电维修人员对辊压机的认识,提高对辊压机的管理驾驭能力。编制了《辊压机维护手册》。
2012年2台水泥磨综合运转率为38.55%,白天避峰停机时间较长,利用临停检修、避峰检修。辊压机全年辊面堆焊焊丝1780 kg,全年累计堆焊工时1483 h,通过定期专业检查和专业的辊面维护团队对辊面定期维护,至2012年底辊面累计运行9000 h,2台辊压机全年实现了整体高效、平稳运行。
3.第三阶段
2013年为辊面使用延期再创佳绩阶段,此时辊面累计运行15 000 h,是辊压机管理的第三阶段。为提高辊压机的辊面堆焊质量及效率,规范堆焊作业标准,集团公司组织了辊压机堆焊技术交流培训。为整合辊面堆焊小组专业维修力量,区域成立了辊压机堆焊专项小组。为提高机修专业维修力量和专业维修资质,公司生技处成立了辊面堆焊资质认证考试,为辊面堆焊质量提供了保障。
2013年是产销两旺阶段,年度综合运转率达70%以上,设备高效、满负荷运转对辊面使用寿命影响较大。期间,辊压机辊面出现局部剥落、磨损频繁、局部裂纹、纵向开裂等运行隐患。2台辊压机全年堆焊次数达到31次,堆焊焊丝4890 kg,全年堆焊工时3630 h。辊压机有效、有序定期堆焊,确保辊压机整体运行平稳。
三、辊压机辊面维护经济效益
辊压机辊面有序、高效维护,为单台辊压机节省了一次拆装费用和辊套更换费用。公司辊压机连续运行15 000 h,相对于运行6000~8000 h的辊压机设备,至少节省了一次辊压机拆装费用及辊压机辊套更换费用,以现有的外委维修单位报价,一次辊压机拆装费用15万元。中信重工设备制造公司辊套更换费用报价45万元/只,更换两只辊套费用90万元价格计算,以一次拆装费用和辊套更换费用计算,公司两台辊压机节省设备维修费用190万元。
公司依靠自主维修力量,历年辊压机辊面堆焊采取以避峰临停及月度检修系统堆焊模式,三年堆焊焊丝8930 kg,历年堆焊工时6996 h。以辊面运行15 000h计算,节省了两次人工外委辊面堆焊费用,以辊压机堆焊人工费用25~30元/h计算,公司辊面堆焊,节省了人工外委维修费用174 900元。
四、辊面不同磨损阶段生产模式探讨
辊压机作为新型水泥节能粉磨设备,在使用过程中经常出现的问题是辊子表面耐磨层磨损,公司经过3年辊压机运行,总结出辊面不同磨损阶段的生产模式,对综合电耗、工序电耗、成本的影响。
1.大辊缝、高压力、高台产运行模式
当辊压机辊面磨损量较少,辊面完好率较好时,辊压机加大原始辊缝、形成高挤压力、物料挤压效果达到最好,动辊、定辊电机总体做功在80%以上,该阶段设备运行较为平稳,综合工序电耗控制在31 kW·h/t,生产PC型号水泥,台时产量260 t/h。生产PO型号水泥,台时产量在220 t/h。此阶段,辊压机运行总体较为平稳,整体经济效益达到最好。
2.维持恒辊缝、低压力、低电耗运行模式
当辊压机辊面总体磨损较为严重,挤压效率低时,辊压机总体做功水平只有30%~40%,左右压力波动频繁,整体运行状况较差。为满足生产要求,对辊缝、压力进行调整,使之符合现有生产特点运行。水泥综合台产方面降低较为明显,生产PO型号水泥,台产从220 t/h降低到190~180 t/h。生产PC型号水泥降幅不大,维持在255 t/h。辊压机综合工序电耗下降较为明显,但水泥磨系统综合工序电耗有所上升。
3.不同运行模式经济效益对比
第1种运行模式,辊压机工序电耗比第2种运行模式有所增加,但综合工序电耗前者低于后者。以综合电耗节省1 kW·h/t计,单月节约动力成本15.36万元。同样的生产产量,第2种运行模式比第1种运行模式多5.8%运转率,意味着压缩了第2种运行模式的系统检修、维护时间来弥补产能发挥缺陷,造成设备无效满负荷运转时间延长。通过两种运行模式对比,建议以第1种生产模式为主,第2种模式为辅。
五、辊压机运维管理建议
(1)后期新建带辊压机的子公司,必需提前筹划和谋划辊面堆焊队伍人才梯队配置。提前人为干预,发现辊面棱条磨损立即安排修复,辊面维护产出的经济价值较为明显且管理附加值显著。
(2)新辊子一旦出现磨损后立即进行维护、定期进行辊面堆焊,辊压机设备使用8000~12 000 h后,辊压机整体辊面状况都较好,运行经济效益、维护效益较为合理。
(3)设备维护厂家,需对修复前和修复后的旧辊建立“一辊一档”信息化管理,确保更换后使用单位能够了解更换前辊子损坏程度及修复后辊子完好状况。
猜你喜欢
建材发展导向(2023年4期)2023-03-14
建材发展导向(2022年24期)2022-12-22
选煤技术(2022年1期)2022-04-19
能源研究与信息(2021年3期)2021-11-20
现代矿业(2021年7期)2021-08-23
中国金属通报(2019年5期)2019-01-03
建筑热能通风空调(2018年5期)2018-07-09
Asian Journal of Urology(2018年2期)2018-04-19
现代矿业(2018年3期)2018-04-12
国际木业(2016年2期)2016-12-01
