陕西省某钼矿可选性试验研究
2015-03-10 15:24王国栋张国霞
中国钼业 2015年2期
王国栋,曹 亮,张国霞
(西北有色金属研究院,陕西 西安 710016)
1 钼精矿中铅的危害及钼铅分离研究现状
1.1 钼精矿中铅的危害
在钼精矿中,铅作为一种杂质,含量越低越好。但是,方铅矿往往与辉钼矿共生,方铅矿也属于易浮矿物,在选钼时,在粗精矿中,铅也得到富集。据测定,有30%左右的铅进入粗精矿中,使粗精矿中铅的品位比原矿中的品位提高了几倍至几十倍。
钼精矿含铅高导致连锁的环境污染。在炼钢温度下,氧化钼中的铅可能转化为黄丹和铅丹等有毒气体,污染生态环境且影响人体健康,铅氧化物不但属剧毒,且易在人体中积累。这样要花大量的投资进行环境监控与环境保护[1]。
用高铅氧化钼炼制钼铁时,铅也污染环境。在我国大多数钼铁厂忽视高铅的存在。美国生产的60 钼铁,按ASTM A32-76 标准,钼铁中含铅不大于0.001%,对钼铁中的含铅量的要求比铜、磷等有害元素的要求更加苛刻[1]。
因此,近几年来,许多工业发达国家炼钢所用的工业氧化钼含铅不大于0.050%,目前高铅氧化钼难以出口,按工业氧化钼与钼精矿的焙烧比可换算出,选矿厂生产的钼精矿含铅不大于0.040%。由于环境保护要求日益苛刻,可以预期,未来冶炼对氧化钼含铅量要求可能再降低,这也将是必然趋势[1]。
不考虑环境因素,铅含量高可能导致钢的性能下降。在深加工过程中,钼和铅的氧化物生成难溶的钼酸铅而降低钼的回收率,且电器、航空航天、化工所需要的纯钼原件要再次降铅需要大量的工作,否则直接影响该产品的质量[2]。
1.2 钼铅分离研究现状
国外对钼精矿降铅主要采用精矿再磨、铅矿物抑制剂抑铅浮钼、盐酸浸出等途径。国外钼矿多采用钼精矿多次再磨,使得铅矿物完全达到单体解离,实现了有效降铅,但其生产成本较高。智利采用两段再磨-加温浮选工艺,达到了钼精矿降铅目的。
钼铅分离主要采用重铬酸钾、硫化钠和磷诺克斯等作为方铅矿的有效抑制剂。重铬酸钾对方铅矿的抑制作用很强,方铅矿一旦被抑制,就难以活化[3]。此外,因为环境与生态问题,国内外纷纷研究取代有致癌作用的高价铬离子污染的重铬酸盐法。大量的硫化钠对方铅矿有极好的抑制效果,但用量太大,造成生产成本高。目前世界上大型铜钼选厂有30%采用磷诺克斯药剂抑制铅,作业十分稳定[1]。但使用磷诺克斯时,其气味十分刺鼻,使得选矿厂工人工作条件极差,需采用全密闭的浮选机进行浮选。
近几年国内对于降低钼精矿中铅含量的技术研究有很多相关报导,并且针对不同的矿石进行了相关试验,取得了一定的进展,但是很多研究只停留在实验室研究阶段。
杨金林等针对某高铅、低品位钼精矿,采用加活性炭脱药和再磨浮选后,钼精矿中铅质量分数仍达不到0.3%以下的质量标准,故采用氯化酸浸法降铅,最终使钼精矿中钼品位达到53.8%,铅品位降到0.2%[4]。
王漪靖分析了金堆城钼精矿含铅高的原因是:原矿含铅高;精选作业铅抑制剂用量不足;钼精选油药污染严重;旋流器分级效果差,方铅矿与辉钼矿过磨等。提出了降铅的对策和措施:强化再磨分级管理,提高旋流器分级效率;改变磷诺克斯配比及添加制度;严格工艺纪律,强化正规操作[5]。
张文钲认为粗精矿两段再磨再选并使用磷诺克斯抑制方铅矿、黄铜矿、黄铁矿是提高钼精矿质量与钼精矿降铅的有效途径[1]。
雷明等对金堆城钼精矿采用氯盐浸出法降铅,完成了扩大试验,共浸出6 次,使用精矿1.409 t,浸液用盐酸和三氯化铁,温度70~90 ℃,pH=0.2~0.5,时间1 h。可使钼精矿中铅由0.096%降低到0.018 5%,超过了德国公司提出的标准Pb<0.05%的要求,钼的品位由52.2%提高到53.87%[2]。
2 矿石性质研究
针对委托方提供的矿石样品,经破碎至试验用粒度后,充分混匀用作试验用。按规范取样进行化学分析及物相分析。分析结果见表1、表2。由表1化学多元素分析结果可知,该矿石属于高品位钼矿石。该矿石中铅、硫、铁等元素均有回收价值,金、银等其他金属品位较低,不具有综合回收价值。由表2 钼矿物物相分析结果可知,该矿石中钼以硫化矿物为主。

表1 化学多元素分析结果 %
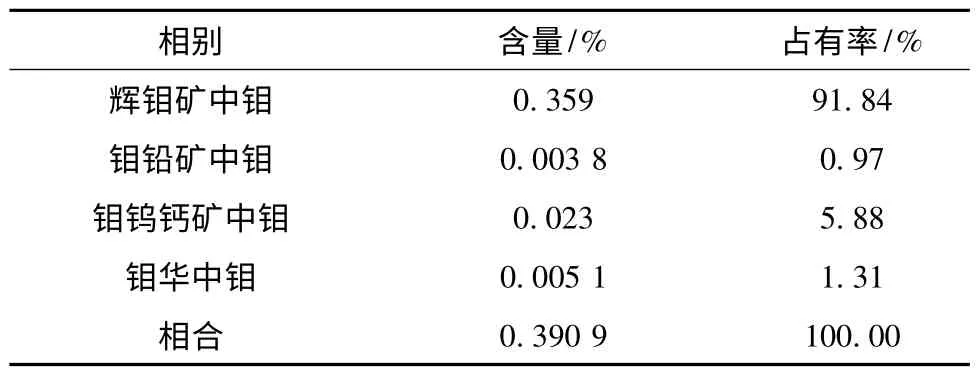
表2 钼物相分析结果
对矿石进行X-射线衍射分析及岩矿鉴定分析,主要矿石矿物及其含量为:辉钼矿1.1%、磁铁矿7.6%、方铅矿1.1%、黄铁矿3.9%、黄铜矿0.20%、赤铁矿7.9%,合计21.8%。有脉石矿物及其含量为:斜长石29.4%、钾长石16.7%,石英10.6%、白云母5.5%、碳酸盐14.2%、绿泥石1.5%,合计78.2%。其中可选矿石矿物为辉钼矿、方铅矿、磁铁矿、黄铁矿。
3 可选性试验研究
由于矿石中钼、铅、硫、铁均具有综合价值,且钼、铅品位较高,通过矿石可选性试验研究,确定该矿石适于采用钼铅优先混合浮选——钼、铅分离,尾矿选硫,浮硫尾矿磁选铁的工艺流程。最佳工艺条件及工艺流程见图1。
3.1 磨矿细度条件试验
为确定钼、铅优先混合最佳粗选磨矿细度,进行磨矿细度条件试验,试验采用一次粗选工艺流程,试验结果见表3。由表3 试验数据分析可知,随磨矿细度增加,粗精矿钼品位降低,钼金属回收率增加,对磨矿细度为-0.074 mm 65%时,粗精矿钼品位及钼金属回收率达到最佳值。
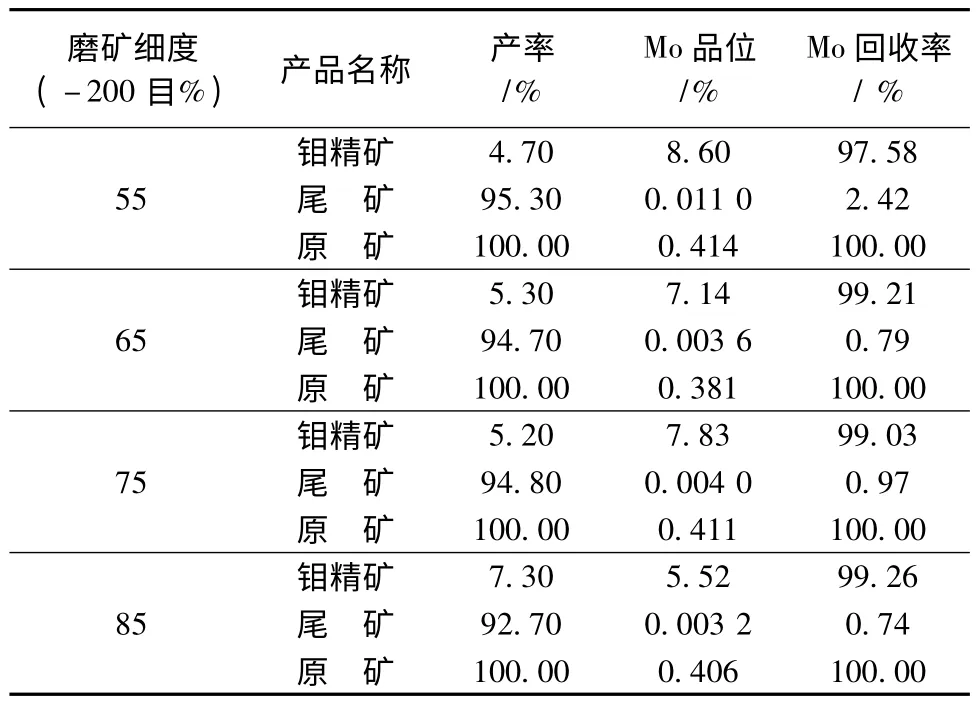
表3 粗选磨矿细度条件试验结果

图1 混合浮选闭路试验工艺流程
3.2 粗选铅抑制剂种类试验研究
由于原矿中钼、铅品位均较高,需在优先混合浮选粗选段即添加铅、硫等矿物抑制剂,以保证最终钼精矿中铅等杂质含量不超标。采用一次粗选工艺进行粗选抑制剂种类探索实验。实验中分别对比石灰、硅酸钠、硫化钠、巯基乙酸钠等药剂单独使用与组合使用对粗精矿中铅抑制效果。试验结果见表4。
由表4 试验数据可知,采用硫化钠与硅酸钠组合药剂对矿石中铅矿物抑制效果最佳,本次试验采用硫化钠与硅酸钠组合药剂作为粗选铅抑制剂。
3.3 粗选精矿再磨探索试验
由于粗选磨矿细度确定为-0.074 mm 65%,粗选精矿钼、铅等金属矿物难以实现单体解离,不利于后续精选作业钼、铅浮选分离,进行粗选精矿再磨探索试验。试验结果见表5。
由表5 试验数据分析可知,当再磨细度达到-0.045 mm 70%左右时,钼精矿品位可达45%以上,钼精矿中铅含量可低至0.082% 以下。再磨可使钼、铅实现有效分离。
3.4 钼铅扫选尾矿综合回收
钼铅混浮粗选尾矿经一次扫选后,加硫酸调整pH 值至4~5,使用乙基黄药作为捕收剂浮选硫,选硫工艺采用1 粗1 精1 扫工艺,可获得硫品位为32.55%的硫精矿,硫回收率57.81%。
对浮硫尾矿磁选回收磁铁矿,经过1 粗1 精工艺,可获得品位为60.45% 的铁精矿,铁回收率47.99%。
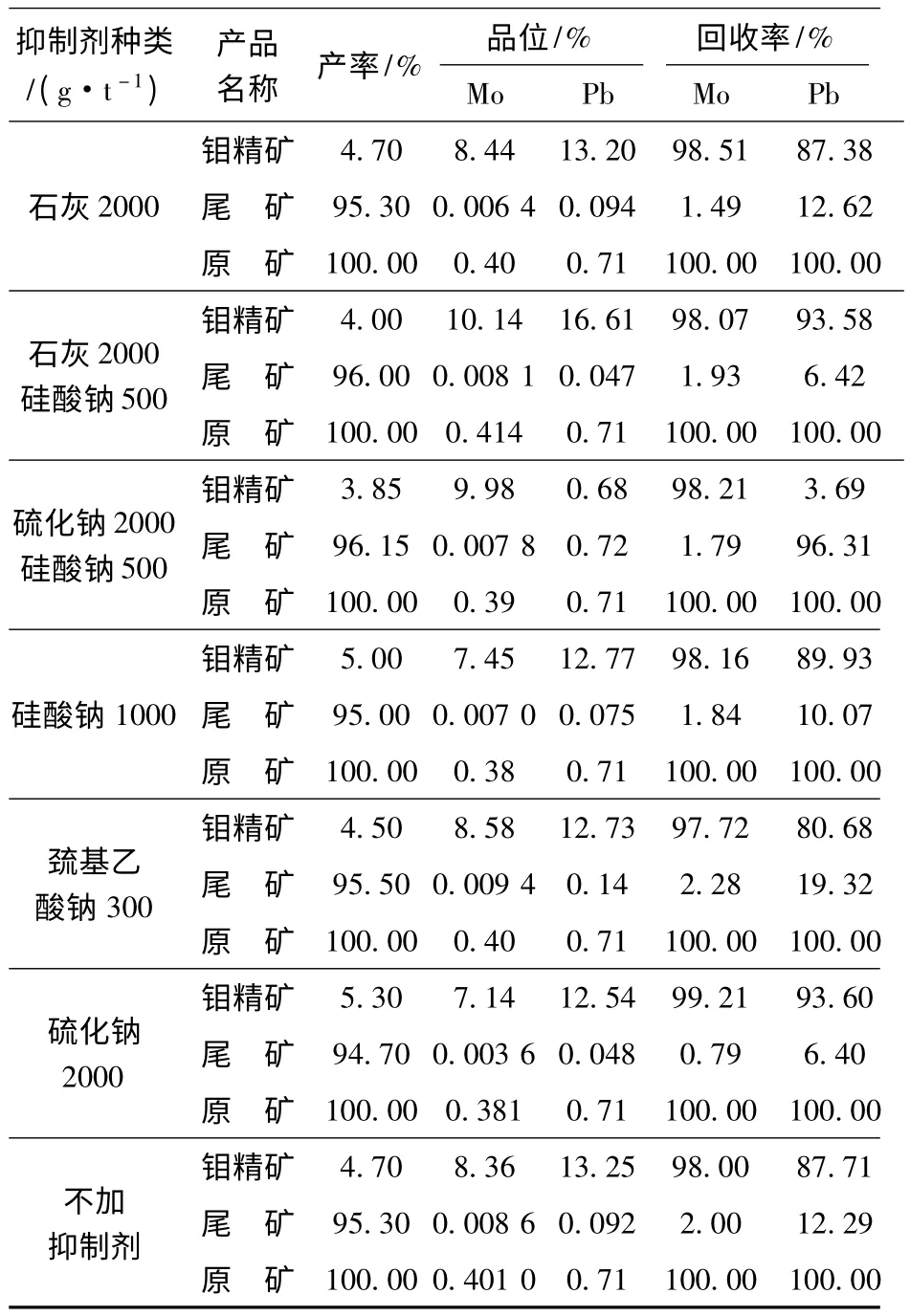
表4 粗选铅抑制剂种类探索试验结果

表5 粗选精矿再磨探索试验结果
4 结语
(1)陕西某钼矿矿石属于高品位多金属钼矿石,其中钼品位0.39%,铅品位0.71%,硫品位1.90%,铁品位7.23%。矿石中主要矿物除磁铁矿外,均为硫化矿,均具有较好的可浮性,有利于综合回收。
(2)针对矿石的性质及钼、铅两种矿物的伴生关系及可浮性好等特点,采用粗磨-钼铅优先混浮-再磨-钼铅分离,尾矿浮硫,浮硫尾矿磁选的工艺流程。通过试验研究,最终可获得指标如下:钼精矿品位52.32%,钼金属回收率92.76%;铅精矿品位40.16%,铅金属回收率69.01%;硫精矿品位32.55%,硫回收率57.81%;铁精矿品位60.45%,铁回收率47.99%。
(3)由于采用钼铅优先混合浮选工艺进行钼选别作业,在粗选段即条件铅矿物抑制剂,以便后续钼精选作业所得钼进行铅金属含量达标。通过探索试验结果可知,硅酸钠与硫化钠组合药剂可在粗选段有效抑制铅矿物上浮。
[1]张文钲.钼精矿降铅办法[J].中国钼业,2003,27(4):3-4.
[2]雷 明,徐引行.金堆城钼业公司精矿降铅研究[J].西部探矿工程,1994,16(6):53-56.
[3]龚明光.泡沫浮选[M].北京:冶金工业出版社,2008.
[4]杨金林.多金属难选钼矿试验研究[D].西安:西安建筑科技大学硕士论文.2006:1-64.
[5]王漪靖.钼精矿铅高原因分析及对策[J].中国钼业,2002,26(6):11-14.
猜你喜欢
广西大学学报(自然科学版)(2022年2期)2022-07-06
湖南有色金属(2022年2期)2022-04-28
黄金(2021年7期)2021-09-06
安全与环境工程(2021年4期)2021-07-26
山东理工大学学报(自然科学版)(2021年6期)2021-07-02
煤炭工程(2021年4期)2021-05-08
矿产综合利用(2020年3期)2020-09-03
矿产综合利用(2020年1期)2020-07-24
山西农经(2017年18期)2017-10-21