
KY-310牙轮钻PLC控制系统的改进
2015-01-20 00:51段书发白学勇李红刚
现代矿业 2015年12期
段书发 白学勇 李红刚
(河钢集团矿业公司司家营北区分公司)
KY-310牙轮钻PLC控制系统的改进
段书发 白学勇 李红刚
(河钢集团矿业公司司家营北区分公司)
司家营北区分公司所使用的牙轮钻由于作业环境恶劣,设备通讯故障率高、维修困难,同时通讯线路的老化破损也影响其控制系统的稳定运转,不利于生产的正常进行。通过分析牙轮钻机各主机构电气控制原理,对其PLC控制系统硬件和软件进行部分技术改进。改进方案实践结果表明,PLC控制系统部分改进可明显降低设备故障率,减少维修时间,提高设备效率,达到了节约成本的目的。
牙轮钻 PLC逆变器
牙轮钻穿孔是矿山生产流程的第一道工序。司家营北区分公司采用南昌凯马公司生产的KY-310型牙轮钻机,其中5台牙轮钻机主机构的逆变器与西门子PLC(S7-300)之间是通过Profibus-DP现场总线控制技术来实现通讯,最终完成PLC对各机构驱动单元的控制。由于矿山环境恶劣,粉尘大、震动强,设备通讯故障率较高且维修困难。加之现场昼夜温差较大,湿度变化较快,加快了设备通讯线路老化破损,信号等容易受到干扰,给系统稳定运转带来很大影响。鉴于现场环境特点和设备运转情况,在满足设备安全生产的基础上,本着降低故障率、减少备件和维修成本的原则,对其中一台牙轮钻机主机构的电气控制进行部分改进。
1 牙轮钻机各主机构驱动工作原理
牙轮钻机各主机构电气控制原理见图1。
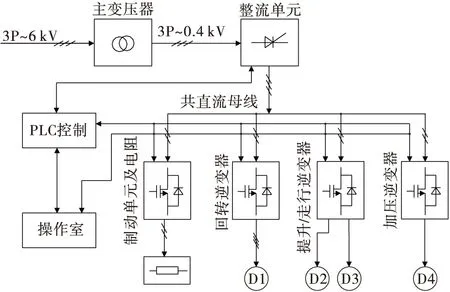
图1 牙轮钻机各主机构电气原理示意
系统通过统一整流环节之后送至各个逆变单元模块,最终拖动相应电机,实现各个主机构运转。西门子PLC(S7-300)通过Profibus-DP现场总线控制技术对逆变器的启停控制和逆变器故障复位信号进行反馈。
2 系统电气控制的改造
逆变器系统硬件的改造涉及到更改逆变器控制板的程序版本,取消原有的通讯模块和通讯线。
2.1 控制系统PLC的改造
PLC控制系统改造涉及的输入信号有6个,输出信号8个,均为开关量。根据输入输出信号的数量、类型及控制要求,本着对原有系统改动最小的原则,决定在原有PLC控制系统上增加一个型号为6ES7 322-1HH01-0AA0的输出模块,并改动部分输入信号和输出信号,以满足改造控制要求。现场改动的信号与PLC地址对照见表1。

表1 现场改动的信号与PLC地址对照
2.2 部分硬件设计
根据系统的功能和控制要求,改动部分的PLC控制系统外部接线见图2。
2.3 PLC控制系统改进部分软件设计
根据改进部分的控制要求,主机构逆变器启停控制信号及故障信号和制动控制通过PLC控制系统处理,在满足工作条件的前提下,实现逆变器的控制。图3是PLC控制系统改进部分软件设计的部分梯形图。

图2 改造部分PLC接线示意
3 改进后的效果
2015年3月份实施改进方案,用时4 d完成了现场线路敷设、硬件安装、试验和整体调试工作。此次改进备件成本约4万元,消除了该台牙轮钻的通讯方面的故障。根据设备运转台账记录,从4—10月份,另外4台钻机通讯方面的故障发生次数累计23次、故障维修时间累计167 h、备件消耗成本合计7.6万元。可见,此次改进明显地提高了设备的利用率,降低了设备故障率,为持续生产创造了良好的条件。

图3 主要改造部分梯形图
4 结 论
KY-310牙轮钻机主机构逆变器控制系统的改进,在保证设备安全生产的基础上,不仅改善了设备性能、降低了故障率,而且简化了设备、减少了故障点,同时减少了备件使用和储备成本。改进后的系统在生产中运行效果良好,可完全满足现场生产的要求。
[1] 廖常初.S7-300/400 PLC 应用技术[M].北京:机械工业出版社,2007.
[2] 阳宪惠.现场总线技术及其应用[M].北京:清华大学出版社,1999.
2015-09-23)
段书发(1984—),男,助理工程师,063701 河北省唐山市滦县。
猜你喜欢
铁道建筑技术(2021年4期)2021-07-21
防爆电机(2021年2期)2021-06-09
有色设备(2020年4期)2020-10-26
魅力中国(2020年23期)2020-07-19
设备管理与维修(2019年16期)2019-12-23
钻探工程(2019年6期)2019-07-08
创新时代(2018年2期)2018-02-11
中国交通信息化(2017年4期)2017-06-06
电子制作(2017年1期)2017-05-17
凿岩机械气动工具(2016年1期)2016-11-11
