海洋石油工程H型钢切割机器人的应用研究
2015-02-22 12:48吴红磊
中国重型装备 2015年1期
关键词:机器人
吴红磊 白 梅
(海洋石油工程(青岛)有限公司,山东266520)
海洋石油工程H型钢切割机器人的应用研究
吴红磊白梅
(海洋石油工程(青岛)有限公司,山东266520)
海洋石油工程行业在国内属于高技术、高风险、高投入的行业,经过近几十年的发展,设计、建造和海上安装等实力逐步增强,技术创新层出不穷。但是在海洋石油平台建造过程中大量使用的H型钢的加工还处在比较落后的状态,基本是采用手工火焰割炬切割,效率较低,切割的质量较差,基本上取决于工人的技能水平和熟练程度,对后续的施工增加难度。如切割后需要进行二次打磨处理,造成H型钢组对焊接困难等,制约了生产效率的提高。
1H型钢切割的特点
H型钢在海洋石油工程中主要用于海洋石油平台结构制造中,作为搭建海洋石油平台结构的主要材料。海洋石油平台H型钢全部采用切割后焊接的方式连接,而不采用螺栓连接。对成品H型钢需要进行切割、焊接。在H型钢的一个腹板、两个翼板的三个面切割直线、斜线、曲线、圆弧、过焊孔、坡口等。切割后的H型钢重新组装,以制造不同规模、不同功能、不同尺寸的海洋石油平台。
海洋石油工程中主要应用的H型钢规格为100 mm×100 mm至1 000 mm×400 mm,切割长度要求0.8 m~12 m,切割精度要求±1 mm。

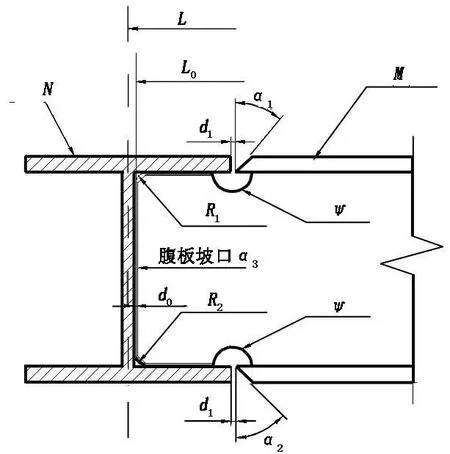
图1 等高H型钢相交切割示意图Figure 1 Schematic sketch of contour H beam intersecting cutting
H型钢的主要切割类型包括等高H型钢相交、不等高H型钢相交、H型钢与管相交等十余个类型。等高H型钢相交如图1所示。
M:切割杆件的截面型材
N:相交杆件的截面型材
α1:上翼缘坡口角度(默认45°)
α2: 下翼缘坡口角度(默认等于α1)
α3: 腹板坡口角度(默认等于0°)
R1: 腹板上倒角半径(默认等于杆件N截面属性中的r)
R2: 腹板下倒角半径(默认等于杆件N截面属性中的r)
Ψ:过焊孔
d0:被切杆件端部腹板组对间隙(当α3=0°时,默认值为0;当α3≠0°时,默认值为2 mm)
d1:被切杆件端部翼缘组对间隙(当α1(α2)=0°时,默认值为0;当α1(α2)≠0°时,默认值为2 mm)
海洋石油工程中H型钢切割的难点:(1)H型钢在制造过程中本身的质量和精度问题使采用设备切割存在较大的困难;(2)过焊孔部分的切割加大了设备切割的难度。过焊孔位于腹板与翼板相交的地方,任何切割方法都可能导致割嘴碰到翼板,导致切割无法进行;(3)长度切割精度达不到要求,造成杆件报废,影响施工效率,增加成本。
2机器人在H型钢切割中的应用
结合海洋石油工程中H型钢切割的特点和难点,我们与日本大东精机株式会社合作,引进了基于6轴线的安川机器人,同时配备一个3轴火焰割嘴(用于切割过焊孔)的切割设备CR-4816。如图2所示,从左至右依次为上料区、切割区、下料区。
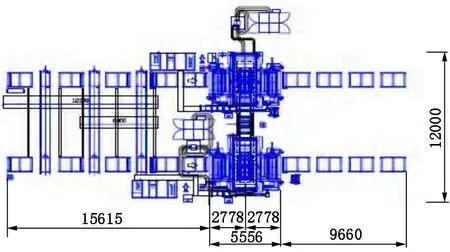
图2 切割设备的结构Figure 2 Configuration of cutting equipment
该切割系统包括等离子和火焰两套切割系统,采用CNC控制,实现定长切割、自动传输上料、自动识别定位、自动切割和自动下料等功能。采用接触探测的方式能够精确的获取H型钢本身的制造误差。测量探针安装在等离子割嘴的外侧,切割前,探针自动伸出检测,在实际切割中进行误差补偿,以避免割嘴碰撞型钢,检测后自动收回。在不启动等离子的情况下进行实际路径模拟,确保切割准确无误,解决了H型钢本身的质量精度问题对切割产生的不利影响。
采用美国Hypertherm等离子电源,型号为HPR260 Specifications,用于切割翼板。等离子割嘴直径约50 mm,在切割过焊孔时,割嘴中心至翼板的距离约25 mm,会有约25 mm的腹板根留在翼板上,不能被切除掉,这会影响后续型钢组对焊接。等离子方式切割过焊孔如图3所示。为了解决这个难题,在等离子切割系统的外部增加一套3轴火焰割嘴对过焊孔及腹板进行切割。火焰割嘴直径仅为12 mm,同时在系统程序中,对火焰割嘴在切割过焊孔时的角度进行一定程度的倾斜调整,能够较好地控制腹板在翼板上的留根量,基本在(2~5)mm之间,可以满足施工要求。
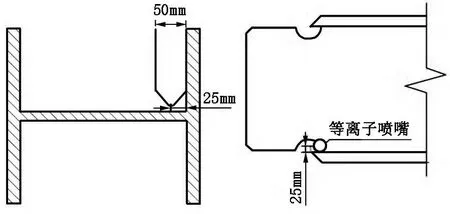
图3 等离子方式切割过焊孔的示意图Figure 3 Illustrate of soldering punch with plasma cutting
在长度精度控制上采用双边夹持滚轮及侧长圆盘,确保H型钢在输送过程中不会发生打滑现象,使长度精度能够保证,进而保证了最终切割精度±1 mm,确保了后续组对焊接的顺利进行。
H型钢相交后的口型结构复杂,在对其进行切割时,切割程序的设计尤为关键,路径的行程规划对切割是否可行、高效至关重要。以等高H型钢正交口型为例,我们选择先进行两侧翼板切割,再进行腹板及过焊孔切割。按图4中所标示的顺序进行,1~4步骤采取等离子切割方式,5~6步骤采取火焰切割方式。
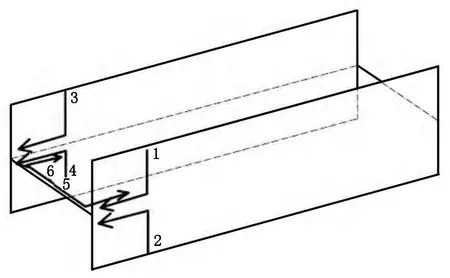
图4 H型钢正交口型切割程序Figure 4 Cutting process of H beam square edge
手工切割与机器人切割效果对比见图5。
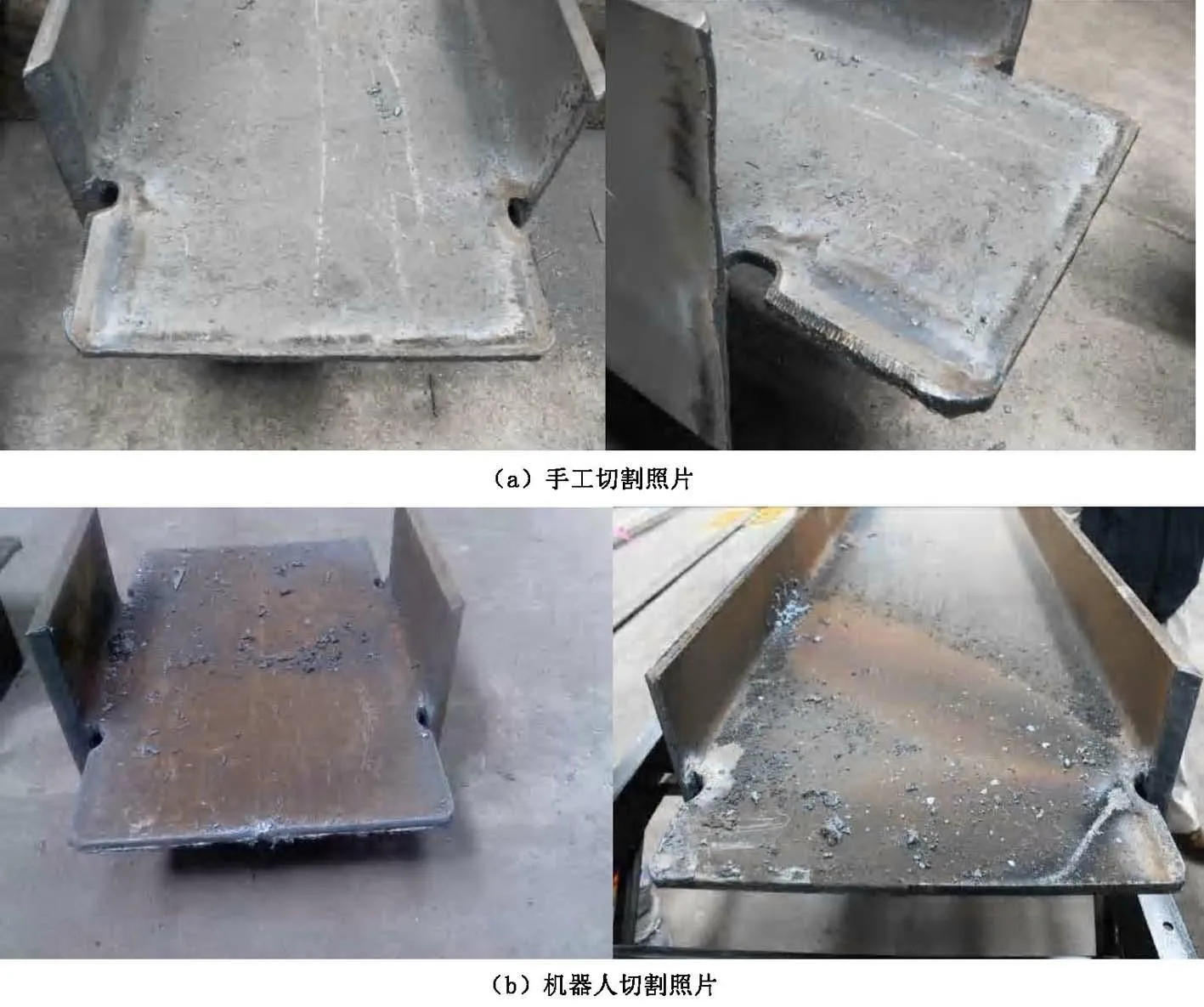
图5 手工切割和机器人切割H型钢效果对比Figure 5 H beam cutting effects comparison of manual mode and robot mode
机器人切割H型钢存在的问题:由于采用等离子切割与火焰切割结合的方式,在切割过程中存在不连续性,在一定程度上影响了工作效率,同时在切割质量上,火焰割嘴差于等离子割嘴,增加了二次处理的工作。
3结束语
机器人技术在海洋石油工程H型钢切割中的应用改变了以往靠手工切割H型钢的方式,对提高生产自动化水平,降低人员劳动强度,特别是在提高施工质量和效率方面,都起到了十分重要的作用,是海洋石油工程施工的技术性革新。机器人技术已经在我公司模块化工厂建造项目的H型钢切割中成功应用,为我公司承揽国际海洋工程项目提供了装备保障,同时,为在海洋石油工程其他领域的应用提供了实践经验。
编辑杜敏

摘要:针对海洋石油工程中H型钢切割工艺的特点,阐述了机器人技术在H型钢切割中的应用优势,新切割技术的应用有效提高了施工质量和效率。
关键词:机器人;海洋石油工程;H型钢;切割工艺
Application and Research on H Beam Cutting Robot Used for Offshore Oil Industry
Wu Honglei,Bai Mei
Abstract:Regarding to cutting technology features of H beam in offshore oil industry, advantages of applying robot technology to H beam cutting have been illustrated. The new cutting technique has improved operational quality and efficiency evidently.
Key words:robot; offshore oil industry; H beam; cutting technology
收稿日期:2014—03—31
中图分类号:TG48
文献标志码:B
猜你喜欢
小哥白尼(趣味科学)(2022年4期)2022-06-30
娃娃乐园·综合智能(2022年6期)2022-06-17
趣味(数学)(2021年6期)2021-11-06
疯狂英语·新读写(2021年8期)2021-11-05
少先队活动(2021年5期)2021-07-22
金桥(2019年10期)2019-08-13
大社会(2016年3期)2016-05-04
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07