
川南某硫铁矿重选尾矿浮选脱碳浮硫试验*
2015-01-16 09:18熊文良张新华
现代矿业 2015年9期
邓 杰 熊文良 张新华
(1.中国地质科学院矿产综合利用研究所;2.中国地质调查局金属矿产资源综合利用技术研究中心)
川南某硫铁矿重选尾矿浮选脱碳浮硫试验*
邓 杰1,2熊文良1,2张新华1,2
(1.中国地质科学院矿产综合利用研究所;2.中国地质调查局金属矿产资源综合利用技术研究中心)
为综合利用川南某煤系硫铁矿重选尾矿,除去矿石中的碳和硫,对重选尾矿进行了浮选试验,探索了磨矿细度、起泡剂、捕收剂、矿浆调整剂、活化剂等条件参数对脱碳—浮硫浮选效果的影响。试验结果表明:通过脱碳—浮硫浮选流程可得到含硫0.82%、含碳1.02%的高岭石;碳精矿产品中碳含量为54.34%、硫含量高达6.28%,难以作为碳精矿销售,但可在高岭石煅烧阶段加以利用;硫精矿产品中含硫51.33%、硫回收率为75.34%,且降低了尾矿中的硫铁矿含量,为减少尾矿中重金属总量和后续高岭石资源综合利用提供了有利保障。
高岭石 硫铁矿 重选尾矿 脱硫 脱碳 浮选
我国硫铁矿资源丰富,储量达40亿t,但贫矿多、富矿少。目前,只有少量煤系硫铁矿得到较好的开发利用。四川省硫铁矿储量居全国第一,同时也是全国五大硫铁矿生产基地之一[1-3]。川南硫铁矿储量占全省的97%,储量大,埋藏浅,易开发。在开发和利用硫铁矿的过程中,排放和堆存了数亿吨尾矿,不仅造成了严重的资源浪费,而且对地区的生态和环境造成了严重的污染[4-5]。
近年来,硫铁矿尾矿的综合利用受到重视,杨强[6]等采用摇床重选获得了硫品位为46.41%的硫精矿,但硫回收率较低;而以BS为捕收剂、2#油为起泡剂进行浮选,则可获得硫品位为45.45%,硫回收率达83.17%的硫精矿。徐明[7]等通过全浮选流程选别,获得了含硫大于49%的高硫精矿。硫精矿沸腾焙烧制酸后,得到含硫小于0.2%、含铁大于64%的硫酸渣,可以用作炼铁原料。硫铁矿重选尾矿以高岭石为主要矿物,但高岭石内所含有机碳使矿物呈灰色至黑色,这是制约其应用的主要因素之一,而硫含量则是另一个制约因素。其中,硫主要以硫铁矿形式存在,碳主要以碳质矿物形式存在。如何脱除尾矿中的碳和硫,成为硫铁矿尾矿资源综合利用的关键。因此,对川南某煤系硫铁矿重选尾矿进行脱碳—浮硫浮选流程试验,探索磨矿细度、起泡剂、捕收剂、矿浆调整剂、活化剂等对脱碳—浮硫浮选效果的影响,最终达到了综合利用硫铁矿尾矿的目的。
1 试验原料和试验设备
1.1 硫铁矿重选尾矿性质
试验矿样为川南某煤系硫铁矿经跳汰重选后的尾矿,自然晾干混匀后进行化学多元素和粒度筛析分析,其结果见表1、表2,重选尾矿XRD图谱见图1。
表1 重选尾矿化学多元素分析结果 %
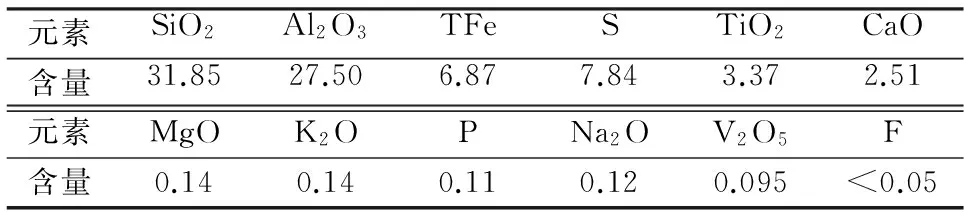
元素SiO2Al2O3TFeSTiO2CaO含量31.8527.506.877.843.372.51元素MgOK2OPNa2OV2O5F含量0.140.140.110.120.095<0.05
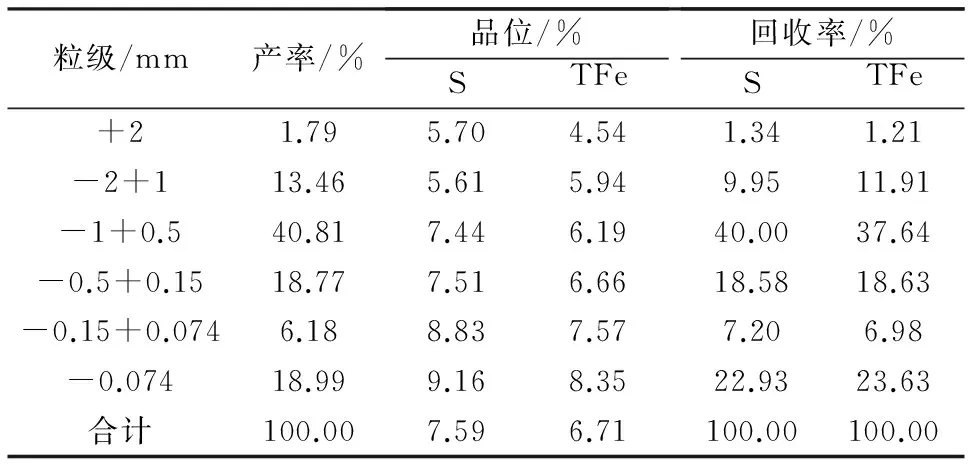
表2 重选尾矿粒度组成及元素分布
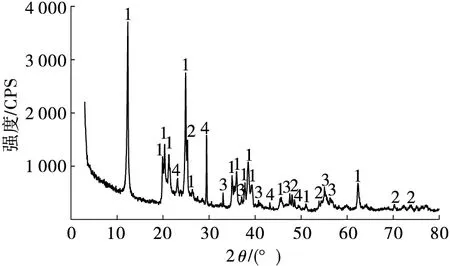
图1 重选尾矿XRD图谱
由图1可见,其主要矿物组成为高岭石,含少量黄铁矿、锐钛矿及方解石。结合表1可知,该尾矿中高岭石含量高达75%,黄铁矿含量为15%左右;其中碳质矿物、黄铁矿、锐钛矿等脉石矿物的存在,影响其物理性质及白度;根据不同选矿方式和前人研究成果[8-9],试验采用脱碳—浮硫浮选工艺流程考察硫铁矿重选尾矿的分选效果。
1.2 试验药剂及设备
试验药剂有石灰、水玻璃、煤油、2#油、丁基黄药,均为工业级。试验设备有XPS-φ250×150对辊破碎机、XMB-φ200×240球磨机、XRF-III浮选机等。
2 试验结果与讨论
通过原矿性质分析,矿石中主要有害元素为碳和硫,主要以碳质矿物和黄铁矿的形式存在于矿物中。试验以脱碳—浮硫浮选工艺流程为基础,开展浮选条件试验研究。
2.1 脱碳浮选试验
查阅相关资料及前期探索性试验[10-11],试验选择以水玻璃为调整剂、煤油为捕收剂和2#油为起泡剂,考察不同磨矿细度、水玻璃用量、起泡剂类型、浮选药剂配比及用量对脱碳浮选效果的影响。试验流程见图2,试验结果见表3。试验结果表明:当磨矿细度为-0.074 mm 82%,水玻璃用量为500 g/t,煤油与2#油混合物为脱碳捕收剂和起泡剂,当煤油与2#油质量比为1∶9、用量为220 g/t时浮选脱碳效果最佳。碳精矿1和碳精矿2中碳的回收率合计达79.78%,精选后得到的碳精矿1中硫含量高达6.72%。

图2 脱碳浮选试验流程
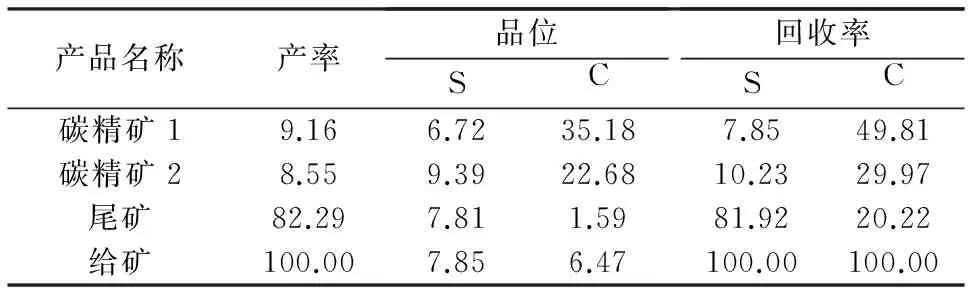
表3 脱碳浮选试验结果 %
2.2 浮硫浮选试验
2.2.1 捕收剂用量试验
工业上常采用乙基黄药、丁基黄药、异戊基黄药等捕收剂浮选硫铁矿,经前期探索性试验[8,12],选择乙基黄药作为浮硫捕收剂,并进行了捕收剂用量试验。在脱碳浮选阶段,水玻璃用量为500 g/t,在浮硫浮选阶段暂不添加水玻璃。试验流程见图3,试验结果见图4。
由图4可见,随捕收剂用量的增加,硫精矿品位降低,回收率增大;当捕收剂用量为300 g/t时,硫精矿中硫回收率无明显上升,但精矿中硫品位迅速下降;因此,选择乙基黄药用量300 g/t为宜。
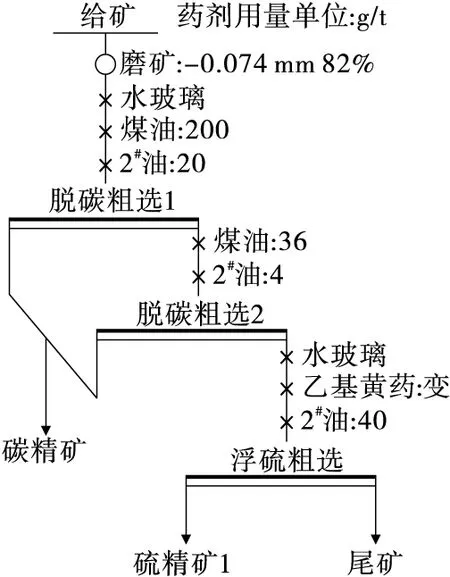
图3 浮硫浮选试验流程

图4 捕收剂用量试验结果
2.2.2 水玻璃用量试验
水玻璃在试验中主要起分散矿浆,防止泡沫夹杂的作用。在脱碳—浮硫流程中有2个浮选阶段需要添加水玻璃,为确定水玻璃最佳用量,分别考察这2个浮选阶段水玻璃的添加量。固定浮硫捕收剂用量为300 g/t,浮选试验流程见图3,脱碳浮选水玻璃用量和浮硫浮选水玻璃用量试验结果见图5、图6。
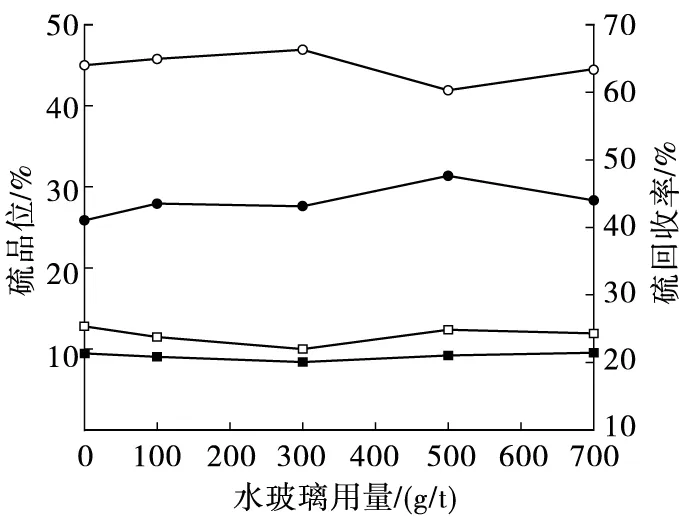
图5 脱碳水玻璃用量试验结果
由图5、图6可见,在脱碳浮选流程中,当水玻璃用量为300 g/t时,碳精矿中硫损失最低,硫精矿中硫回收率最高,因此在脱碳浮选阶段,水玻璃用量确定为300 g/t。在浮硫阶段若不加水玻璃明显导致硫精矿中硫回收率降低,加入少量水玻璃后即可达到分散矿浆,提高硫回收率和硫品位的目的,为保证矿石分选效果,浮硫浮选阶段水玻璃用量选 300 g/t。

图6 浮硫水玻璃用量试验结果
2.3 脱碳—浮硫开路试验
经浮选条件试验确定了脱碳—浮硫工艺流程最佳药剂制度后,进行了开路试验,试验流程及药剂用量见图7,试验结果见表4。
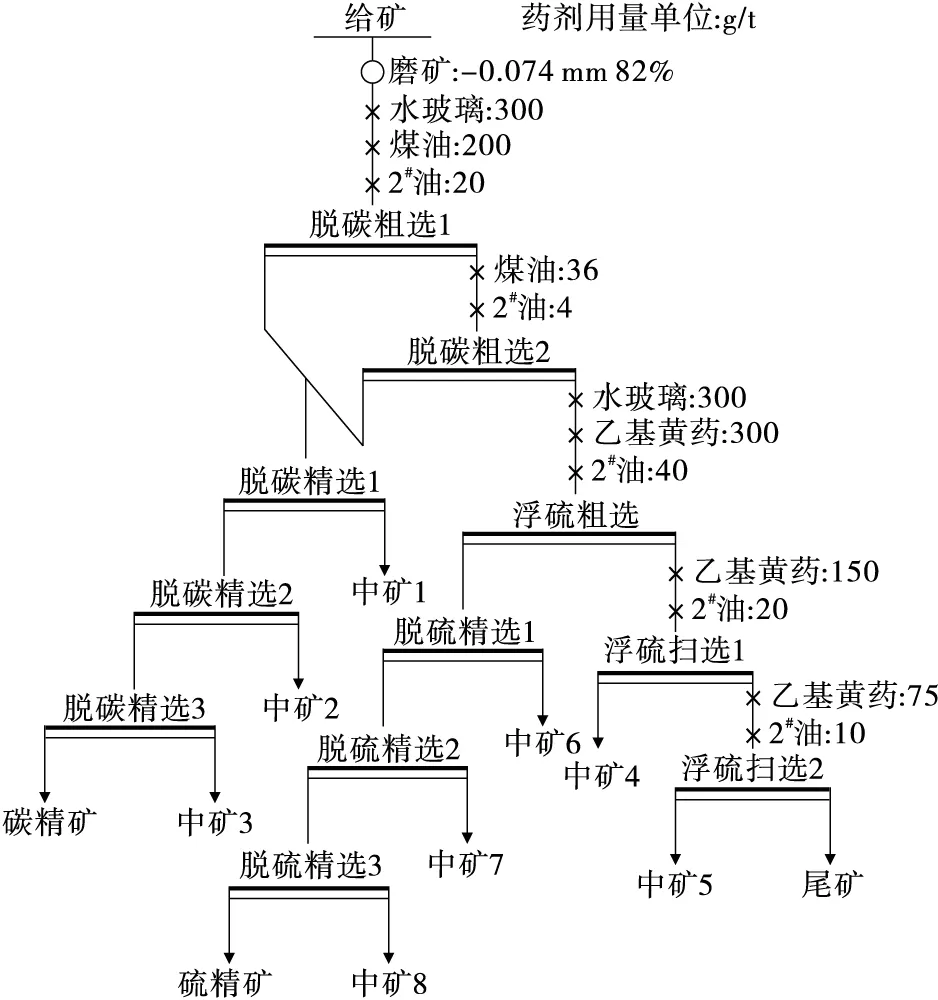
图7 脱碳—浮硫开路试验流程

表4 脱碳—浮硫开路试验结果 %
由表4可知,经3段精选后得到的碳精矿含硫仍高达6.28%,说明其难以作为合格碳精矿销售,但可在后续高岭石煅烧阶段加以利用[13];经3段精选后,硫精矿中硫品位为49.50%,达到HG/T 2786—1996《硫铁矿与硫精矿》中规定的硫精矿优等品要求[14]。
2.4 脱碳—浮硫闭路试验
为验证浮选流程的可靠性,以开路试验为基础进行了闭路试验。闭路试验流程见图8,试验结果见表5。闭路试验发现,随循环次数增加,硫粗选作业负荷增大,导致脉石矿物进入浮选精矿。通过降低浮选矿浆浓度的方法可有效减轻硫粗选作业压力,减少脉石矿物夹杂,进而提高硫精矿中硫的品位。

图8 脱碳—浮硫闭路试验流程
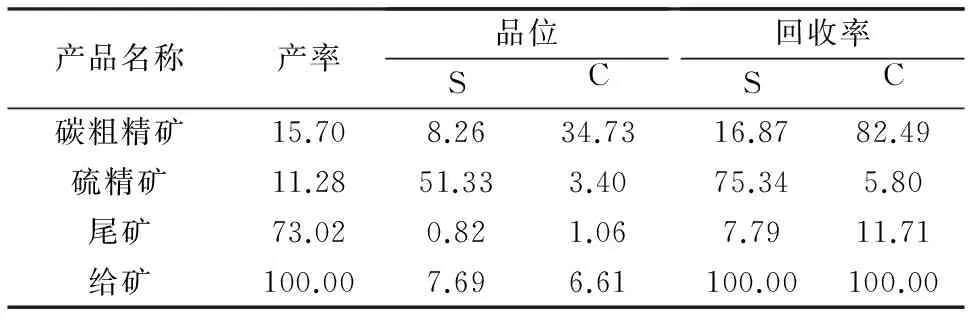
表5 脱碳—浮硫闭路试验结果 %
由表5可知,闭路试验可得到含硫51.33%、硫回收率为75.34%的硫精矿,尾矿中硫含量降至0.82%,硫回收率降至7.79%,这说明通过脱碳—浮硫浮选闭路流程可有效回收硫铁矿,降低尾矿中硫铁矿含量,为减少尾矿中重金属总量和后续高岭石资源综合利用提供了有利保障。
3 结 论
(1)川南某硫铁矿尾矿中主要有用矿物为高岭石,主要脉石矿物为硫铁矿、方解石及锐钛矿,主要有害元素为碳和硫。
(2)通过脱碳—浮硫浮选工艺流程,可有效分离该矿石中的碳质矿物和硫铁矿等脉石矿物。通过3段精选,碳精矿中碳含量高达54.34%,碳精矿和碳中矿中碳的回收率之和达87.10%,有效脱除了高岭石矿物中的碳质矿物。
(3)碳精矿中含硫高达6.28%,难以作为合格碳精矿销售,但可在后续高岭石煅烧阶段加以利用。
(4)硫粗精矿经3段精选后,闭路试验得到了含硫51.33%、硫回收率为75.34%的硫精矿,达到了HG/T 2786—1996《硫铁矿与硫精矿》中规定的硫精矿优等品要求。
(5)尾矿中主要成分为高岭石,碳和硫含量分别为1.06%、0.82%,为后续高岭石资源综合利用提供了有利保障。
[1] 高德政,周开灿,冯启明,等.川南硫铁矿尾矿特征及综合利用研究[J].矿产保护与利用,2000(3):39-41.
[2] 黄 阳,王凡非,王维清,等.川南低品位硫铁矿烧渣的综合利用研究[J].非金属矿,2014,37(6):52-54,65.
[3] 张 渊,洪秉信.川南硫铁矿尾矿的工艺性质与综合利用[J].矿产综合利用,2006(5):21-24.
[4] 彭凤翔.川南硫铁矿综合利用工艺流程研究[J].四川冶金,1988(3):17-21.
[5] 叶巧明,刘 建,张其春.川南煤系硫铁矿尾矿高岭土综合利用研究[J].矿产综合利用,2002(1):41-45.
[6] 杨 强,唐 云,刘安荣.某硫铁矿尾矿再选试验研究[J].金属矿山,2010(2):163-166,170.
[7] 徐 明,张 渊,杨永涛,等.川南煤系硫铁矿综合利用新工艺研究[J].中国矿业,2012,21(2):71-73.
[8] 王淑红,董凤芝,孙永峰.四川某硫铁矿尾矿再选试验研究[J].金属矿山,2009(8):163-166.
[9] 曹学鹏,喻连香,周吉奎.某高岭土矿石中黄铁矿的分选试验[J].金属矿山,2014(6):177-180.
[10] 李云友,李英武,任希之.川南煤系硫铁矿选矿工艺流程的商讨[J].化工矿山技术,1992,21(1):63-64.
[11] 胡天喜,文书明.硫铁矿选矿现状与发展[J].化工矿物与加工,2007,36(8):1-4.
[12] 邱廷省,宋宜富,赵冠飞,等.我国伴生硫铁矿浮选技术现状及进展[J].矿山机械,2014(11):5-10.
[13] 黄 利,白 怡,冯启明,等.高岭石型硫铁矿烧渣破碎粒度与解离度及磁选效果研究[J].非金属矿,2012,35(3):9-11.
[14] 化学工业部化工矿山设计研究院.HG/T 2786—1996 硫铁矿和硫精矿[S].北京:化学工业出版社,2004.
Basis of Some Pyrite Tailings Heavy Decarburization Float Sulfur Flotation Test
Deng Jie1,2Xiong Wenliang1,2Zhang Xinhua1,2
(1. Institute of Multipurpose Utilization of Mineral Resources, Chinese Academy of Geological Sciences; 2. Metallic Mineral Resources Comprehensive Utilization Technology Research Center, Chinese Geological Survey)
To comprehensively utilize a coal system pyrite gravity tailing and remove the ore bearing carbon and sulfur, flotation experiment was conducted on the gravity tailings. Effects of grinding fineness, foaming agent, collector, pulp adjusting agent, activator, etc. condition parameters on decarburization-sulfur floating flotation were explored. Results indicated that: kaolinite concentrate with 0.82% sulfur and 1.02% carbon was obtained by decarburization-sulfur floating flotation process; carbon concentrate with 54.34% carbon cannot be used as sales products for the high content of sulfur(6.28%), while can be used in kaolinite calcination stages; sulfur concentrate with 51.33% sulphur and recovery rate of 75.34% was obtained; pyrite content in tailings was reduced. The experiment results provide favorable guarantee for total heavy metals reduce in tailings and comprehensive utilization of subsequent kaolinite resources.
Kaolinite, Pyrite, Tailings from gravity separation, Desulfurization, Decarbonization, Floatation
*中国地质调查局地质调查工作项目(编号:12120114032101);四川省科技厅应用基础项目(编号:2014JY0124)。
2015-07-17)
邓 杰(1984—),男,博士,工程师,610041 四川省成都市二环路南三段5号。
猜你喜欢
矿产勘查(2020年9期)2020-12-25
矿产勘查(2020年5期)2020-12-19
中国矿业(2020年10期)2020-10-19
石油钻探技术(2020年3期)2020-08-24
矿产综合利用(2020年1期)2020-07-24
石油地质与工程(2020年3期)2020-06-24
四川地质学报(2020年3期)2020-05-22
山东工业技术(2017年2期)2017-02-08
科教导刊·电子版(2016年14期)2016-06-25
中国有色金属学报(2012年1期)2012-11-23
