宽厚板生产线新增预矫直机本体部分的在线整体安装
2015-02-22 12:48吴庆君
中国重型装备 2015年1期
赵 岽 吴庆君
(1.太原重工股份有限公司矫直机研究所,山西030024;2.淮南市石油化工机械设备公司技术部,安徽232033)
宽厚板生产线新增预矫直机本体部分的在线整体安装
赵岽1吴庆君2
(1.太原重工股份有限公司矫直机研究所,山西030024;2.淮南市石油化工机械设备公司技术部,安徽232033)
宽厚板生产线中的预矫直机布置在精轧机后、冷却装置前,用于对轧制后的钢板在进入冷却装置前进行初步的矫直,在提高钢板的平直度的同时消除部分轧制应力,利于钢板控制冷却过程的完成。
目前国内多数的宽厚板生产线中,预矫直机只是作为预留设备而暂未安装。随着国际经济与钢铁工业的发展,市场对钢板的交货状态、性能要求不断提高,宽厚板生产线对高精度预矫直机的使用也在逐步增加,预矫直机的设备需求也越来越多。
在已投产的宽厚板生产线上进行预矫直机现场安装,会不同程度的影响到全线生产的正常进行。因此科学合理的制定现场安装方案,在保证施工质量的前提下压缩在线安装时间,做到边安装、边调试、边生产,保证生产线的连续运行是一个重要原则。
1预矫直机的性能参数与结构组成
以下以一台7辊4 300 mm预矫直机进行说明。预矫直机的结构组成见图1。
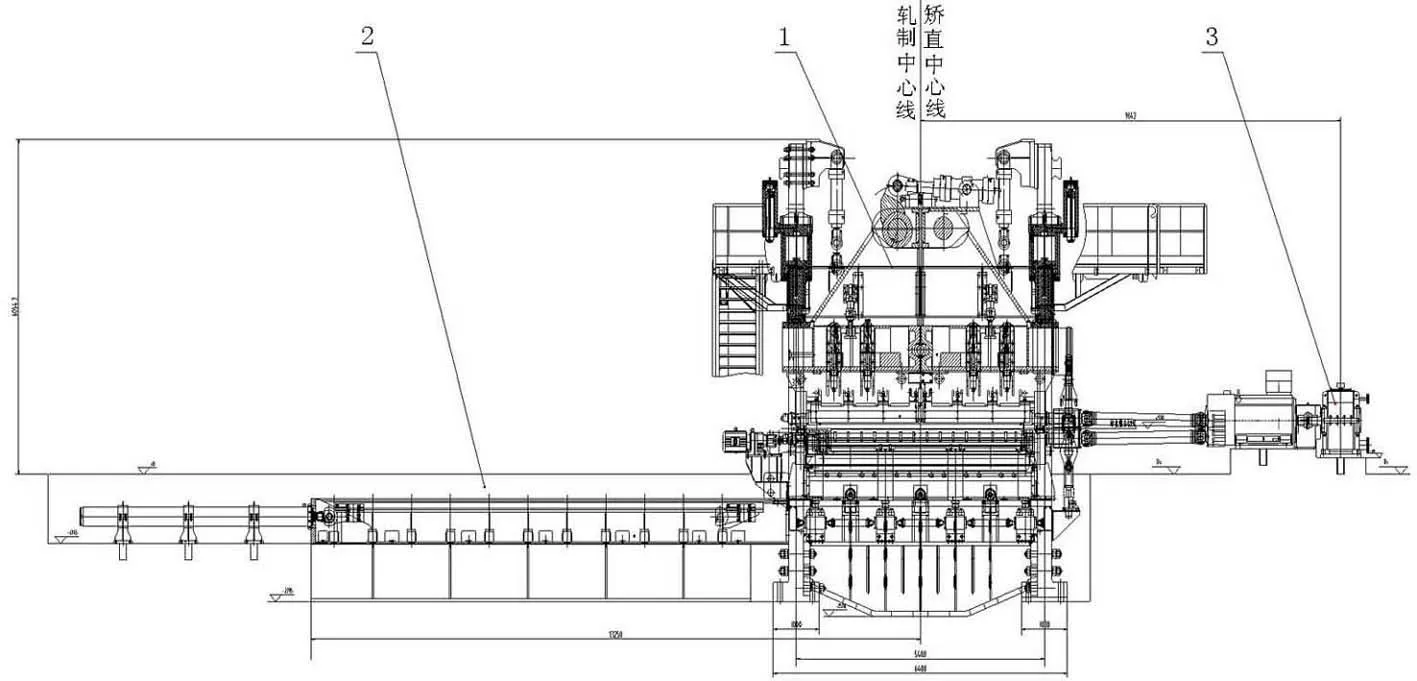
1—本体部分 2—换辊部分 3—主传动部分图1 预矫直机的结构组成Figure 1 Structural constitution of prestraightener

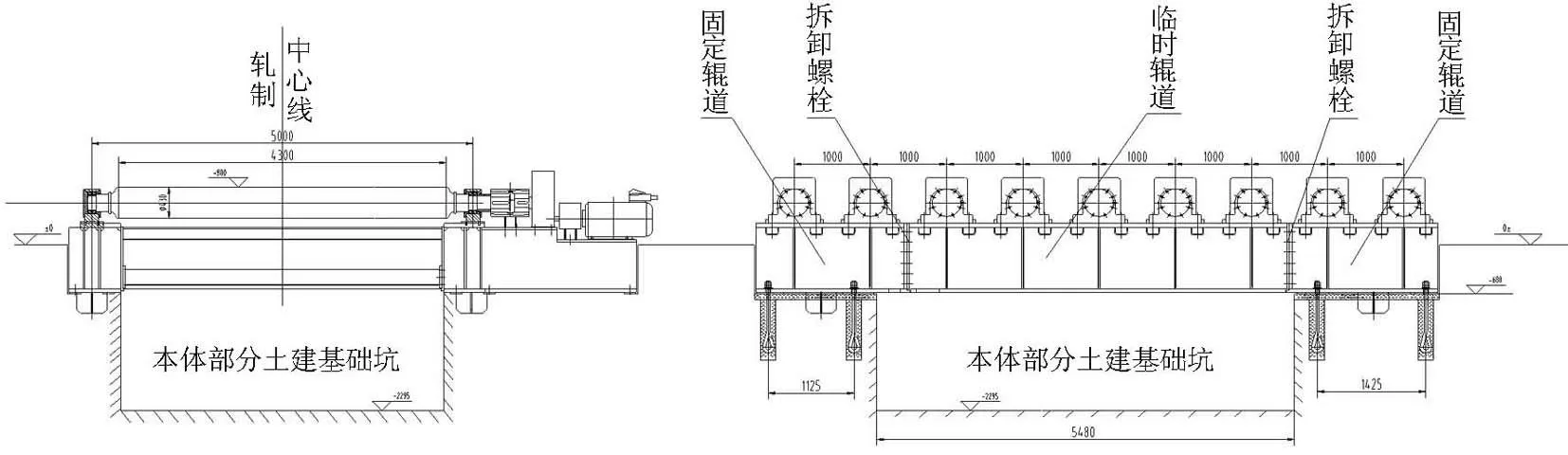
图2 临时辊道桥Figure 2 Temporary roll table bridge
预矫直机的主要技术参数是:
矫直钢板宽度/mm:1 500~4 150;
矫直钢板厚度/ mm:5~15;
矫直钢板温度/℃:600~1 100;
矫直钢板屈服强度Re/ MPa:195~1 500,高温屈服强度为50~600;
矫直辊径/mm:360;
辊距/mm:380;
矫直辊数:上排3个,下排4个。
2预矫直机本体部分的在线整体安装与施工条件
预矫直机现场安装的定位基准是:矫直机本体部分的矫直中心线与轧制中心线重合。在矫直机的本体、换辊、主传动三大部分中只有本体部分参与在线安装;矫直机本体部分采用在线整体安装的方式是压缩在线安装时间,保证生产连续进行,使设备尽早投入使用的有效措施。
在宽厚板生产线上,预矫直机的预留区域通常布置有钢板运输辊道,故在设备安装前的土建基础施工中首先需将相应的运输辊道拆除,为了保证轧线生产和土建基础施工的同时进行,要在拆除了运输辊道的矫直机本体土建施工基础坑上,设计安装既满足钢板生产运输和土建基础施工条件要求,又便于在矫直机本体部分整体安装时快速拆卸的临时辊道桥(见图2所示)作为替代辊道。
预矫直机本体部分的在线整体安装方式可采用推装或吊装两种方案,这两种方案均为先在轧线一侧的矫直机换辊部分土建基础上完成本体部分的整体预组装,再进行本体部分的整体在线安装。这样可以将本体部分的组装调试工作放在轧线以外进行,最大程度地减少设备的在线安装调试时间。
3预矫直机本体部分的在线整体推装
3.1 推装方案
利用矫直机的换辊液压缸作为推装动力,将在轧线一侧换辊部分土建基础上完成预组装的本体部分沿安装轨道整体推至轧线安装位置。
3.2 换辊液压缸的推力
活塞直径为∅250 mm,活塞杆直径为∅180 mm,活塞行程为9 100 mm,油缸工作压力为16 MPa(塞端),单缸推力F=78.5 t。
3.3 整体推装的摩擦力
由于装于矫直机本体部分内的辊系装配可在完成在线整体安装后再利用换辊装置快速装入本体,故此部分在预组装时可先暂以支撑件替代,这样可以减轻预组装本体部分重量,降低推装时的滑动摩擦力F1。
F1=P×μ=57t
式中,P是预组装本体在重力作用下产生的正压力,P=285t;μ是摩擦系数0.2。
F1≤F,推力F约为摩擦力F1的1.37倍,满足推装要求。
3.4 推进速度
推进速度是18m/min。
3.5 推装工具
换辊液压缸1件。作用:推装动力。
机架连接件1件。材料:焊接件。作用:连接液压缸铰接头与本体机架。
支撑件4件。材料:焊接件。作用:预组装时用来支撑弯辊梁,以替代辊系装配。
安装轨道2件。材料:焊接件,上表面垫有抛光的不锈钢板。作用:上表面抛光的不锈钢板作为推装滑动面,下表面与安装基础接触,在作为滑动轨道的同时也用作设备安装底座。
安装垫块4件。材料:Q345A。作用:设备预组装与设备推装到位时的安装垫块。
推装滑块4件。材料:基体Q345A,滑动面粘接TEFLON(特氟龙)材料强度15~17.5N/mm2。作用:推装时替换安装垫块作为滑动面;推装滑块用螺栓连接在机架四角处,滑动面上粘接TEFLON(特氟龙);具有耐高温(使用工作温度达250℃),高润滑(是固体材料中摩擦系数最低者,数值仅在0.05~0.15之间),不粘附(是固体材料中最小的表面张力,不粘附任何物质),高耐磨损性的优点。
液压千斤顶4件。每个液压千斤顶起重能力不低于100t。作用:用于在推装过程中更换安装垫块与滑块。
3.6 安装工艺
本体采用整体推装的安装工艺,见图3。
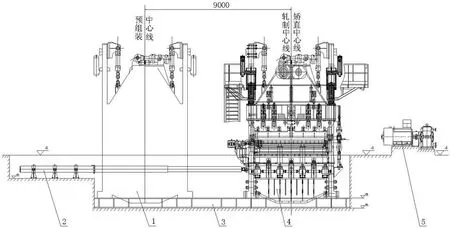
1—完成预组装的本体部分位置 2—作为推装动力的伸缩式换辊液压缸 3—安装轨道 4—完成整体推装的本体部分位置 5—主传动部分图3 本体部分的在线整体推装Figure 3 Online integral push mounting of proper
(1)在轧线上安装临时辊道桥,完成土建基础施工。
(2)在土建基础上完成安装轨道的调平固定。
(3)在安装轨道与预组装机架四角接触处放置安装垫块,完成矫直机本体部分的预组装。
(4)完成本体部分的机上液压管路冲洗循环,同时完成矫直机液压站及中间管路的冲洗循环。
(5)完成主传动设备及其润滑泵站、管路的安装,具备运行条件。
(6)完成换辊液压缸及其液压泵站、管路的安装,具备运行条件。
(7)连接换辊液压缸的铰接头与机架连接件。
(8)拆除临时辊道桥。
(9)利用液压千斤顶分别起升矫直机本体部分的两侧,起升高度大约3mm;将放置在机架四角处的安装垫块换出后,在同样位置换入推装滑块并用螺栓与机架连接紧固。
(10)在安装轨道的不锈钢板滑动面上涂满润滑脂。
(11)启动换辊液压缸,以18m/min的速度将矫直机本体部分推至矫直中心线与轧制中心线重合的安装位置。
(12)拆开液压缸铰接头与机架连接件,缩回缸杆,在此过程中为克服重力作用下造成的缸杆下挠,需辅以天车起吊。
(13)再次利用液压千斤顶分别起升矫直机本体部分的两侧,起升高度大约3mm;将连接在机架四角处的推装滑块换出后,在同样位置换入安装垫块并与机架底面贴合紧固。
(14)调整矫直机本体部分水平,紧固地脚螺栓;完成本体部分在线安装。
(15)在安装轨道上安装换辊架部分。
(16)启动辊缝调整液压缸,以便于将预组装时代替辊系的支撑件移出。
(17)安装万向接轴与接轴夹紧装置。
(18)启动换辊机构将辊系装配推入矫直机本体,连接工作辊轴头与万向接轴。
(19)完成现场安装。
4预矫直机本体部分的在线整体吊装
4.1 吊装方案
利用轧线已配备的起重天车,把在轧线一侧换辊部分土建基础上完成预组装的本体部分整体吊装至轧线安装位置;故需在矫直机本体机架的相应部位设计起重吊耳。
4.2 吊装工具
专用吊梁1件,起吊能力不低于300 t。作用: 保证本体部分的起吊平稳,受力均匀,无偏重倾斜。
液压千斤顶4件,每个起重能力不低于100 t。作用:吊装到位后对设备进行水平调整。
起重天车2台,单台起吊能力不低于200 t,起吊高度12 m。作用:吊装动力。
4.3 安装工艺
本体采用整体吊装的安装工艺,见图4。
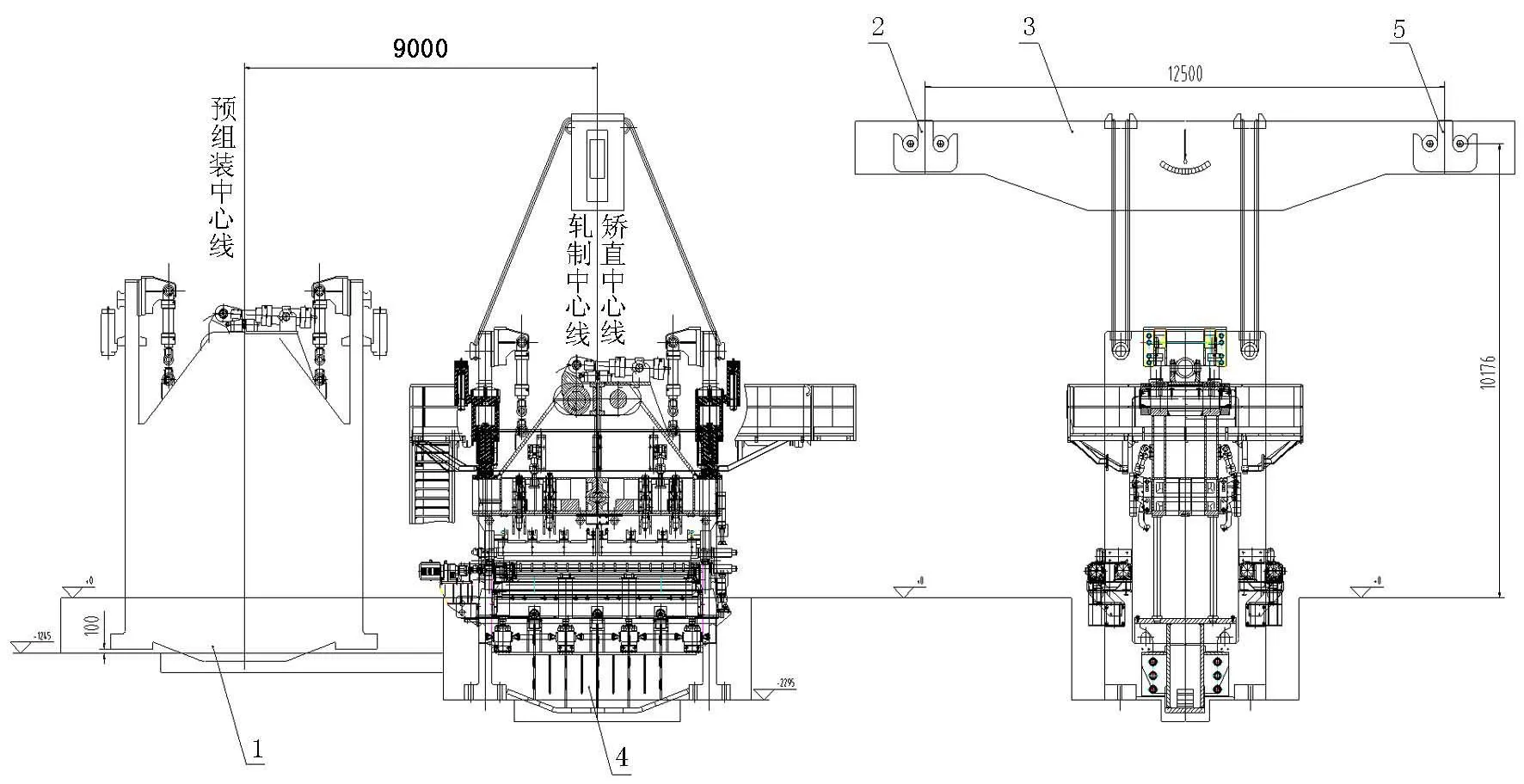
1—完成预组装的本体部分位置 2—1#200 t天车 3—300 t专用吊梁(自重30 t) 4—完成整体吊装的本体部分位置 5—2#200 t天车图4 本体部分的在线整体吊装Figure 4 Online integral lifting of proper
(1)在轧线上安装临时辊道桥,完成土建基础施工。
(2)在位于换辊侧的预组装土建基础上完成矫直机本体部分的预组装。
(3)完成本体部分的机上液压管路冲洗循环,同时完成矫直机液压站及中间管路的冲洗循环。
(4)完成主传动设备及其润滑泵站、管路的安装,具备运行条件。
(5)由两台200 t天车通过专用吊具将矫直机本体部分吊运至矫直中心线与轧制中心线重合的安装位置。
(6)调整矫直机本体部分水平,紧固地脚螺栓,完成本体部分在线安装。
(7)完成换辊架、换辊液压缸及其液压泵站、管路的安装,具备运行条件。
(8)启动辊缝调整液压缸,以便于将预组装时代替辊系的支撑件移出。
(9)安装万向接轴与接轴夹紧装置。
(10)启动换辊机构将辊系装配推入矫直机本体,连接工作辊轴头与万向接轴。
(11)完成现场安装。
5本体部分整体推装与整体吊装的技术特点
预矫直机本体部分整体推装与整体吊装的技术特点对比见表1。
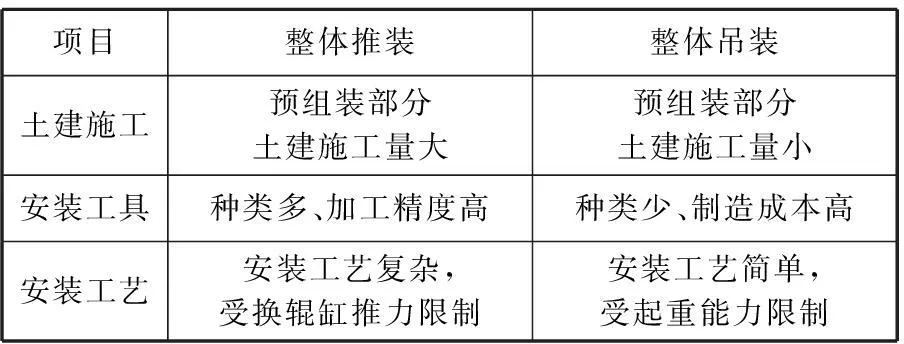
表1 技术特点对比Table 1 Comparison of technical characteristics
6结论
以上介绍的两种预矫直机本体部分的在线整体安装方案,均可压缩在线安装时间,保证生产线的连续运行。但在生产实际应用中,还应根据各安装施工单位自身的安装工艺水准、安装设备的性能特点和安装工人操作习惯的不同进行选择,在施工中优化相应的安装顺序与技术参数以达到预期的施工效果。
编辑傅冬梅
摘要:在已投产的宽厚板生产线上安装新增预矫直机,将会对全线的连续生产造成不同程度的影响。文章以压缩在线安装时间,保证生产线连续运行为前提,介绍了整体推装与整体吊装两种预矫直机本体的在线安装方案。
关键词:宽厚板;矫直机;在线整体安装
Online Integral Mounting of Prestraightener Proper Added to Wide and Thick Size Plate Production Line
Zhao Dong, Wu Qingjun
Abstract:Prestraightener added to wide and thick size production line in operation would lead to influence continuous production of the line differently. The paper has introduced two projects of integral push and integral lifting for prestraightener proper online mounting in terms of shortening online assembly time and ensuring continuous operation of production line.
Key words:wide and thick size plate; straightener; online integral mounting
收稿日期:2014—04—04
中图分类号:TG333.2+3
文献标志码:B