滨海热电1号机主汽阀阀体裂纹原因分析与焊接修复
2015-04-13 07:07吴永法
浙江电力 2015年2期
吴永法
(浙江浙能绍兴滨海热电有限责任公司,浙江 绍兴 312073)
滨海热电1号机主汽阀阀体裂纹原因分析与焊接修复
吴永法
(浙江浙能绍兴滨海热电有限责任公司,浙江 绍兴 312073)
浙能绍兴滨海热电公司1号机组在2012年大修时,检查发现右侧高压主汽阀阀体内壁靠近进汽滤网导流板部位存在裂纹。通过对裂纹的宏观、金相检查和分析,认为裂纹是在阀门壳体铸件铸造过程或随后的热处理过程中产生的,属于铸造缺陷。给出了焊接修复处理方案及工艺措施,提出了修复投运后的监督检验建议,可为同类型问题的处理提供借鉴。
汽轮机;主汽阀;内壁;裂纹;分析;焊接
1 概况
浙江浙能绍兴滨海热电有限责任公司1号机组的汽轮机由哈尔滨汽轮机厂制造,为亚临界、中间再热、双排汽抽汽凝汽式,型号为 C280/ N300-16.7/538/538型,于2011年6月投产。2012年12月,1号机进行投产后的第一次检查性大修,检查发现右侧高压主汽阀阀体存在裂纹,裂纹位于主汽阀阀体内壁靠近主蒸汽进汽滤网挡流板位置,裂纹断续分为3条,总长度约为250 mm,张口最宽处约为1.5 mm,裂纹宏观形貌如图1所示。阀门设计运行温度为541℃、压力约为17.5 MPa,阀体材质为ZG15Cr2Mo1,裂纹区域阀壳厚度约为130 mm。机组大修前累计运行时间约为12 000 h。
2 裂纹性质与原因分析
2.1 裂纹形貌观察及金相检验
宏观检查发现裂纹整体走向弯曲,但在局部区域走向平直,不具备疲劳裂纹的宏观形貌特征。
采用现场金相技术,用FeCl3作为腐蚀剂,对裂纹区域阀体材料进行金相组织检查,金相组织在光学显微镜下的裂纹形貌如图2所示。
(1)阀体材料金相组织为铁素体+贝氏体,晶粒度6~7级,如图2(a)所示,但在局部区域可以观察到原始的粗大晶粒,如图2(b)所示。
(2)裂纹边缘分叉处如图2(c)所示,裂纹尖端存在脱碳层,脱碳层厚度0.1~0.2 mm,如图2(d)所示。
2.2 裂纹性质与原因分析

图1 主汽阀阀体内壁裂纹形貌

图2 光学显微镜下的裂纹形貌
脱碳是钢加热时表面碳含量降低的现象。脱碳的过程就是钢中的碳元素在高温下与氢或氧发生作用并生成甲烷或一氧化碳。其化学方程式分别为:


这些反应是可逆的,即氢、氧和二氧化碳使钢脱碳,而甲烷和一氧化碳则使钢增碳。
脱碳是扩散作用的结果,脱碳时一方面是氧向钢内扩散,另一方面是钢中的碳向外扩散。从最后的结果看,脱碳层只在脱碳速度超过氧化速度时才能形成。当氧化速度很大时,可以不发生明显的脱碳现象,即脱碳层产生后铁即被氧化而形成氧化层。
影响钢脱碳的因素有钢料的化学成分、加热温度、保温时间和煤气成分等。其中加热温度对脱碳层的形成有直接影响。一般低于800℃时,钢表面的氧化层将阻碍碳的扩散,脱碳比氧化慢,因此材料表面形成氧化层而不会形成脱碳层。但当温度超过800℃以后,一方面氧化层形成速度增加,但另一方面碳的扩散速度更快,此时氧化层失去保护能力,脱碳速度快于氧化速度,从而形成脱碳层,且随着加热温度的进一步提高,脱碳层的深度不断增加。
工程上,常常根据脱碳层的存在来判断裂纹形成的大致温度或经历的热循环[1-3]。如文献[2]对ZG42Cr1Mo钢托轮断口观察发现,在疏松、气孔等铸造缺陷边缘存在明显脱碳层;文献[3]对28Cr2Mo钢的断坯裂纹观察发现,铸造坯是在轧制过程中断裂,由于轧制温度为1 000℃,因此表面脱碳层很浅。图3是12Cr1MoVG钢在720℃× 6 h条件下产生的裂纹,表面仅存在氧化层,而不存在脱碳层[4]。图4是某电厂再热管道15Cr1Mo1V钢在540℃温度下长期运行时形成的裂纹形貌,裂纹尖端上存在氧化层但并不存在脱碳层[5]。

图3 12Cr1MoVG钢720℃×6 h下产生的裂纹形貌
本主汽阀阀体实际运行温度为538℃,该温度下若裂纹发生扩展,则会在裂纹面上产生氧化层,而不会产生脱碳层。
根据裂纹形貌可以判断,该裂纹是阀体在铸造过程中或者随后的热处理过程中产生的铸造缺陷,裂纹尖端存在脱碳层表明:该部件服役时裂纹并未发生扩展。

图4 15Cr1Mo1V钢540℃运行下产生的裂纹形貌
3 焊接修复方案
为保证焊接修复方案的安全性、可操作性并满足大修工期的要求,滨海热电公司邀请苏州热工院、浙能技术研究院、浙江电科院等单位的金属材料专家对哈尔滨汽轮机厂出具的补焊工艺进行了补充完善,修正后的焊接修复方案如下:
(1)采用砂轮或旋转锉等机械打磨方式磨除裂纹,磨除时在裂纹两端钻止裂孔,清除裂纹。如裂纹较浅,采用单侧焊接坡口;如裂纹较深(接近裂透)则采用双面“X”型焊接坡口。焊接坡口制备后需经着色检查,确认坡口侧壁无缺陷后方可补焊。
(2)采用敷焊加填充焊方式进行补焊。敷焊层采用Φ3.2的ENiCrFe-3焊条;填充层采用Φ3.2的E16-25MoN-15(A507)Φ3.2焊条。
(3)阀体外部铺设远红外电加热片进行焊前预热,敷焊层焊前预热至100℃。
(4)敷焊层焊接2层,厚度控制为4~6 mm。要求连续施焊,焊道排列整齐,焊道之间要有1/3的覆盖量,敷焊层与坡口边缘基材圆滑过渡。
(5)全部敷焊完成后,用石棉布覆盖,缓慢冷却至常温后打磨并着色检查,不允许有裂纹、夹渣、气孔、咬边等缺陷。
(6)填充补焊采用多道多层焊,断续进行,每道焊接前要等前一道焊缝冷却至50℃以下再焊。
(7)填充层每焊一道,焊工用气动风镐进行锤击。敷焊层与填充盖面层不锤击。
(8)Ni基合金焊条与A507焊条熔敷金属均具有一定的热裂纹敏感性,特别是在收弧处易出现裂纹,因此收弧处要填满,每道焊缝收弧处要进行检查,发现裂纹则通过打磨的方法清除,不能以下一道焊道重熔的方法来清除。
(9)焊接时,高压调节阀管孔处装设换气扇,以排出阀体内的热空气与焊接烟尘,改善焊接操作条件并保证焊接操作者安全。
(10)焊接修复过程中,专业技术人员全程旁站监督检查。
(11)修复后对修补部位进行宏观、着色、金相、硬度等各项检查。
4 修复质量控制
4.1 裂纹的清除
(1)清除方法:机械打磨清除缺陷。(2)控制要点:裂纹是否清除完全。
(3)结果:长约 20 mm区域清除深度至53 mm,其他区域清除至45 mm时,裂纹清除完全,并经着色探伤确认。
4.2 焊接过程控制
(1)预热温度100~150℃,层间温度控制约100℃,焊接2层,敷焊层厚4~6 mm。对焊道逐道检查,未发现焊接缺陷。
(2)控制层间温度100℃以下;每道焊缝收弧处检查。检查中多次在收弧处发现裂纹,对此进行了打磨清除。
5 修复后的检验
5.1 外观检验
焊接完毕后,对焊接区域进行了打磨和着色渗透检查。检查结果表明,焊缝金属与母材圆滑过渡,未发现超标焊接缺陷。
5.2 硬度检查
对阀体补焊区域用里氏硬度计进行了硬度测试,测定结果表明母材HB为158,敷焊层HB为176,填充层HB为194,硬度符合要求。
5.3 金相组织检查
采用现场复膜金相技术,用王水作为腐蚀剂,对焊接区域阀体材料进行金相组织检查,发现:
(1)母材阀体材料金相组织为铁素体+贝氏体,晶粒度6~7级,如图5所示。

图5 母材金相组织
(2)敷焊层焊缝金属组织为铸态奥氏体,晶间有较多析出物,如图6所示。

图6 敷焊层金相组织
(3)填充层焊缝金相组织为奥氏体,如图7所示。
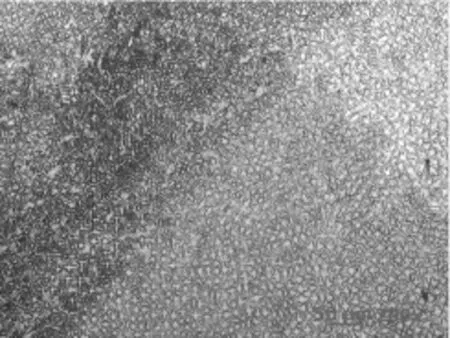
图7 填充层金相组织
(4)熔合线熔合良好,未见裂纹、夹渣、未熔合等缺陷,如图8所示。
(5)检查未发现裂纹或其他超标缺陷。

图8 熔合线形貌
6 结论
综合修复工艺、修复过程的控制和焊后检验结果认为,该阀体修复质量满足相关标准要求,能保证部件的安全运行。
[1]孙盛玉,戴雅康.热处理裂纹分析图谱[M].大连:大连出版社,2002.
[2]郭海霞.ZG42Cr1Mo钢托轮断裂原因分析[J].热处理,2010,5(25):65-68.
[3]付勇涛,刘静,刘武群,等.28Cr2Mo钢铸坯轧制断裂原因分析[J].钢铁研究,2009,4(37):15-18.
[4]陈忠兵.华塑股份热电1号锅炉末过出口三通焊接接头裂纹原因分析及修复技术报告[R].苏州热工研究院有限公司,2011.
[5]陈忠兵,张立君,梁军,等.在役15X1M1Φ钢焊接接头早期失效分析及其预防[J].金属热处理,2012(11):119-124.
[6]郑天艳.汽轮机主汽阀裂纹原因分析及修复[J].浙江电力,2014,33(2):38-42.
(本文编辑:徐 晗)
Cause Analysis and Welding Repair of Crack in Main Throttle Valve
WU Yongfa
(Zhejiang Zheneng Shaoxing Binhai Thermal Power Generation Co.,Ltd.,Shaoxing Zhejiang 312073,China)
During the maintenance in Binhai Thermal Power Generation Co.,Ltd.in year 2012,a crack was found in the inner wall of right high-pressure main throttle valve of units 1 near skirt the plate of feed-in steam strainer.Based on the visual inspection and metallographic examination of the crack,it is believed that the crack is formed in the manufacturing process,such as casting or subsequent heat-treating.This paper offers the crack repairing scheme and technical measures of welding repair;besides,it brings forward suggestions on supervision and test after the crack is repaired and put into operation,providing reference for the solution to such problems.
steam turbine;main throttle valve;inner-wall;crack;analysis;weld
TK265
B
1007-1881(2015)02-0045-05
2014-09-03
吴永法(1973),男,工程师,主要从事火力发电厂生产技术管理。
猜你喜欢
水泵技术(2022年3期)2023-01-15
金属热处理(2022年5期)2022-11-17
锻造与冲压(2021年21期)2021-11-12
煤气与热力(2021年9期)2021-11-06
陶瓷学报(2021年4期)2021-10-14
河北电力技术(2021年2期)2021-07-29
中国金属通报(2020年14期)2020-04-22
化肥设计(2019年3期)2019-07-02
汽车与驾驶维修(维修版)(2018年9期)2018-11-15
汽车与驾驶维修(维修版)(2017年12期)2018-01-15