薄型涂层织物涂层剥离强力测试预处理方法研究
2015-01-21 13:28沈燕赖开汉王敏叶远静白霞
中国纤检 2015年1期
沈燕+赖开汉+王敏+叶远静+白霞


摘要:本文采用粘合剂粘合法和热封贴条法两种方法对涂层织物进行预处理,寻找合适的预处理方式使薄型涂层织物的涂层与基布可被顺利剥离,同时不影响涂层与基布原本的粘合强力,从而快速、准确测试薄型涂层织物的涂层剥离强力。
关键词:薄型涂层织物;预处理;粘合剂;热封贴条;粘合强力;剥离强力
随着人们对服装面料、服装款式的不断追求,涂层织物也越来越多地被利用到了人们日常的服装中。涂层织物以其独特的风格,仿皮效果、有特殊的亮泽、可防水等效果,已越来越受到消费者的青睐,但涂层产品使用中,或多或少都要受到磨损。消费者经常会抱怨涂层面料的服装在穿着过程中,会出现脱胶、脱皮、起泡等现象,严重影响产品的外观。究其原因主要是服装用薄型涂层的粘合强力较差。
薄型涂层织物是指涂层较轻薄,涂层本身的强力低于其与基布的粘合强力,如果预先未对涂层织物进行处理,则涂层和基布无法分离;或测试时涂层面易断裂,无法正常剥离的一类涂层织物。目前薄型涂层织物一般以PA和PU涂层织物为常见,工艺上简单分为直接涂层法(简称直涂法)和贴膜法两大类。合成革根据产品加工方法的不同主要分为湿法加工合成革和干法加工合成革[1]。
测试此类涂层织物的涂层粘合强力的难点主要在于如何对涂层织物进行预处理,使涂层与基布可以顺利被剥离,同时又不影响涂层与基布原本的粘合强力。FZ/T 01010—2012《涂层织物 涂层剥离强力测试方法》[2]中规定了涂层不可直接剥离的试样的制备方法:“裁取一块同样尺寸的合适的织物(如棉布),选择合适的粘合剂将试样的测试面沿长度方向与所裁取的织物粘合,粘合后不应使涂层发生不可逆的溶胀或影响涂层织物的剥离强力。组合试样除可由粘合剂粘合外,也可采用其他粘合方法,只要能达到预期的粘合效果即可。”本标准没有规定采用何种粘合剂,进行怎样的处理才能使涂层发生不可逆的溶胀或影响涂层织物的剥离强力,所以为了提高该方法的可操作性,特进行本项目的研究。
本文拟采用粘合剂粘合法和热封贴条法两种方法对薄型涂层织物进行预处理,预期目的是使涂层与基布可被顺利剥离,同时不影响涂层与基布原本的粘合强力,从而快速、准确测试薄型涂层织物的涂层剥离强力。
1 试验方案
本试验选取共12块样品,详见表1。试验样品包含了较常见的薄型涂层织物PA涂层和PU涂层、直涂法和贴膜法、湿法和干法加工等较典型的样品。本试验粘合剂粘合法预处理的样品为1#~12#试样,预处理采用的贴合物为样品本身,粘合剂为:百得万能胶、百得超能胶、401胶、406胶、495胶、502胶、合众801胶、速特胶。预处理方式:将胶均匀涂抹在试样涂层面表面,然后两块样品的涂层面的直向与直向(或横向与横向)相互粘合,压辊手工压匀,然后自然晾干。但由于速特胶自然晾干后较难将涂层粘合牢固,所以参照GB/T 8949—2008 《聚氨酯干法人造革》[3]采用135℃烘2h。为比较干燥温度对涂层织物粘合强力的影响,因此增加一组合众801胶经135℃烘2h的试验。本试验热封贴条法预处理的样品为1#~6#样品,使用的仪器为盈丰智能机械有限公司的热封封口密封机;贴合物为YETOM牌TA104贴条;热封贴条法预处理试验设计方案见表2。
表1 试验样品规格
表2 热封贴条法预处理设计方案
2 试验结果
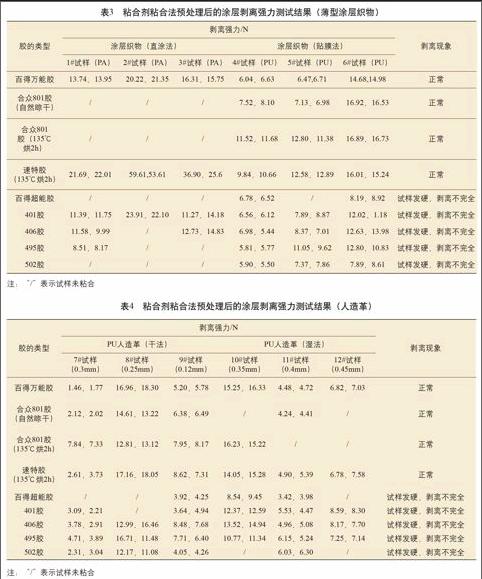
测试方法按FZ/T 01010—2012。粘合剂粘合法和热封贴条法预处理后的涂层剥离强力测试结果分别见表3~表5。
在所有试样中5#试样和12#试样可不经预处理直接进行剥离试验,5#试样未进行预处理测试的剥离强力为6.53N,12#试样未进行预处理测试的剥离强力为6.50N。
3 数据分析
从表2和表3中的数据分析,经百得超能胶、401胶、406胶、495胶和502胶预处理的试样中部分试样未粘合,其余可粘合的试样几乎均出现试样发硬且剥离试验的过程中出现剥离不完全,所以这几种胶均不适合用于涂层织物的预处理。根据5#试样未经预处理样品的剥离强力为6.53N,从表3中可知只有采用百得万能胶和合众801胶(自然晾干)预处理的试样测得的剥离强力与其试样本身的剥离强力较一致,吻合度达92%以上;根据12#试样未经预处理样品的剥离强力为6.50N,从表4中可知只有采用百得万能胶和速特胶(135℃烘2h)预处理的试样测得的剥离强力与其试样本身的剥离强力较一致,吻合度达90%以上。因此初步推断经百得万能胶处理后几乎不会影响涂层与基布本身的粘合强力。根据5#试样未经预处理样品的剥离强力为6.53N,从表5中可知经条件1和条件2预处理样品的剥离强力与其试样本身剥离强力较一致,吻合度达96%以上。但条件2的粘合有效性较差,出现个别样品贴条与涂层粘合不牢,无法正常测试的现象。结合表3和表5,对比经百得万能胶粘合处理和经条件1热封贴条预处理后1#~6#试样的剥离强力的数据,吻合性达到93%以上,同时结合上述分析可进一步证明这两种预处理方法几乎不会影响涂层与基布本身的粘合强力,能较真实反映涂层织物的剥离强力,且这两种预处理方式粘合有效性都较好,经过处理的所有样品都能粘合牢固,且剥离过程正常。所以这两种预处理方式是合适、有效的。
进一步分析粘合剂粘合法预处理方式的测试数据,即表3和表4中的数据可知:采用百得万能胶与合众801胶(自然晾干)预处理的测试数据吻合性也较好,说明合众801胶(自然晾干)的预处理方式对涂层本身的粘合强力影响不大,但是这种处理方式的粘合有效性较差,出现了较多样品未粘合。比较分析采用合众801胶(自然晾干)和合众801胶(135℃烘2h)预处理的测试数据,有的样品的测试数据较一致,但大多数的样品经135℃烘2h的预处理方式测试数据比自然晾干的偏大,所以推断高温可能会影响涂层织物涂层与基布本身的粘合强力。采用速特胶(135℃烘2h)预处理的粘合有效性较好,所有样品均粘合良好,但比较采用这种预处理和采用百得万能胶预处理的测试数据,可以看出采用速特胶(135℃烘2h)预处理对于直涂法加工的PU薄型涂层织物的涂层粘合强力影响较大,而对于其他样品的影响较小。因此采用合众801胶(自然晾干)、合众801胶(135℃烘2h)、速特胶(135℃烘2h)的预处理方式均只是对部分样品适用,适用性较局限。
进一步分析热封贴条法预处理方式的测试数据,即表5中的数据可知:采用条件2的预处理方式几乎不会影响涂层织物的粘合强力,但其粘合有效性较差。条件3的温度太高,贴条出现熔融现象,这种条件不合适。采用条件4预处理样品一部分与条件1的测试数据较一致,一部分偏大,说明条件4可能会影响涂层织物的涂层与基布的粘合强力。因此热封贴条法预处理的关键参数为热风温度和压胶轮压力。热风温度太低,可能出现贴条与涂层面粘合不牢,无法正常测试;温度太高,可能出现贴条或涂层织物被熔融;压胶轮的压力不合适,在高温作用下可能会影响涂层织物涂层与基布的粘合强力。
4 结论
本文探究出两种预处理方式可快速、准确测试涂层不可直接剥离的涂层织物的涂层剥离强力。一种为粘合剂粘合法,采用的粘合剂为百得万能胶,粘合物为试样本身,粘合方式为将胶均匀涂抹在试样涂层表面,涂层面与涂层面贴合,用压辊手工压匀,然后自然晾干。另一种为热封贴条法,采用的仪器为热封封口密封机,贴合物为YETOM牌TA104贴条,处理条件:热风温度为500℃,压胶轮气压0.28MPa,风嘴气压为1.6kgf/cm2。这两种预处理方式几乎不会影响涂层织物的剥离强力,同时适用性较强,可提高FZ/T 01001—2012标准中测试涂层不可直接剥离的涂层织物涂层剥离强力的可操作性。
参考文献:
[1] 曲建波.合成革工艺学[M].化学工业出版社,2010.
[2] FZ/T 01010—2012 涂层织物 涂层剥离强力测试方法[S].
[3] GB/T 8949—2006 聚氨酯干法人造革[S].
[作者单位:沈燕、王敏、叶远静、白霞,福建省纤维检验局;赖开汉,华懋(厦门)织造染整有限公司]
猜你喜欢
中国房地产业(2018年10期)2018-02-10
制导与引信(2017年3期)2017-11-02
电源技术(2016年8期)2016-07-24
工业设计(2016年11期)2016-04-16
电源技术(2016年4期)2016-03-11
电源技术(2016年9期)2016-02-27
电源技术(2016年2期)2016-02-27
环境科技(2015年6期)2015-11-08
电测与仪表(2015年14期)2015-04-09
电网与清洁能源(2015年2期)2015-02-28