反应条件对Ni-HPW/Al2O3催化剂加氢裂化性能的影响
2015-03-09 07:21邓清莲
集美大学学报(自然科学版) 2015年2期
关键词:加氢裂化
邓清莲,邱 波
(1.集美大学食品与生物工程学院,福建 厦门 361021;2.厦门大学化学化工学院,福建 厦门 361005)
反应条件对Ni-HPW/Al2O3催化剂加氢裂化性能的影响
邓清莲1,邱波2
(1.集美大学食品与生物工程学院,福建 厦门 361021;2.厦门大学化学化工学院,福建 厦门 361005)
[摘要]考察了温度、压力、氢油比和原料液体空速等对Ni-HPW/Al2O3催化剂上正癸烷加氢裂化反应活性及产物分布的影响,通过优化催化剂最适宜的反应工艺,增加中间馏分油收率.结果表明,Ni-HPW/Al2O3催化剂适宜的反应条件为:反应温度350 ℃,反应压力2 MPa,液体空速2.0 h-1,氢油体积比3000.在此条件下,正癸烷转化率为52%,C5+选择性为67%.
[关键词]加氢裂化;杂多酸;正癸烷;反应条件;反应机理
0引言
加氢裂化技术是重油深度加工的工艺手段之一,也是唯一能在原料轻质化的同时直接生产优质清洁中间馏分油和优质化工原料的重要技术[1-2].加氢裂化催化剂是具有裂化和加氢两种作用的双功能催化剂,其加氢功能通常由钨、钼、镍、钴金属组分或铂、钯贵金属组分提供,裂化功能由具有酸性的载体材料(通常为无定形硅酸铝、氧化铝、分子筛或其组合)提供[3-5].目前工业上加氢裂化有单段(串联)工艺和两段工艺过程.两段工艺过程设置两个反应器,第一反应器为加氢处理反应器,第二反应器为加氢裂化反应器.由于第一反应器将有害物质尽量脱除,并在进第二反应器前将生成的硫化氢及氨分离出来,因此第二反应器催化剂可以采用高效的分子筛负载的贵金属催化剂.与单段(串联)工艺相比,两段工艺过程的优点是:液体总收率高,氢气耗量相对要低;产品质量更高,特别是产品中芳烃含量非常低;可以加工质量更重、品质更次的原料.缺点是流程相对复杂、基建投资、催化剂投资、操作成本相对较高[6].但随着环保法规的逐渐严格,对石油产品杂质含量提出更苛刻的要求(低硫、低芳烃),加上重油的劣质化,市场对两段加氢裂化工艺将有更多的需求,因此,如何降低贵金属催化剂的成本和提高还原态催化剂的抗硫、抗氮能力成为热点研究问题之一.
杂多酸及其盐类化合物以其独特的酸性、“准液相”行为、多功能(酸、氧化、光电催化)、性质易调变等优点在催化研究领域中应用广泛.而且在加氢裂化二段工艺过程中,第二反应器的温度和压力较低,可以避免杂多酸因高温分解.本课题组前期工作表明[7-9],以磷钨酸作为酸性组分,镍为金属组分,氧化铝为载体制备的Ni-HPW/Al2O3新型加氢裂化催化剂在正癸烷加氢裂化反应中表现出良好的催化活性.如一次产物选择性高、抗硫和抗氮性能好、不需预硫化处理等,可以取代贵金属催化剂应用于加氢裂化二段工艺过程.本文进一步考察了反应条件如温度、压力、氢油比和原料液体空速等对Ni-HPW/Al2O3催化剂上正癸烷加氢裂化反应活性及产物分布的影响,通过优化催化剂最适宜的反应工艺,达到增加中间馏分油收率的目的.
1实验方法
1.1 催化剂制备
Ni-HPW/Al2O3催化剂以γ-Al2O3为载体采用分布浸渍法制备.首先将一定量的硝酸镍溶液浸渍γ-Al2O312 h,然后升温至80 ℃磁力搅拌至烘干,将干燥后的样品在马弗炉中以5 ℃/min的升温速率升温至400 ℃焙烧3 h;然后再浸渍一定量的磷钨酸溶液12 h,于烘箱中120 ℃烘干过夜.
1.2 催化剂的活性评价
催化剂的活性评价在固定床高压微型反应器上进行.不锈钢反应器长120 cm,内管内套一支直径为8 mm的玻璃管.采用添加一定量的噻吩与吡啶的正癸烷作为原料进行活性评价,用双柱塞微型计量泵计量液态原料的流量,催化剂用量0.50 g (40~60目),反应前通入氢气并升至所需反应压力,然后升温至400 ℃在氢气中还原1 h,还原结束后将温度调至加氢裂化反应所需温度,稳定后切入反应原料.在配有氢焰检测器(FID)的上海海欣GC-950气相色谱仪上进行产物在线分析.FID的色谱分析条件:色谱柱为OV-101毛细管柱(3 m);载气为高纯氮;载气流量为25 mL·min-1;柱温以10 ℃/min速率程序升温,从50 ℃升至160 ℃,并保持20 min.气化室和检测器温度为180 ℃.
加氢裂化反应转化率和反应产物的选择性采用内部归一法进行计算.
反应物正癸烷转化率的计算式如下:Conversion(xA)=(nAO-nA)/nAO=(fAAAO-fAAA)/fAAAO.
式中:fA为正癸烷的质量校正因子;AAO和AA分别为对应于反应前后正癸烷色谱峰面积.

2结果与讨论
2.1 金属含量对催化性能的影响
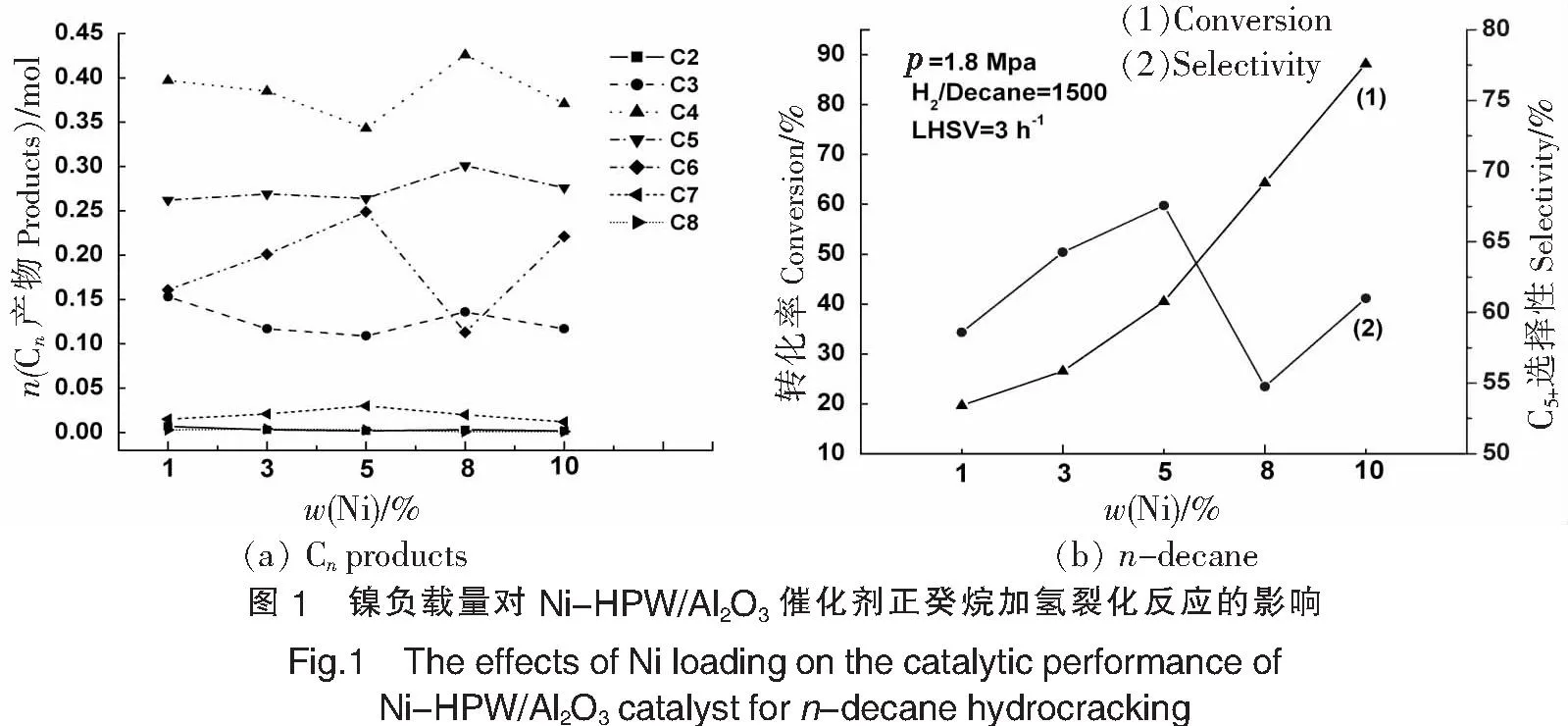
考察了催化剂中金属镍含量对Ni-HPW/Al2O3催化剂正癸烷加氢裂化性能的影响,结果见图1.由图1可见,随着金属镍含量逐渐增加,正癸烷转化率逐渐增大,说明金属镍含量的提高有利于加氢裂化进行.但C5+选择性则是随着金属镍含量从1%提高至5%,由34%增加至60%,之后则随着金属镍含量进一步增大而明显降低.当金属镍质量分数为5%时,C5+选择性最佳.
2.2 酸含量对催化性能的影响
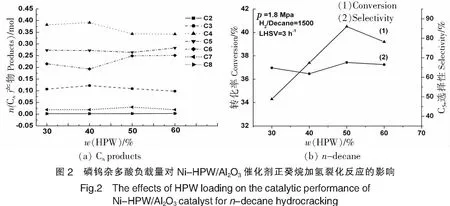
Ni-HPW/Al2O3催化剂中磷钨酸含量对正癸烷加氢裂化性能的影响见图2.由图2可见,随Ni-HPW/Al2O3催化剂中磷钨酸含量逐渐增加,正癸烷转化率先增加后降低,而C5+选择性基本不变,保持在37%左右.当磷钨酸质量分数为50%时,催化剂表现出较好的加氢裂化性能,正癸烷转化率为41%,C5+选择性为37%.
2.3 温度对催化性能的影响
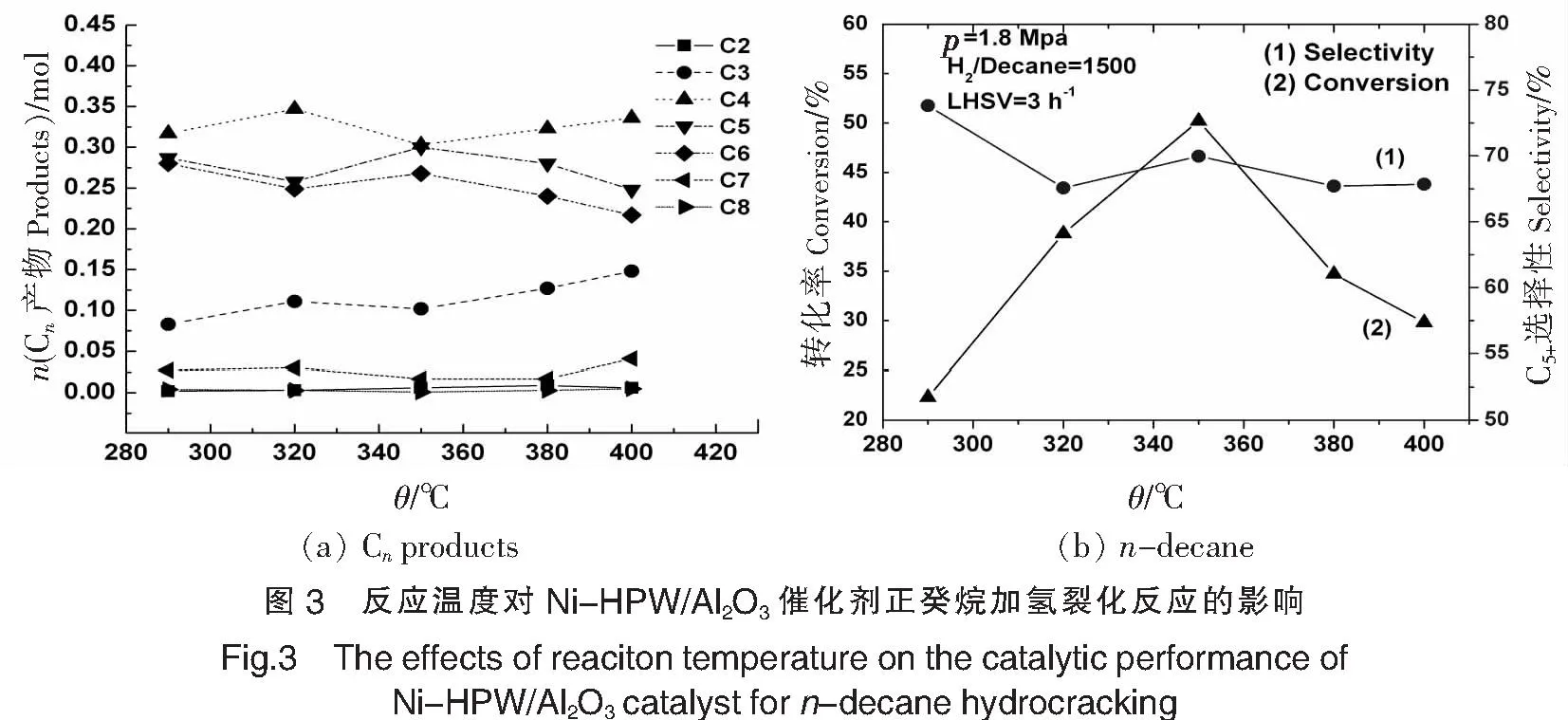
在上述研究基础上,选择Ni质量分数为5%,磷钨酸质量分数为50%的Ni-HPW/Al2O3催化剂,在压力为1.8 MPa,H2/Decane比为1500,液体空速为3 h-1的反应条件时,进一步考察了反应温度对该催化剂加氢裂化性能的影响,结果见图3.图3表明,反应温度对催化剂加氢裂化性能影响较大,随着反应温度由290 ℃升至400 ℃,正癸烷转化率先升高后降低,当反应温度为350 ℃时,转化率最高,达51%.而C5+选择性则随着温度升高呈现先降低而后趋于稳定,当反应温度为350 ℃时C5+选择性为45%.这是因为加氢裂化反应是放热反应,反应温度过高,不利于加氢裂化进行,且加剧裂化反应及二次裂解反应的发生,降低产品收率,同时导致催化剂积炭,反应器床层压差上升速度加快;而反应温度过低会导致加氢裂化反应速度减慢,达不到所要求的转化率[10].
2.4 压力对催化性能的影响
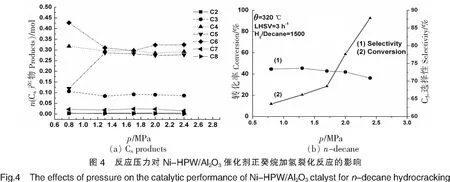
图4为Ni-HPW/Al2O3催化剂在不同压力下正癸烷转化率和C5+选择性,由图4可见,随着反应压力增大,正癸烷转化率显著提高.但C5+选择性呈下降趋势.当反应压力为2 MPa时,Ni-HPW/Al2O3催化剂表现出较好的加氢裂化性能,正癸烷转化率为62%, C5+选择性为41%.
2.5 液体空速对催化性能的影响
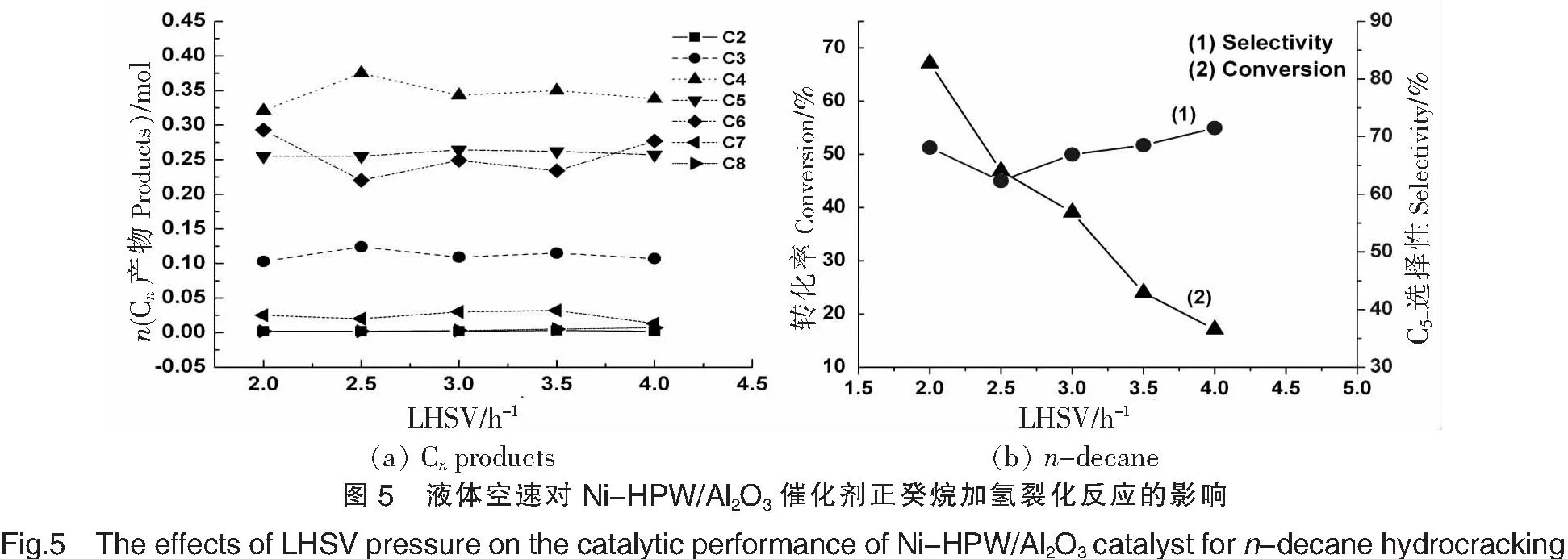
正癸烷空速对C5+选择性的影响也有正反两方面:一方面,空速的增大将使氢气分压变小,导致加氢能力降低,从而造成C5+选择性下降;另一方面,空速提高,物料停留时间缩短,不利于二次裂解反应发生,从而使C5+选择性提高.图5为不同液体空速下Ni-HPW/Al2O3催化剂上正癸烷转化率和C5+选择性的变化图.可见,当液体空速增大时,正癸烷转化率明显下降,正癸烷转化率由液体空速为2.0 h-1时的69%下降至空速为4.0 h-1的18%.而空速变化对C5+选择性影响较为复杂,当空速由2.0 h-1增大至2.5 h-1,C5+选择性由52%下降至46%,之后随着空速进一步增大,C5+选择性逐渐增加.因此,液体空速选择2.0 h-1时,Ni-HPW/Al2O3催化剂表现出较好的催化性能.
2.6 氢油比对催化性能的影响
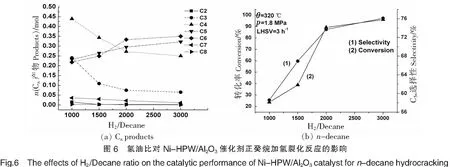
氢油比对Ni-HPW/Al2O3催化剂加氢裂化性能的影响见图6.由图6可见,随着氢油比由1000升至2000,正癸烷转化率和C5+选择性显著增大,正癸烷转化率由24%增大至88%,而C5+选择性由26%增加至87%,之后随着氢油比进一步增至3000,正癸烷转化率和C5+选择性略有增加.一般而言,氢油比提高表明氢分压增大,有利于抑制积碳生成和降低催化剂床层升温;但过高氢油比,则催化剂与反应物接触时间较短,降低反应速度.由此可见,选择氢油比为2000进行反应比较合适.
3结论
当Ni质量分数为5%,磷钨酸质量分数为50%时,Ni-HPW/Al2O3催化剂表现出较好的正癸烷加氢裂化催化性能,适宜的反应条件为:反应温度350 ℃,反应压力2 MPa,液体空速2.0 h-1,氢油体积比3000.
[参考文献]
[1]罗玉婵,陈烨.国外馏分油加氢裂化技术发展研究[J].化工管理,2014,15:88-89.
[2]关明华,胡永康.馏分油加氢裂化技术开发和工业应用[J].化工科技,2000,8(2):54-59.
[3]王东青,孙发民,马守涛,等.新型复合分子筛加氢裂化催化剂的研制及性能评价[J].东北石油大学学报,2014,38(1):97-101.
[4]EOM H J,LEE D W,KIM S,et al.Hydrocracking of extra-heavy oil using Cs-exchanged phosphotungstic acid (CsxH3-xPW12O40,x=1-3) catalysts[J].Fuel,2014,126:263-270.
[5]JAROSZEWSK K,MASALSKA A,MAREK D,et al.Effect of support composition on the activity of Pt and PtMo catalysts in the conversion of n-hexadecane[J].Catal Today,2014,223:76-86.
[6]黄风林.渣油深加工的组合工艺[J].石油与天然气化工,2000,29(2):68-71.
[7]QIU B,YI X D,LIN L,et al.Influence of the incorporation of cobalt on non-sulfided Ni-H3PW12O40/SiO2hydrocracking catalysts[J].Catal Commun,2009,10:1296-1299.
[8]QIU B,YI X D,LIN L,et al.The hydrocracking ofn-decane over bifunctional Ni-H3PW12O40/SiO2catalysts[J].Catal Today,2008,131:464- 471.
[9]金浩,孙晓丹,董澍,等.Cs取代对Ni-H3PW12O40/SiO2催化剂结构性质和催化性能的影响[J]. 物理化学学报,2014,30(3):527-534.
[10]梁志刚,尹光龙,李楠.关于加氢裂化技术影响因素的讨论[J].化工管理,2014,15:101-103.
(责任编辑马建华英文审校曹敏杰)
The Influence of Reaction Conditions on the Catalytic Performance ofNi-HPW/Al2O3Catalyst forn-decane HydrocrackingDENG Qing-lian1,QIU Bo2
(1.College of Food and Biological Engineering,Jimei University,Xiamen 361021,China;
2.College of Chemistry and Chemical Engineering,Xiamen University,Xiamen 361005,China)
Abstract:The influence of reaction temperature,pressure,LHSV,and H2/decane ratio on the distribution of hydrocracking products over the Ni-HPW/Al2O3for n-decane hydrocracking was investigated.The middle distillate yield was increased by optimizing the appropriate reaction process of catalyst.The best catalytic performance is displayed by the reduced Ni-50%H3PW12O40/Al2O3catalyst,giving a decane conversion 52% and C5+selectivity 67% under the following experimental conditions:temperature of reaction 350 ℃;H2/decane volume ratio of 3000;total pressure of 2 MPa and the LHSV=2 h-1.
Key words:hydrocracking;heteropoly acids;n-decane;reaction condition;reaction mechanism
[文献标志码]A
[中图分类号]O 643.36
[文章编号]1007-7405(2015)02-0105-05
[作者简介]邓清莲(1964—),女,高级实验师,从事无机和有机分析等研究.
[基金项目]福建省教育厅科研项目(JB12139)
[收稿日期]2014-03-26[修回日期]2014-06-16
猜你喜欢
中国特种设备安全(2021年5期)2021-11-06
石油炼制与化工(2017年5期)2017-04-06
化工管理(2017年21期)2017-03-04
设备管理与维修(2016年6期)2016-03-16
石油炼制与化工(2014年7期)2014-09-07
石油炼制与化工(2014年12期)2014-09-06
山东工业技术(2014年19期)2014-08-15
化工管理(2014年15期)2014-08-15
化工进展(2013年10期)2013-10-11
中国石油石化(2013年4期)2013-08-15