RAP300 18辊轧机牌坊加工关键技术研究
2015-02-22 12:48左威鹏左开红朱殿瑞
中国重型装备 2015年1期
左威鹏 左开红 朱殿瑞
(太原重工轧钢设备分公司轧钢厂,山西030024)
RAP300 18辊轧机牌坊加工关键技术研究
左威鹏左开红朱殿瑞
(太原重工轧钢设备分公司轧钢厂,山西030024)
RAP300 18辊轧机冷连轧设备中的关键件牌坊共10片,分为操作侧和驱动侧各5片。此设备带钢厚度0.6 mm~2.0 mm,宽度1 040 mm~1 650 mm,入口速度为220 m/min,出口速度为340 m/min。关键件牌坊上安装着轧辊轴承座、轧制线调整装置、窜辊系统、弯辊系统、压下系统等部件,其目的是在轧制中减小带钢厚度,提高平直度和带钢表面质量,它的加工精度决定了整条冷轧生产线的精度[1]。其中一组牌坊装配简图如图1所示。
1对牌坊精度的要求
(1)牌坊窗口基准B全长5 700 mm,与长为4 080 mm的地脚面基准C的垂直度≤0.05 mm。
(2)长约8 800 mm,宽为4 080 mm的大平面基准A与地脚面基准C、窗口基准B的相互垂直度≤0.05 mm,且平面度要求≤0.03 mm。
(3)牌坊窗口两侧面与基准B的平行度要求为0.05 mm/1 000 mm。
(4)牌坊窗口中间两侧装弯辊块的开档与地脚面基准C的平行度要求≤0.05 mm。
(5)地脚面处两侧定位面要求与基准B的对称度在0.1 mm以内,平行度在0.05 mm以内。
(6)设计基准到地脚面基准C的尺寸要求为100,且要求与它同组的另一件的尺寸一致(操作侧与驱动侧)。

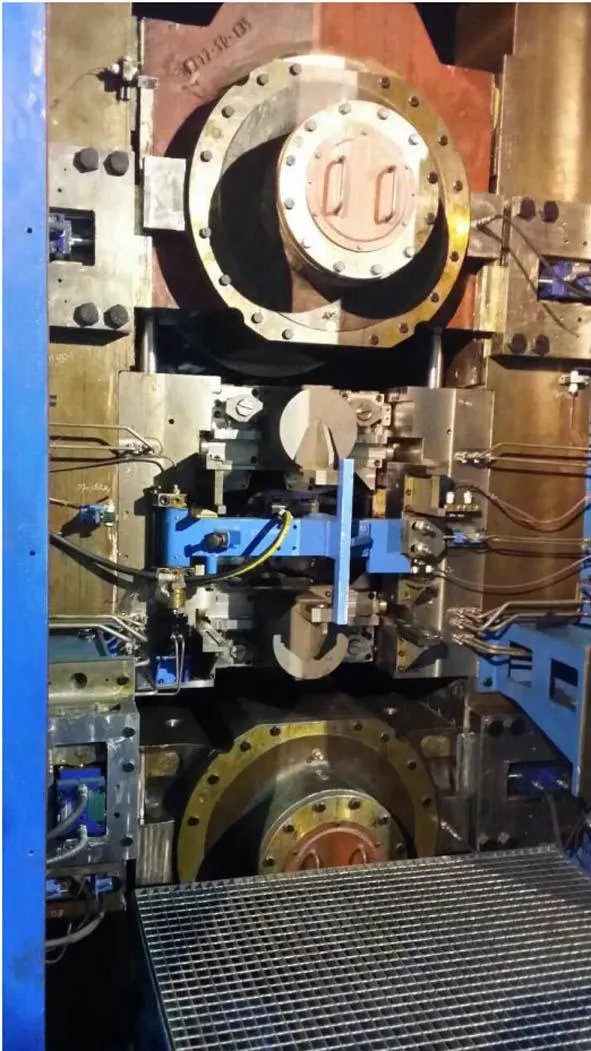
图1 18辊轧机牌坊装配Figure 1 Assembly of 18 rolls mill housing
(7)窗口内直径80 mm的孔与顶部直径175 mm的止口要求同心度在0.05 mm以内。
(8)地脚面基准C与窗口基准B的垂直度是关键,直接影响牌坊在装配时的整体垂直度。
加工精度要求示意图如图2所示。
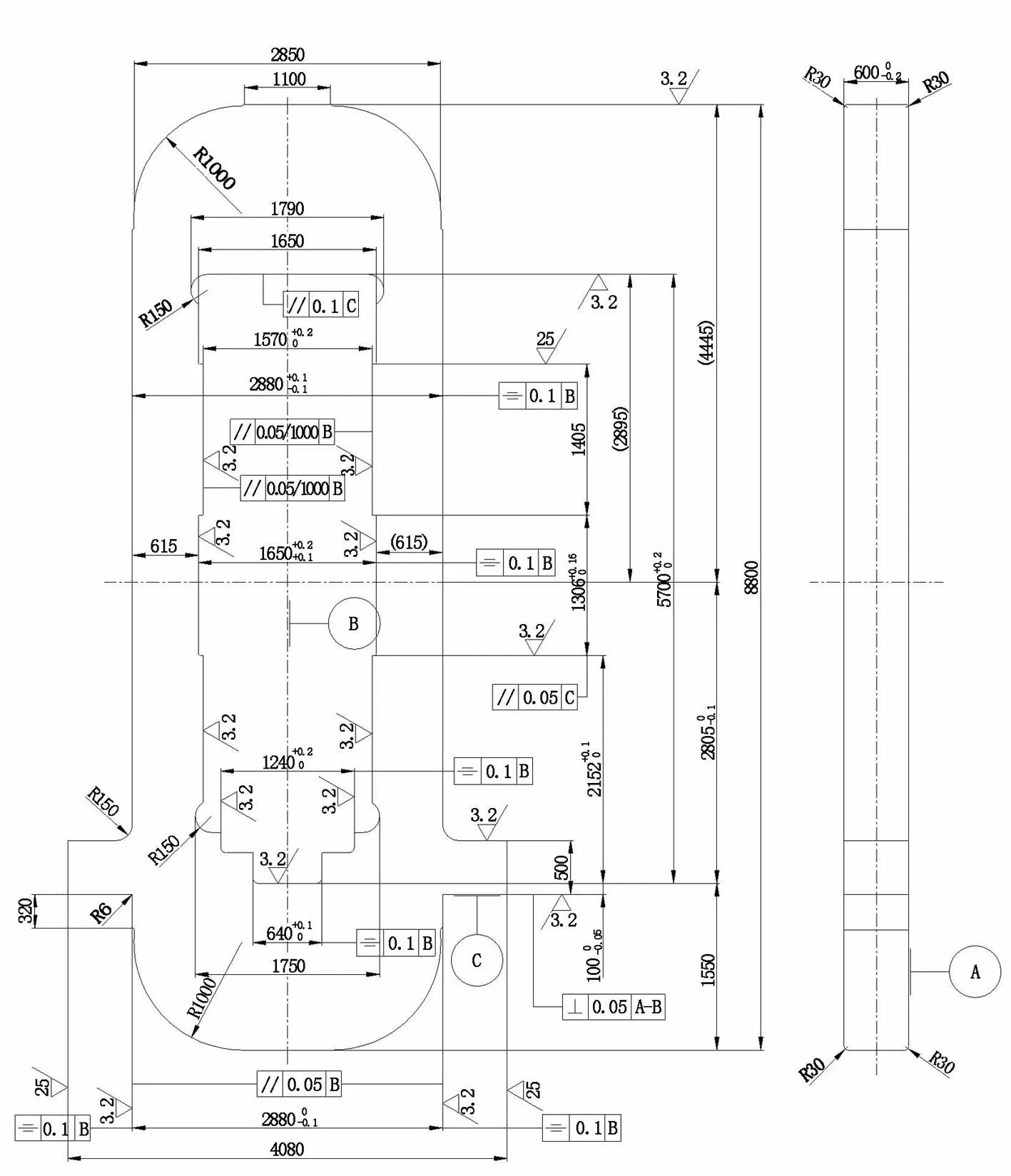
图2 牌坊加工精度明细图Figure 2 Precision detail drawing of housing machining
2牌坊加工措施
2.1 工序工艺
针对牌坊加工采取的工序为:粗加工——超声检测——磁粉检测——进炉消除应力——半精加工——精加工——磁粉检测[2]。
2.2 牌坊半精加工与精加工关键点分析
采用大型镗铣床对牌坊进行半精加工,考虑到牌坊的重量大,在侧立的状态将牌坊找正,消除由于重力引起的误差[3],然后放松压板使牌坊处于自然状态为精加工做找正基准带。
要将牌坊大平面基准A(长约8 800 mm;宽约4 080 mm)的平面度控制在要求的0.03 mm以内,难度很大。需在精加工以前要把所有缺陷处理好再进行下一步工序。其次在加工时选用大于370 mm的精加工刀盘,并改进刀盘,在刀盘上装两个对称刀片,将其中一片刀片压紧面垫0.05 mm的纸,两刀片在加工中不至于同时磨损,保证大平面的平面度要求。
2.3 牌坊尺寸精度及形位公差的保证措施
轧机牌坊的尺寸精度及形位公差要求极高,而国产机床很难达到理想状态,所以单靠机床的精度是无法保证的,需利用一些加工技巧。
经过研究试验,我们摸索出了一套利用我厂现有国产机床(4×12)m龙门铣加工牌坊且能满足图纸要求精度的新方法。
首先,对机床的自身精度进行调试[4]。在调试时,采用大理石角尺、平尺和水平仪对机床的X轴、Y轴和Z轴之间的相互垂直进行调整。调好的机床还有一定的相互垂直度误差,误差大小及方向须在实际加工中确定。
利用(4×12)m龙门铣机床现有的精度对牌坊进行试加工,分别把基准A、基准B和基准C进行半精加工留余量,并对三基准进行跑表记录数据。
此时的数据不能确定机床精度是否符合牌坊的加工要求。当机床有误差时只对一次加工好的零件跑表是合格的,当要把零件翻身180°,按基准B找正左右,按基准A找正水平,均按翻身前的数据找正,再对基准C进行跑表。发现:若跑表数据跟翻身前数据一样,则证明机床处于理想三轴相互垂直状态;若跑表数据跟翻身前数据存在差值,则机床的垂直度为差值的一半。通过以上方法,确定了设备X轴与Y轴的垂直度为0.08 mm。也就是以12 000 mm的X轴为基准,Y轴4 000 mm差0.08 mm,且夹角小于90°。知道夹角也就确定了误差方向。
2.4 机床误差补救措施
在知道机床垂直度误差后,加工时可有两种方法来消除机床误差:
(1)利用找正工件的方法,根据试加工得到的垂直度误差值和方向,把基准B按长度方向比例换算找正后,再加工基准C。如图3所示。
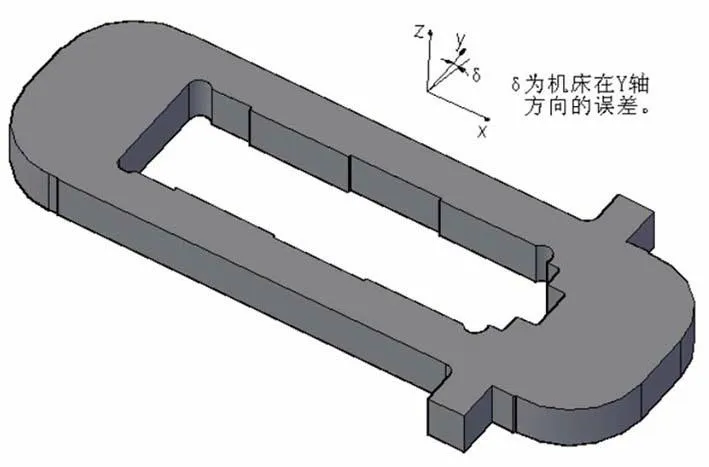
图3 牌坊找正法调整示意图Figure 3 Adjustment diagram of housing correction method
(2)利用数控机床旋转坐标轴的方法,利用误差算出旋转值为0.002°。旋转Z轴正方向,在加工时把旋转值运行,并把万能铣头按旋转后的坐标找正,即可加工基准面C。示意图如图4所示。
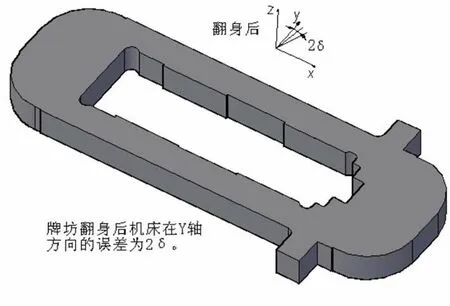
图4 牌坊数控机床旋转坐标轴法调整示意图Figure 4 Adjustment diagram of housing coordinates rotation machined on NC machine
两种方法都可加工出合格零件,但第一种方法对于大型零件都适合,会使工人劳动强度加大,造成频繁动活,容易使误差累积。第二种方法适合大小零件,它操作简单,能灵活应用,减少误差积累,可减少劳动强度提高生产效率。
精加工各平面时应注意加工时间及温度应尽可能一致,以尽量减小温度对尺寸精度及形位公差的影响[5~7]。
3牌坊内螺纹孔的加工经验与补救措施
3.1 螺纹孔的加工经验
关键件牌坊上有各种规格、数量繁多的内螺纹孔,内螺纹质量的好坏,直接影响相关件的稳定性。由于加工螺纹孔时合格率不高,经常造成返修,影响了生产进度,增强了工人的劳动强度。
轧机上的螺纹孔大都是用来连接、紧固的,一般为常见的标准螺纹,牙型为三角型,牙型角不论粗牙、细牙都为60°。
通过太重轧钢厂的实践加工,总结出了以下几点经验,可提高内螺纹的加工合格率。
以牌坊上加工M30内螺纹孔为例:
(1)根据材料选用直径26.2 mm普通工具钢钻头,所钻出的底孔直径要大于26.2 mm,小于26.7 mm,孔口一定要倒角约3 mm×45°。
(2)选用力量适中的过载保护夹头M30和伸缩式攻丝刀柄。
(3)选用合理的转速,在丝锥攻丝到底部后暂停几秒,且在翻转时转速要低,后退3个螺距以后再缓慢加快转速。
(4)选用水基性切削液,在加工时水压要适当的加到孔里。
(5)首次选用的M30丝锥一定要进行试铰,铰后用M30的标准螺纹塞规进行检测,合格后才可进行后续孔的加工。
(6)丝锥在选用一攻时深度要加工到超过要求约3~4个螺距,二攻在攻丝时,前面切削刃的切削均匀,减少丝锥磨损[8]。
3.2 绞丝出现的常见问题及解决办法
(1)出现烂牙。烂牙一般出现在孔中间部位,这是由于丝锥不锋利,切削部位钝化,导致丝锥啃牙。应换新丝锥,绞丝时应加足够的切削液,降低切削温度,增加润滑。
(2)绞出的丝为尖牙。属于乱扣,所形成的螺纹中径尺寸在大标准塞规的止端旋入检测时晃动量大。这是由于头攻、二攻两次绞丝时旋入点不同造成的。此时应检查绞丝卡头是否有伸缩间隙。当底孔稍大,丝锥的导向部位切削旋入时,旋入点会错位,形成尖牙,若二攻直接绞可以改善这种情况。

图5 不同规格螺纹套示意图Figure 5 Various specifications of threaded sleeve
(3)绞好的丝用标准塞规试时,止端刚好能进去一部分。这种情况说明所用的丝锥最后几牙稍大,应把最后几牙磨掉,可以改善此类情况。
(4)绞完的内螺纹用标准螺纹塞规通端都旋不进去或太紧。旋不进去是因为所选丝锥的螺距或牙型角误差太大,太紧则是因丝锥中径太小造成的,应更换丝锥,先将更换的丝锥在标准外螺纹塞规上检测,旋合太紧或旋入晃动量大都会影响连接、紧固的稳定性。
3.3 螺纹孔不合格新的补救措施
内螺纹一般采用标准丝锥柔性攻丝。丝锥属于成型刀具类型,当用二攻攻丝后出现不合格时,以往的补救方法是把不合格的螺纹孔放大后焊堵头,重新加工。这种方法加工成本高,时间长,且焊后使孔附近已加工好的表面有一定的变形。
以M30螺孔为例,新的补救方法是利用标准钢丝螺套,当M30内螺纹不合格时,可直接把不合格螺纹扩掉,可直接扩到直径为∅31 mm,用螺套的专用丝锥进行攻丝,再把M30的螺套用专用扳手旋入即可。螺套具有较高的硬度及较高的光洁度,可减轻螺纹牙受力不均和抗冲击的作用,提高螺纹的疲劳强度,减少螺纹磨损和抗腐蚀性能,
延长螺孔寿命。不同规格螺纹套示意图如图5所示。
4结论
在冷连轧项目中,采用国产机床顺利制造出高精度牌坊,使得优质不锈钢板材制造设备的逐步国产化成为现实,进一步提升了国内轧钢领域制造的核心竞争力。
本文关键创新点有两条:
(1)采用数控机床旋转坐标轴法,利用误差算出旋转值。旋转机床Z轴正方向,在加工时运行旋转值,并把万能铣头按旋转后的坐标找正,即可加工基准面C,保证了牌坊精度要求。
(2)采用螺纹钢丝套修补不合格的内螺纹,提高了螺纹的疲劳强度,减少螺纹磨损和抗腐蚀性能,延长螺孔寿命。
参考文献
[1]郭利华,张振营,严裕宁.基于有限元的六辊轧机机架变形分析[J].轧钢,2012,29(02):12-14.
[2]朱昌逑.大型板带轧机机架制造工艺研究[J].北京科技大学学报,2007(08):827-830.
[3]范旭昕.轧机机架精加工工艺[J].一重技术,2008(05):36-37.
[4]王晓光,龚杰.大型板带轧机机架数控加工的形位公差控制[J].机械工程师,2012(07):150-152.
[5]杨固川.大型宽厚板轧机机架结构分析研究[J].冶金设备,2010(01):36-39.
[6]胡光华.轧机机架结构分析与几何优化的研究[J].重型机械,1995(05):38-42.
[7]徐德安.大型轧机机架的精加工[J].安徽冶金科技职业学院学报,2007(04):9-10.
[8]杨顺田,李小汝.基于重大装备制造技术优化设计轧机机架制造工艺[J].机械与电子,2008(08):37-40.
编辑傅冬梅

摘要:以18辊轧机中关键件轧机牌坊为研究对象,介绍了对牌坊的精度要求、制造工序,分析了现有机床条件下的可行性方案,以及为保证牌坊上内螺纹孔精度而采用的加工方法和内螺纹孔出现不合格时的新的补救措施。
关键词:18辊轧机;轧机牌坊;机械加工;内螺纹孔
Research on Key Machining Technology of RAP300 18 Rolls Mill Housing
Zuo Weipeng, Zuo Kaihong, Zhu Dianrui
Abstract:Regarding 18 rolls mill housing as research target, precision demand and manufacturing procedure of the housing has been described, feasible machining project of present machine has been analyzed, the machining method of accomplishing inner threaded hole precision and new repair solution for failed threaded hole have been brought up as well.
Key words:18 rolls mill; mill housing; machining; inner threaded hole
收稿日期:2014—05—15
中图分类号:TG333
文献标志码:B
猜你喜欢
小学生作文(低年级适用)(2022年3期)2022-03-23
中国金属通报(2021年13期)2021-11-12
内燃机与配件(2021年12期)2021-09-10
云南画报(2021年7期)2021-08-06
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
中华建设(2017年1期)2017-06-07