简述UG在平面零件加工中的运用
2015-01-07 14:49蒙重宝
卷宗 2015年12期
蒙重宝


摘 要:通过UG的平面铣功能选取单个轮廓加工,利用机床加工单个轮廓的时间,绘出其他轮廓并生成刀路,这样提高速度,提高程序的生成速度,节约时间。体现出UG的优点和劣势。
关键词:UG软件;自动编程;平面加工
UG是美国UGS的主导产品,它包括计算辅助加工,计算机辅助设计,计算机辅助工程。首先从最简单的草绘开始即平面图形,熟练后可以学习造型设计,再到曲面部分和不规则的曲面部分。UG的加工部分分为平面加工和三维加工部分。可以看出UG功能的强大。尤其是合理的运用UG的平面加工更能使编程简洁(少或不需要加工辅助图形对象)、生成刀具轨迹快(刀路)的特点。对于大型零件的加工,因其能节省大量编程时间而得到编程人员青睐。
1 图纸分析
图(1)图(2)是零件正反面尺寸图。毛坯是120×100×30的45#钢材料刚性较好,切削力大要合理的设置切削三要素防止断刀。零件的外形是120×100×28,要通过面铣保证厚度,而且两面更是有形位公差,要确保面铣的质量。零件上还有六个通孔,其中两个孔在凸台上,加工时要注意顺序,防止把钻头打断。加工之前先打六个通孔,然后再开出凸台。
2 工艺分析
该零件毛坯是120×100×30的长方形,可用精密虎钳装夹,有凸台的为正面,另一面为反面。为了方便装夹首先加工反面。反面多以凹槽为主。A面的两个同心圆精度较高我们加工时要留有余量,再用镗刀保证精度。十字键槽也有较高精度,需精加工保证。四个沉孔和两个矩形没有明显的尺寸精度,可一次性加工完成。B面是凸台。废料较多,我们可以用大刀具粗加工铣出圆形和六边形。注意铣六边形前,应该先将X轴上的两个孔做好。然后在做六边形。
3 利用UG加工
一、绘制平面图形打开UG5.0点击“新建” 出现一系列UG功能类型点击“确定”,打开左上角“草图” 们通过UG草绘的“约束”功能是其定在中心。我们先画两个圆如图3先加工中间φ20mm的孔和十字形。
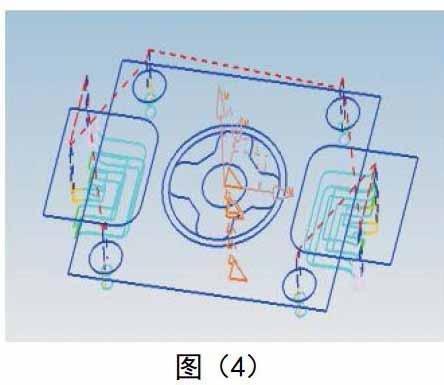
二、【开始】,选择【加工】,进入加工模组。系统会跳出一个窗口,让你选择加工环境。这里我们选择的是UG通用2.5轴铣削(平面铣)。点击初始化进入加工。如图(4)
进入加工后,我们首先要做的是创建新刀具,选择刀具类型和输入刀具的名称,点击【确定】后,系统会跳出窗口,让我们输入刀具直径大小,输入好后,点击【确定】。
将左标题栏固定住,选择操作导航器,右击鼠标,将视图改成几何视图。
双击MCS.MILL.系统会跳出个窗口,让我们设置加工的安全平面,我们安全选项里面选择【平面】,点击选择安全平面,将偏置量改为10,表示在最高表面上方偏置10的表面为安全平面。(此时设置安全平面很重要,它能避免撞刀。)
此时要确定铣削类型点击上面的“创建操作”出现的是选取的界面,第一个是面铣,我们要选的是 PLANAR MILL为轮廓加工。要注意的是几何体要选WOKPIECE,不然加工无法进行。
最后就是制订切削各个要素了,首先确定切削的范围点击“指定部件边界”所铣削的轮廓是封闭的。凹槽中间废料是铣光的。所以材侧为外部,意思是保留我们所选轮廓的外侧材料。
下面就是在刀轨设置,设置其他参数。先把百分比设置成75%,以最大的间隙去除多余材料无明显节刀痕。
将切削层的参数改成最大4,最大下刀4cm,保护刀具。
再将“非切削移动”参數中的进刀类型改为“插削”高度为5cm(如图11),因为前面下刀是4cm,为了防止抬刀撞刀所以要大于4cm。铣内轮廓时要注意这点。
最后就是切削三要素的选择了。我们用的高速钢,它的Vc是20-30mm/min.根据公式大概算出主轴转速在600~700 r/min间。刀具是12mm的。转速设置为700r/min.切削F为100mm/min.进刀50mm/min,可以慢些。最后点击 按钮,
此时再把程序传入机床让机床先加工,利用机床加工中间圆的时间把其余图素画完
再继续生成其他的刀路,将之前的刀路复制粘贴。这样省去修改参数的时间,但要将加工的轮廓和指定的深度重新选择。生成刀路如图(4)
再通过该参数中的余量实现精加工保证尺寸。最后用三维加工将拔模角加工完,一面以加工好。
加工另一面时方法和之前的一样。首先用UG画出78mm的圆加工φ78mm的外圆凸台刀具为16mm的。这样大切削去除废料。利用这时间画出其他轮廓。并手动编程打孔。继续用φ12mm的刀加工六边形。再选取其他加工的轮廓并修改深度生成刀路调入机床用φ10mm刀加工,最后通过修改UG里的余量参数完成精加工。
4 UG加工的总结
平面铣优点:
(1)平面铣的刀轴垂直于XY平面,系统在于XY平面平行的切削层上创建刀具的切削轨迹,逐层完成对工件的加工。
(2)采用边界定义刀具切削运动的区域,调整方便,并能很好地控制刀具在边界上的位置。
(3)平面铣的刀轨生成速度快,其既可用于粗加工,也可以用于精加工。在我们考试时要一定的时间完成工件。可以尝试先用平面铣铣简单的轮廓让机床运作,利用这段时间再继续画图生成其他程序。
(4)平面铣用于精加工时可以逐个精加工,保证工件精度。
平面铣的缺点:
(1)平面铣只能加工侧面与底面垂直的工件。
(2)平面铣无法加工复杂零件,尤其是曲面加工。
(3)平面铣加工时有不必要的抬刀这样增加了切削的时间。
5 结束语
利用UG的平面铣提高了加工效率,节省了时间,在考技师时更能有充足的时间完成其他工艺,提高加工质量。在社会上更是提倡高质量高效率,我们应该学习好UG软件,满足社会的需求。
参考文献
1.田伟、陈海兵、顾雁兵主编.《UG NX5.0数控加工基础教程》,北京大学出版社.
2.姜永武主编.《UG典型案例造型设计》,电子工业出版社.