
易变形结构铝制滑槽精加工技术
2015-03-15 08:23程建成杨永芳郭西园刘广娟郭旭东
新技术新工艺 2015年12期
程建成,常 军,杨永芳,郭西园,刘广娟,郭旭东
(长治清华机械厂,山西 长治 046012)
易变形结构铝制滑槽精加工技术
程建成,常军,杨永芳,郭西园,刘广娟,郭旭东
(长治清华机械厂,山西 长治 046012)
摘要:目前,国内类似结构的导轨、滑槽加工技术虽然较为成熟,但铝质燕尾槽加工无同行业经验借鉴。针对易变形结构铝制滑槽精加工过程中机械加工变形量大、燕尾槽加工效率低和废品率高的特点,将易变形铝质燕尾槽结构加工由插车插制结合人工刮研的方法,改为利用加工中心数控铣燕尾槽及利用慢走丝线切割燕尾槽。通过调整工艺参数,优化刀具设计,设计装卡方式,改进滑槽加工方法,满足了其几何公差及表面粗糙度要求,达到了控制机械加工变形,提高产品生产效率和合格率的目的。
关键词:燕尾槽;变形;合格率
上、下滑槽一直是生产的重点和难点,其具有结构复杂、制造精度高等特点。各滑槽的加工精度决定了产品的装配精度。经过多次的生产改进,虽然产品质量有了一定提高,但上、下滑槽的加工一直存在诸多问题,比如制造成本高、效率低下。
1研究背景
目前,国内类似结构的导轨、滑槽加工技术虽然较为成熟,但铝质燕尾槽加工无同行业经验借鉴,长治清华机械厂通过课题研究开展了此项工作。易变形铝制燕尾槽结构由于结构特殊、刚度小,在加工中容易出现变形,以往采用插车技术插制燕尾槽,效率低、精度差,加工质量难以保证,需通过留余量进行最后的刮研来保证加工精度。
2现状
上、下滑槽为多燕尾槽式结构,在加工时存在如下问题。
1)机械加工变形量大。上滑槽为“┏┓”结构(见图1),下滑槽为“┗┛”结构(见图2),均易产生机械加工变形。按目前的工艺参数(见表1和表2)在插制燕尾槽及铣轮廓时,加工出的上、下滑槽变形量大,给后续的人工刮研造成很大困难。
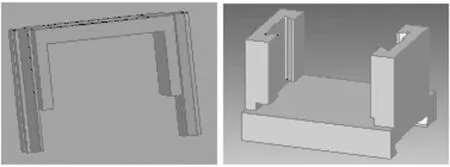
图1 上滑槽示意图 图2 下滑槽示意图

工序转速/r·min-1速度/m·min-1车削深度/mm进给量/mm·r-1数控铣200—1.030插车—100.20.15

表2 下滑槽原工艺机械加工参数
2)燕尾槽加工效率低、废品率高。目前,本厂对燕尾槽的加工在插车上进行,因插车为单程加工,效率低,且因上、下滑槽结构的特殊性(上滑槽为下空结构,下滑槽为中空结构),各滑槽在刮研前存在较大的机械加工变形量,导致人工刮研时燕尾槽各刮研面所留研磨量达0.3 mm,劳动强度大,效率低,废品率高。
3主要研究内容
针对上、下滑槽的材质、结构、加工制造及装配试验等特点,主要考虑从下述两方面对现有加工技术进行改进:1)控制机械加工变形;2)燕尾槽加工技术改进。
4技术方案及实施
针对上述研究内容,各投若干试验件,从多个环节入手,制订出合理的工艺方法和工艺参数,保证图样要求,降低废品率。
4.1控制机械加工变形
4.1.1通过加工方法控制机械加工变形
上、下滑槽易变形的位置主要为中空部位。以上滑槽为例,为防止变形,先加工滑槽中空部位,单边分别留0.5 mm加工余量,再加工燕尾槽。加工燕尾槽时,因加工应力会使两端燕尾槽分别向内收缩,故加工燕尾槽时中空部位应加垫块支承,待加工成燕尾槽后,将垫块取出,从外侧装卡,对中部进行最后的精加工。这样,可与加工燕尾槽时产生的应力相互抵消,使得变形得到控制。上滑槽防变形装卡图如图3所示。

图3 上滑槽防变形装卡图
4.1.2通过工艺参数的设计控制机械加工变形
试验件分粗加工、半精加工和精加工等3个工步。通过不断调整加工参数,得出合理可行的加工方案, 最终达到控制机械加工变形, 减少人工刮研量,满足图样几何公差要求的目的。
4.2燕尾槽加工
目前,本厂对燕尾槽最后的精加工完全依赖人工刮研。因各滑槽结构的特殊性,在刮研前同样存在一定的机械加工变形量,导致人工刮研时燕尾槽各刮研面所留研磨余量大;又因各滑槽燕尾槽多,劳动强度特别大,导致加工效率低,废品率高;因而采用数控铣(上滑槽燕尾槽)及线切割(下滑槽燕尾槽)加工方法[1]替代目前人工刮研的大部分工作量,必要时只留取少量(约0.05 mm)的研磨量。
4.2.1数控铣燕尾槽加工刀具的设计
目前,各刀具厂家设计生产的55°燕尾槽铣刀适用于加工钢性材质的工件。针对7A04-T6材料,考虑将刀具角度等进行调整,如将前角加大,可减小切削力,提高加工效率;将后角适当加大,可增加抗振性。
燕尾槽铣刀角度参数设计见表3。
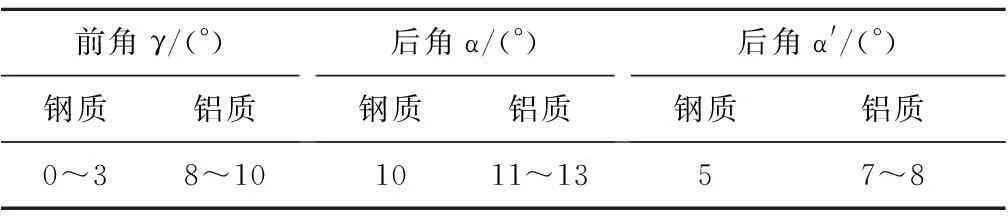
表3 燕尾槽铣刀角度
4.2.2数控铣燕尾槽加工参数的设计
因为在加工燕尾槽时,工件其余尺寸已基本制成,为保证加工精度,防止工件变形显得尤为重要,应分3步进行加工,并在每步加工完成后放置3~4 h,以释放加工应力。加工参数见表4。
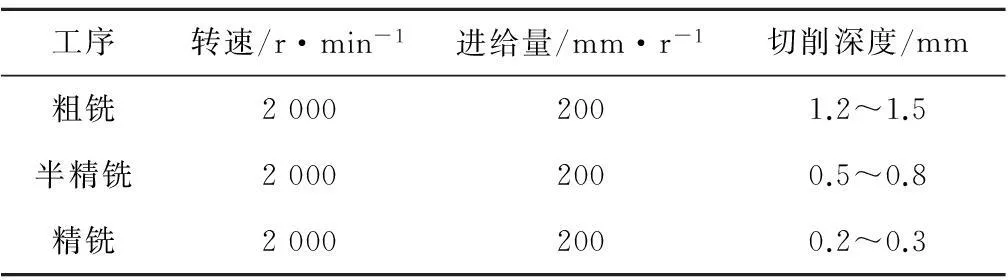
表4 数控铣燕尾槽加工参数
4.2.3滑槽精密慢走丝线切割加工技术研究
慢走丝线切割加工技术是利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属,切割成形。下滑槽燕尾槽在线切割机上加工,使用割一修三的加工工艺,期间对丝速、电流、脉宽和间隔比等进行了记录,并对工件加工情况进行了测试,结果见表5。

表5 下滑槽燕尾槽测试数据
5结语
将易变形铝质燕尾槽结构加工由插制加人工刮研,改为数控铣燕尾槽及线切割燕尾槽,通过工艺试验,优化刀具设计,改进装卡方式及工艺参数,控制机械加工变形,满足了其几何公差及表面粗糙度的要求。
参考文献
[1] 刘韬. 线切割特殊加工方法的探索[J]. 新技术新工艺,2013(12):120-122.
责任编辑郑练
Easy Deformation Structure of Aluminum Alloy Spout Stool Finishing Technology
CHENG Jiancheng, CHANG Jun, YANG Yongfang, GUO Xiyuan, LIU Guangjuan, GUO Xudong
(Changzhi Qinghua Machining Factory, Changzhi 046012, China)
Abstract:The similarly domestic processing technology of guide chute is more mature, but the processing dovetail groove aluminium currently does not have the same industry experience. for the easy deformation structure aluminum chute finishing process of CMC with large deformation, the low dovetail groove processing efficiency and the characteristics of high reject rate, it will easily let the deformed aluminum structure of dovetail groove processing by inserting system acceptance instead of using CNC milling machining center dovetail groove and the dovetail groove binding wire cutting method of artificial scraping. By adjusting the process parameters, the optimization of cutting tool design and the design of clamping way, the improvement of chute processing method, it can control the machine with deformation to meet the various requirements of form and position tolerance, and improve the production efficiency and the qualification rate of products the purpose of roughness.
Key words:dovetail groove, deformation, percent of pass
收稿日期:2014-03-19
作者简介:程建成(1973-),男,高级工程师,硕士,主要从事质量技术等方面的研究。
中图分类号:TG 48
文献标志码:B
猜你喜欢
今日农业(2021年4期)2021-11-27
今日农业(2021年1期)2021-11-26
中华诗词(2020年1期)2020-09-21
作文周刊·小学二年级版(2018年29期)2018-11-26
电子制作(2018年12期)2018-08-01
小学生作文(中高年级适用)(2018年5期)2018-06-11
中学生数理化·七年级数学人教版(2017年11期)2017-04-23
数学大王·中高年级(2016年12期)2016-12-26
中国卫生质量管理(2015年2期)2015-12-01
现代企业(2015年8期)2015-02-28
