
基于随机模糊条件的加工中心故障模式研究
2015-04-10 09:57黄永红傅丽群周红霞
企业导报 2015年5期
黄永红 傅丽群 周红霞
摘 要:在加工中心出现典型故障时,将故障能够以时间变量定义为一个模糊变量,考虑到在故障发生时具备的不可预料的随机性,所以新建在这种情况下加工中心的故障模型。运用这种在随机模糊条件下的模糊模拟技术,并得出一个相对典型的故障模型,对这种故障模式出现的频率与发生的条件做出统计和计算,有效的对此型号加工中心有所掌控,能够在一定程度上预防此种故障的发生,并总结出对加工中心影响相对更大的故障模式。
关键词:随机模糊条件;加工中心;故障模式
一、定义
(一)模糊变量。模糊变量μ是一条从可能性空间(Θ,P
(Θ),Pos)到直线R上的函数,也就是从可能性空间(Θ,P(Θ),Pos)到实数集的函数。可能性,可信性,必要性这三项测度在可能性空间—可能性Pos(A)测度是发生的可能性;必要性是与上述描述的可能性Pos(A)中的A事件的对立集合;可信性是可能性和必要性两项测度的平均值。
模糊变量的取值是可能性空间到实数集的函数。根据本文中模糊变量的概念,假如模糊变量的分布为已知类别,可以将数控机床的某部位设为随机模糊变量ξ,(x≥0)时概率密度为Φ(x)=1/θexp[-x/θ],或者在x小于0时Φ(x)=0。其中θ是不确定参数,如果存在足以定量的数据,可以对θ进行估算,以得出相应的取值和信任范围。
(二)平均机会测度。随机事件本质上是具有随机性,不确定模糊变量的,随机模糊事件发生的机会也具有相应的随机性和模糊性,是一个函数。设ξ为可能性空间(Θ,P(Θ),Pos)的模糊向量,则根据上文描述内容:
Ch{f(ξ)≤0}(α)=sup{β∣Cr{θ∈ΘPr{f(ξ(θ))≥β}≥α}
随机事件的本原机会在(0,1]到[0,1]的函数为以上的{f(ξ)≤0}。
Chα{f(ξ)≤0}= 01∫Ch{f(ξ)≤ 0}(α)dα为{f(ξ)≤0}平均机会,平均机会是为了对这种随机模糊变量的随机事件进行对比和排列而定义出的模糊事件的取值。同理假设ξ为可能性空间(Θ,P(Θ),Pos)的模糊向量,随机事件{f(ξ)≤0}的平均机会为
Chα{f(ξ)≤0}= 01∫Ch{f(ξ)≤ 0}(α)dα为{f(ξ)≤0}随机事件的平均机会。
二、计算和数据处理
加工中心故障可以分为指数分布,威布尔分布以及正态分布,这是根据加工中心故障的事件情况分出以上三类。即便是只有一种故障模式在加工中心发生作用,这种故障模式也会符合指数分布或者威布尔分布或者正态分布中的一种分布模型。下面将根据10台加工中心的故障数据,且频率大于4 的典型故障模式,对以上10 台故障加工中心进行分析和统计。如1202元件受损;0301液气油泄漏;0504刀失调;0603位移超程;0802出现不正常声响等。符合步威尔分布模型,得出数据结果η=818.03且m=1.4734,所以相应的概率分布数:
F(x)=1-exp[-(x/818.03)1.4734]。
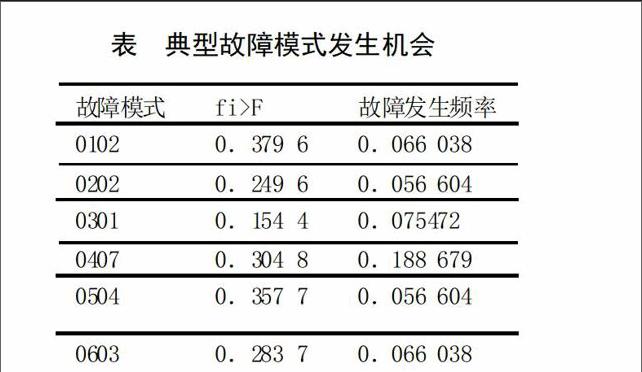
根据以上数据参数的结果用统计法计算出故障发生频率,如表
表 典型故障模式发生机会
三、结果
通过分析每一种故障模式,得出实际情况和以上进行的排列和频率对比并不相同,频率大的发生率较高的故障未必会真正经常出现,所以不能够严格按照发生频率比来分析故障模式的发生情况。通过以上内容发现,文章研究的此种型号加工中心最常出现的是0407,刀库失调问题,经过观察图表得知,0407这种故障模式的发生机会和发生频率足够针对这种状况制定相应的应对措施,这也是模糊条件作用。为了能够有效解决刀库失调问题,应该在硬件上采用相对精度较高的元件,并进行更严格的前期检测,使得工作更加严谨预防问题出现。由于数控机床例如刀库或者机械手等部件相对复杂精密,所以结合故障模型预防故障出现也是值得探讨的问题。
四、讨论
对故障发生进行建立故障模型,综合考虑事件发生的不确定性和随机性,并以模糊理论进行分析,将多种故障模式进行排列和计算,得出发生故障的频率,可以在一定程度上预防故障的发生,也是数控机床加工中心能够相对稳定的工作保证。
参考文献:
[1] 孙博. 加工中心模糊可靠性研究[D].吉林大学,2009.
[2] 姚金玖. 基于随机性及随机模糊性的加工中心故障模式分析[D].吉林大学,2009.
