
发那科SERVO GUIDE在数控车床上的应用
2015-01-06 07:48黄一师
设备管理与维修 2015年12期
黄一师
(沈阳机床股份有限公司沈一车床厂,沈阳 110142)
1 概述
FANUC 0i-Mate TD系统从里至外分为电流控制(电流环)、速度控制(速度环)和位置控制(位置环)(图1),伺服调试的首要任务就是3个环在高响应、高刚性下“和谐”工作,既合理提高伺服增益,且必须保证伺服系统不出现振荡。另外,伺服的加减速也需要根据实际机械进行调整,保证最合理的加减速,实现伺服的高速和高精度,由此引出伺服优化的两个主要方面。
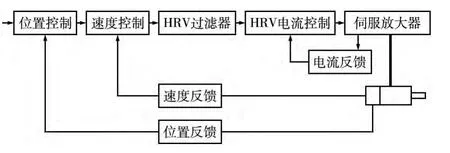
图1 FANUC系统伺服控制原理
1.1 3环调整。确保在高响应、高刚性下稳定工作。
1.2 加减速调整。包括切削(插补前、插补后切削时间常数)和快速时间常数。
下面以圆的调整为例,说明FANUC伺服调试软件SERVO GUIDE的应用,圆的调整主要包含圆度、大小以及象限调整。
2 圆度的调整
圆度的问题即程序在执行G02或G03命令时,加工出的圆轮廓呈椭圆或葫芦形状,主要原因是插补的两轴动态不匹配,其中参数原因主要如下。
2.1 参与插补的两轴加减速时间常数的类型、大小是否一致(包括一般模式和高速高精度模式下插补前/插补后)。涉及参数:1610#1=1时,直线型加减速常数有效;1620表示各轴快速进给的加减速时间常数。
2.2 前馈功能使用与否、前馈系数是否设定一致。涉及参数:2005#1=1时,前馈功能有效;2092表示先行前馈系数;2069表示速度前馈系数。
2.3 位置环增益设定是否一致。涉及参数:2212#6=1时,切削/快速进给位置环增益开关功能有效;1825表示位置环增益。
若两轴的前馈功能未使用、或前馈系数和位置环增益设定不一致,则加工出的圆弧仍然有致命缺陷。因此调试前,务必对照X、Z轴的设定值,确保X、Z轴设定一致,然后重新测试圆弧,确认问题是否解决。下面以测试圆弧半径50 mm为例,说明不同的参数设置对所形成圆弧的影响,图2是X、Z轴不同加速度时生成的圆弧。
3 圆的大小调整
相对圆度问题,一般情况下,圆大小问题对加工精度影响较小,对于圆大小引起的原因主要是伺服滞后带来的加工形状误
差。在系统侧可以使用前馈功能和X、Z两轴插补后,适当设定较小的加减速时间常数等方法,改善伺服滞后所引起的加工形状误差。
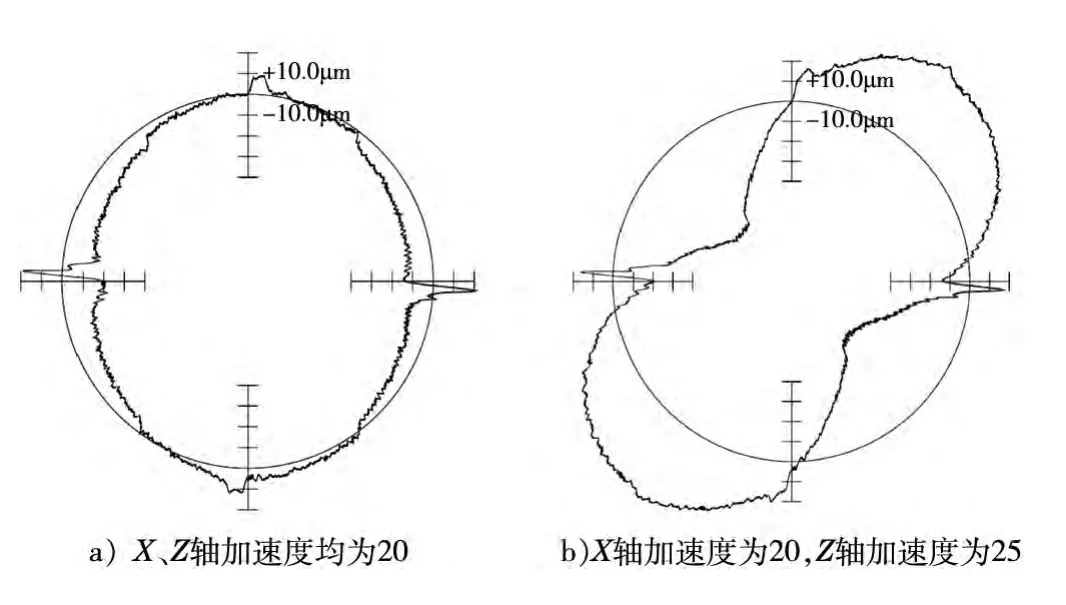
图2 生成圆弧
3.1 前馈功能是否使用。涉及参数:2005#1=1时,前馈功能有效。
3.2 前馈系数设定。涉及参数:2092表示位置前馈系数;2069表示速度前馈系数;2095表示前馈定时调整参数。
3.3 前馈功能在进行伺服初始化设定时,都将会冲掉,故需要注意重新进行设定。
前馈优化前后生成的圆弧见图3,可见,优化后的圆大小明显优于优化前的。

图3 生成圆弧
4 圆象限的调整
圆象限的调整是伺服调试中较为困难之处,在实际加工中,对于加工过象限地方出现的象限条纹原因很多,主要是机床在运动过程中产生的反向间隙引起。反向间隙加速功能的原理:在机床进给轴的传动过程中,由于反向间隙、摩擦等因素,电机在反向运转时产生滞后的反转滞后,造成加工延时。此时,在加工圆弧象限过渡处将会留下象限凸起的条纹,将人为设定的反向间隙加速补偿量补偿至速度环积分环节的VCMD,以改善电机由于传动环节的影响造成的滞后。降低在反转时的位置误差,反向间隙加速功能调整(圆象限的调整)主要分为4个步骤。
4.1 将机床进给轴的位置环和速度环增益调整至合理值。如果在进给轴的增益没有进行合理调整之前,进行进给轴反向运转延时滞后调整。此时,反向间隙减速功能并不能很容易补偿反转滞后。提高伺服轴的位置环和速度环增益,本身就是提高伺服的响应和刚性,进而补偿反转滞后的延时影响。为此,在进行反向间隙加速补偿功能之前,务必将伺服电机的位置环和速度环调整至较高稳定值,在此基础上再进行其他功能补偿,则会很容易进行补偿。
4.2 背隙加速补偿的参数。涉及参数:1851为反向间隙补偿值,圆弧调试设定为1,调试完成后,再恢复为实际值;2003#5=1,反向间隙加速功能,设定为1时,开通该功能;2006#0=0,反向间隙补偿功能是否有效,通常设定为0;2009#7=1,反向加速停止功能,通常设定为1;2009#6=1,反向间隙加工功能仅切削有效(前馈);2223#7=1,反向间隙加工功能仅切削有效(G01);2048=600,反向间隙加速量,根据实际情况设置;2071=20,反向间隙加速有效时间,根据实际情况设置。
调试时根据实际凸起量,进行加速量(NO2048)和加速时间(NO2071)的配合调整,直至凸起消除。
4.3 进行不同方向的补偿。理论上,电机在从正到负和从负到正,其反向延时滞后的量应一致。但由于机械安装以及导轨摩擦等外界因素影响,在实际测试圆弧时,可能会出现不一致的情况。如果X或Z轴在两个方向反转延时滞后,在相同补偿值下,其效果不一样,此时需要根据不同方向分别进行补偿。涉及到的参数为反向间隙加速。
4.4 重力轴的特殊注意。通常的机械设计,重力轴都为配重铁块或氮气平衡气缸平衡主轴。但是若配重铁块和主轴侧重量差异过大,则需要进行重力轴的扭距补偿,确保Z轴上下反转时凸起量一致。在保证了上下两个方向凸起量一致基础上,再使用一段反向间隙加速功能进行细致调整。涉及参数号为2087(补偿扭矩),其设定值可设定正值(配重过轻)和负值(配重过重)。背隙加速优化前后生成的圆弧见图4。
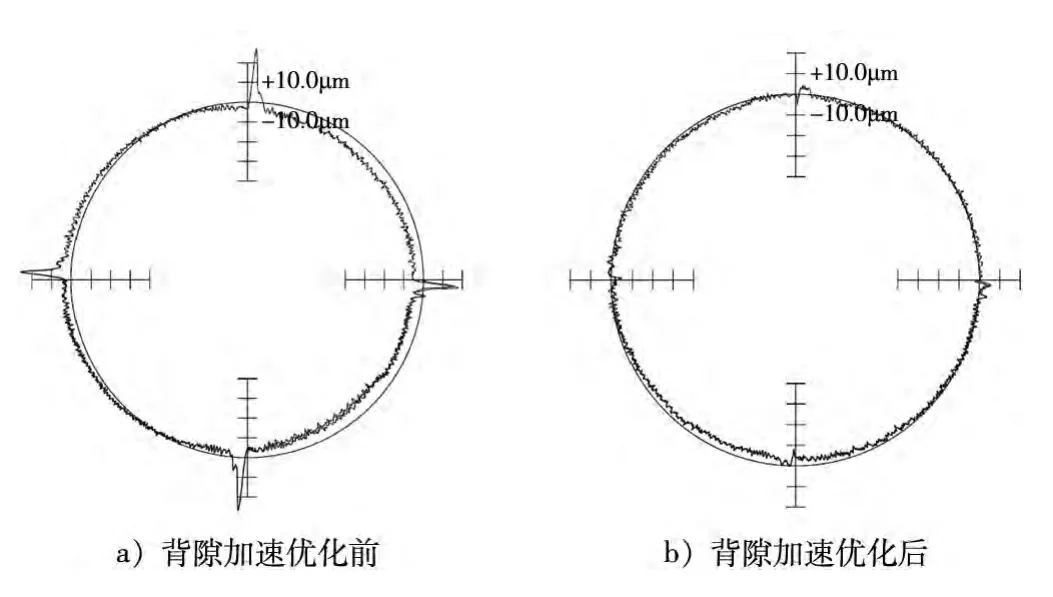
图4 生成圆弧
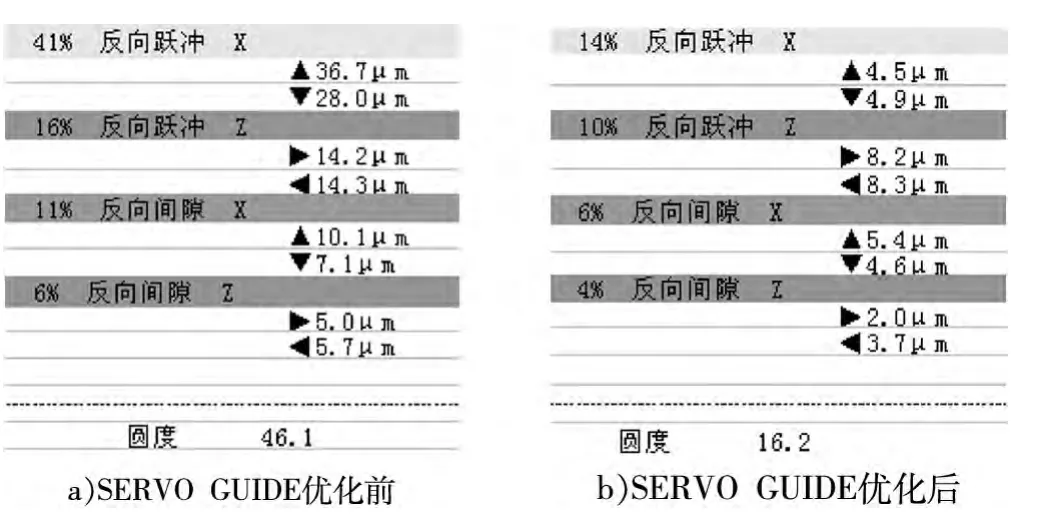
图5 圆弧圆度及各轴反向间隙
为验证机床伺服优化后的效果,使用球杆仪检验伺服优化后的机床效果,球杆仪测试的圆弧半径均为50 mm,SERVO GUIDE优化前后,使用球杆仪测出的圆弧圆度及各轴反向间隙见图5。
经过对60台使用FANUC 0i-Mate TD系统的ETC3650dh机床进行伺服优化后,现场找到机床共同点,即机床在加工圆弧时,两轴的静、动态不匹配,加工出的圆弧精度低。使用SERVO GUIDE软件优化机床后,从图5中得出结果,优化后机床两轴的间隙,反向跃冲,圆度精度等均得到很大提高,特别是机床的圆度提高了30 μm,较好避免了机床过切或少切,明显提高了机床加工精度。将优化后的参数作为标准,拷贝到同类型机床上,机床生产进度加快,取得良好经济效益。
猜你喜欢
现代食品科技(2022年8期)2022-09-02
中学生数理化·高一版(2022年3期)2022-04-05
建材发展导向(2022年4期)2022-03-16
装备制造技术(2021年4期)2021-08-05
初中生学习指导·提升版(2020年10期)2020-09-10
科学技术创新(2020年6期)2020-04-18
制造技术与机床(2019年11期)2019-12-04
中学生数理化·七年级数学人教版(2017年4期)2017-07-08
制造技术与机床(2017年3期)2017-06-23
电子测试(2015年18期)2016-01-14
