注塑车间远程监控系统的设计与应用
2015-03-01 11:34徐国忠高长水孙小伟李春
机械制造与自动化 2015年2期
徐国忠,高长水,孙小伟,李春
(1. 南京华格电汽塑业有限公司,江苏 南京 210014; 2. 南京航空航天大学 机电学院,江苏 南京 210016)


注塑车间远程监控系统的设计与应用
徐国忠1,高长水2,孙小伟2,李春2
(1. 南京华格电汽塑业有限公司,江苏 南京 210014; 2. 南京航空航天大学 机电学院,江苏 南京 210016)
摘要:国内现阶段注塑生产的分散性特点导致生产管理部门既不能实时地了解各台机器的生产状态,又没有足够的数据用以分析出现产品品质问题的原因。为了克服传统注塑生产的弊端,在对注塑生产过程进行分析的基础上,提出构建基于RS-485、Device-Net现场总线和工业以太网的注塑车间远程监控系统,给出了系统结构、控制过程以及软件实现方法。试验表明,该系统能够实现实时监控、数据采集以及生产任务分配等功能。
关键词:注塑机;远程监控;设计;工业以太网
0引言
人为监控机器运行状态、记录生产数据的管理模式已经不能满足规模化注塑生产的要求。多数注塑成型机的生产商开始关注注塑生产的集中管理,部分生产商甚至已经开始对在注塑车间组建局域网,建立新型注塑车间管理系统展开研究和应用[1]。然而对于多数已经存在的注塑成型机,其通信接口依然是不开放的,即使部分厂商开放了通信接口,其远程监控的方案也只是将各台机器的RS-232通信接口连入MODEM实现远程监控。这种方案通信不稳定,容易受到环境的干扰[2]。鉴于现场总线的发展,本文构建了基于RS-485、Device-Net现场总线和工业以太网的远程监控方案。该方案可以实时监控各台机器的生产状态,采集生产过程中的关键数据并实现局域网内数据共享,无纸化分配生产任务等功能。
1系统硬件设计
根据对生产过程和产品品质的分析,需要对每台注塑成型机的5个关键开关量以及温度、流量、压力等15个模拟量数据进行采集。分别选用欧姆龙DRT2-MD16开关量输入输出模块、DRT2-AD04模拟量输入模块、带ModBus-RTU通信功能的温湿度仪表构建底层数据采集网络。选用欧姆龙CJ1W-DRM21 Device-Net总线单元、CJ1W-SCU41-V1串行通信单元实现开关量模块、模拟量模块以及温湿度仪表与PLC的通信。PLC则选用内置EtherNet/IP端口的欧姆龙CJ2M-CPU35实现与工控机的以太网通信。另外选用欧姆龙NB7W触摸屏实现生产任务的接收和生产数据的上传。系统总体结构如图1所示。

图1 系统总体结构
2系统软件设计
系统采用上下位机结构,上位机采用面向对象的C++语言编制,可实现生产过程的异地实时监测,各机器生产任务的远程分配,与产品品质相关的生产数据的存储及调用;下位机采用梯形图编制,不仅可以对各仪表、PLC远程智能模块的数据进行采集和运算以供上位机读取,而且可以主动向上位机发起通信,上传生产数据、机器报警等信息。
2.1 模块设计
根据软件的功能,将软件分为以下4个模块:安全模块、生产过程监测模块、生产任务分配模块、数据处理模块。系统软件模块设计如图2所示。
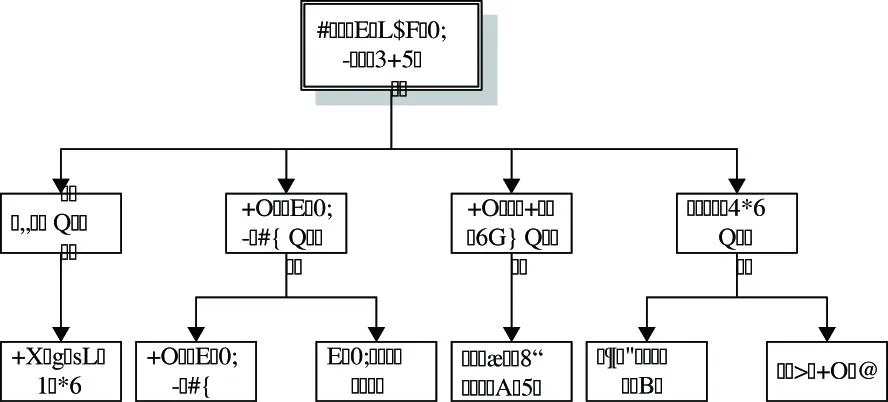
图2 系统软件模块设计
安全模块:实现用户登录验证、用户权限设置。
生产过程监测模块:实现生产数据、状态监测,并将相关生产数据、生产状态数值写入数据库。
生产任务分配模块:远程分配生产任务的相关工艺参数。
数据处理模块:查询每模产品的参数信息、生成相关报表。
2.2 系统主要功能实现方式
系统主要功能是由生产过程监测模块和生产任务分配模块实现的,实现流程如图3所示。

图3 系统主要功能实现流程图
3系统通信设计
3.1 Device-Net现场总线技术
Device-Net现场总线是基于CAN技术的分布式、开放型高性能通信网络。分布式结构使得设备之间以一根电缆相互连接和通信,减少了配线和安装的时间。Device-Net技术的规范和协议都是开放的,其开放型特征提供了部件间的互换性和即插即用的功能 。另外总线技术提供了硬件I/O接口很难实现的设备级诊断功能[3]。
本课题鉴于生产现场需要监测的开关量信号和模拟量信号位置分散,配线不便,选用欧姆龙Device-Net总线单元和远程智能模块实现数据的采集。为了避免长线信号传输时的信号反射和回波,在总线两端接入终端电阻。
3.2 协议宏
系统中温度、湿度数据的采集是通过带RS-485通信功能的智能仪表完成的。因为各智能仪表采用的通信协议不同,所以一个RS-485串行接口不能同时与多个仪表实现数据交换。幸而欧姆龙PLC提供了协议宏通信功能,其实现方法是在协议宏支持软件CX-Protocol中根据不同仪表的串行通信协议规范编辑通信序列,然后在PLC梯形图中由PMCR指令调用通信序列即可实现一个RS-485串行通信接口与多个智能仪表之间的数据交换[4,5]。
3.3 工控机与PLC之间的以太网通信
由于注塑车间机台位置分散、电磁干扰强,而且信息传输距离远。因此,在工控机和PLC之间选用工业以太网通信,借助于VC++6.0开发环境中的WinSock控件实现网络通信[6,7]。
3.3.1生产任务分配程序设计
生产任务的分配是指上位机将产品的工艺参数写入PLC数据区,然后由触摸屏解码并显示的过程。产品的名称及工艺参数包含汉字字符,而欧姆龙PLC与上位机通信协议规定其间的通信报文是由十六进制字符构成的[8],因此,需要将汉字转换成unicode字符集中与之对应的十六进制字符。这里调用Windows的API函数MultiByteToWideChar将汉字字符转换为unicode字符[9],然后在触摸屏上以unicode格式解码即可实现工艺参数的显示。部分程序实例如下:
int CTaskDisDlg::s2u(const char *pSrc, BYTE *pDst)
{WCHAR wchr[ 4096 ];
intnDstLen=::MultiByteToWideChar(CP_ACP, 0, pSrc, -1, wchr, nDstLen);
if (nDstLen>0)
{For (int i = 0; i < nDstLen ; i++ )
{ /*取高位放在第一个BYTE*/
*(pDst++)=HIBYTE (wchr[i]);
/*取低位放在下一个BYTE*/
*(pDst++)=LOBYTE (wchr[i]);
}
}
else
{ ……
} return nDstLen;
}
3.3.2数据发送程序设计
首先添加一个WinSock控件m_client,分别设置通信协议、本地端口号、PLC端口号、PLC的IP;然后定义两个VARIANT型变量存放本地IP和端口信息,调用控件的bind函数绑定本地IP和端口;最后定义一个字节数组存放命令帧,由于网络环境中数组不可以直接传递,因此借助于一个SAFEARRAY型变量将数组封装成VARIANT型变量,再调用控件的SendData函数发送命令。部分程序实例如下:
m_client.SetProtocol(1); //1=UDP;0=TCP
……
VARIANTvtLocalPort,vtLocalIP;
……
m_client.Bind(vtLocalPort,vtLocalIP);
BYTE send_data_buf[2048];
……
SAFEARRAY *psa;
psa=SafeArrayCreate(VT_UI1,1,rgsabound);
long len;
for (len=0; len SafeArrayPutElement (psa, &len, &send_data_buf [len]); VARIANT send_var; send_var.vt =VT_ARRAY|VT_UI1; send_var.parray =psa; m_client.SendData (send_var) 3.3.3数据接收程序设计 数据的接收在OnDataArrivalWinsock函数中完成。首先调用WinSock控件的GetData函数将接收到的十六进制数写入一个VARINT型变量;然后定义一个SAFEARRAY型指针变量指向VARIANT型变量;最后通过SAFEARRAY型指针将接收到的数据逐个字节写入数组。部分程序实例如下: VoidCPlant_MonitorDlg::OnDataArrivalWinsock(long bytesTotal) {VARIANT recv_var; SAFEARRAY *psa_recv; …… m_client.GetData(&recv_var,Vtype,Maxlen);//接收数据包 psa_recv=recv_var.parray; BYTE recv_data_buf [2048]; long len; for (len=0; len< bytesTotal; len++) SafeArrayGetElement (psa_recv, &len, &recv_data_buf [len]); //数据存入接收数组 } 4软件介绍 软件界面分为4个部分:1) 车间所有机器工况显示部分,根据各台机器的当前工况是正常生产、停机、维修分别显示绿色、红色、黄色;2) 任务分配部分,实现生产任务工艺参数的分配;3) 相关历史数据、报表查询部分,可供查询历史数据、已完成生产任务的报表等;4) 网络连接监测部分,实时监测上位机与PLC的网络连接情况。系统主界面如图4所示。 图4 系统主界面 5结语 设计的注塑车间远程监控系统具有一定的扩展和适应能力。试验表明,该系统可以实时监控生产过程并且可以为产品品质分析提供足够的数据,能够满足大部分注塑车间生产管理的要求。数据处理模块为设备和产品诊断模块的设计与应用奠定了基础。 参考文献: [1] 叶立永. 基于OPC的注塑机监控系统的研究与实现[D]. 北京:北京化工大学,2013. [2] 符晗,刘电霆,覃嘉恒. 基于CAN总线与以太网的注塑机远程监控系统[J]. 机械制造与自动化,2008,37(1):116-121. [3] 徐东明,章锦雷,郑堤,等. 基于PROFIBUS注塑车间分布式监控系统的研究[J]. 宁波大学学报(理工版),2007,20(2):189-192. [4] 杨艳,徐世许,王伟. 使用协议宏实现欧姆龙PLC与三菱PLC的通信[J]. 自动化仪表,2009,30(6):17-19 . [5] 武亚奇. 基于MODBUS协议宏通信的分布式功能系统的研究和实现[D]. 上海:上海交通大学,2008. [6] 曹拥华,何和智,梁勇. 基于以太网的注塑机远程监控系统[J]. 现代塑料加工应用,2006,18(3):56-58. [7] 赵芙生,陈小虎,张小敏. 利用Winsock控件实现变电站之间的网络通信[J]. 南京工程学院学报(自然科学版),2007,5(1):15-18. [8] 徐世许,朱妙其,王毓顺. 可编程程序控制器:原理·应用·网络[M]. 2版.合肥:中国科学技术大学出版社,2008:383-388. [9] 王聪,赵鹏飞,刘宇,等. 利用VC++实现汉字转换unicode码的技术研究[J]. 现代商贸工业,2009,(10):264-265. [10] 孙鑫,余安萍. VC++深入详解[M]. 北京:电子工业出版社,2006:546-555. Design and Application of Remote Monitoring System for Molding Injection Plant XU Guo-zhong1, GAO Chang-shui2, SUN Xiao-wei2, LI Chun2 (1. Nanjing Huage Electronics& Automobile Plastic Industry Co., Ltd.,Nanjing 210014,China; College of Mechanical and Electrical Engineering, 2. Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China) Abstract:At this stage, due to the independence of all machines in the molding injection plant, the department of production management neither monitors the state of the machine in real time nor analyses the quality problem with enough datum which are closely related with the producing process. In order to overcome these disadvantages, this paper proposes to establish the remote monitoring system, based on RS-485,Device-Net,Industial Ethernet for molding injection plant and gives out the system structure, control flow and implement method with VC++.The experiment indicates the functions of real-time monitoring, data acquisition, task distribution can be achieved successfully. Keywords:molding injection machine; remote monitoring; design; industrial ethernet 中图分类号:TP277.2 文献标志码:B 文章编号:1671-5276(2015)02-0206-03 作者简介:徐国忠(1970-),男,江苏宜兴人,高级工程师,学士,研究领域:机电一体化/工业自动化。 收稿日期:2014-08-30
猜你喜欢
装备制造技术(2020年3期)2020-12-25
制造技术与机床(2019年6期)2019-06-25
艺术启蒙(2018年7期)2018-08-23
海峡姐妹(2017年7期)2017-07-31
Coco薇(2017年5期)2017-06-05
中国科技纵横(2016年20期)2016-12-28
电脑知识与技术(2016年27期)2016-12-15
软件导刊(2016年9期)2016-11-07
软件导刊(2016年9期)2016-11-07
中国塑料(2015年11期)2015-10-14