齿轮轴表面裂纹缺陷分析
2015-04-23 04:23范王展
金属加工(热加工) 2015年17期
■ 范王展
2014年12月,某厂在精车齿轮轴的光轴部位时表面出现轴向裂纹缺陷,裂纹沿轴向分布,数量不一,细而直,长度1~6mm不等。出现裂纹后,在加工面上继续车1mm后,又出现新的裂纹,裂纹具体形貌见图1。
1. 分析
(1)化学成分分析 在轴上取样,进行钢材化学成分分析,结果见附表。由附表可见,各元素的含量正常,均符合技术要求。
(2)金相分析 在垂直裂纹方向进行剖切,裂纹截面金相见图2。裂纹垂直深度约0.03mm,宽度约0.05mm;裂纹未向内延伸;腐蚀后观察,裂纹周围组织为正常正火组织。
在轴上取金相试样观察,在纵截面上发现数条长度0.5~1.3mm的夹杂物条带,宽度在0.01~0.02mm之间(见图3a);在横截面上观察到大量点状、短片状缺陷(见图3b)。
(3)扫描电镜 在扫描电镜下对缺陷部位进行化学成分分析,结果显示缺陷区域化学成分主要为O、Al、Ca、Na以及少量的S和K。

齿轮轴化学成分(质量分数) (%)
2. 结果讨论
从缺陷宏观形貌分析,由于裂纹无金属光泽,且将缺陷部位继续车1mm后又出现新的裂纹,因此裂纹缺陷不仅在零件表面、且在零件内部已经形成,进而断定缺陷不属于机加工裂纹,该推断经过磁粉检测得以验证(见图4)。
对肉眼可见的缺陷用记号笔标出,在磁粉检测前,零件上共可见7处缺陷,经过磁粉检测,可以看出零件表面聚集了大量缺陷。
从金相检测结果来看,由于缺陷周围为正常的正火组织,未出现脱碳现象,说明在锻造时裂纹并未从毛坯件内部裂至表面,缺陷是密闭的闭合状态。
从扫描电镜结果来看,产生裂纹的根本原因是钢材出现材质缺陷,主要为氧化夹杂物。尤其是夹杂物中含有保护渣的成分Na、K元素,说明是保护渣卷渣造成的夹杂。
根据文献描述,该缺陷的准确定义应为发纹缺陷,该缺陷以埋藏在钢材表层10mm以内位置居多。
3. 结论与改进措施
零件表面裂纹实际是钢材发纹缺陷,其根本原因是由于钢液保护渣卷入造成的非金属氧化物夹杂引起的。
为进一步加强对入厂钢材非金属夹杂物的控制,采取了以下措施:一是进行头尾炉管理。对每个浇次的头炉和尾炉,要求在头坯和尾坯上取样,进行夹杂物检验分析;二是对钢材进行塔形检验。通过以上措施,取得了良好效果,在生产中再未出现批量性发纹缺陷。
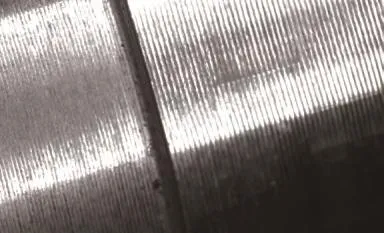
图1 裂纹缺陷宏观形貌

图2 裂纹部位截面金相分析

图3 轴上试样显微观察
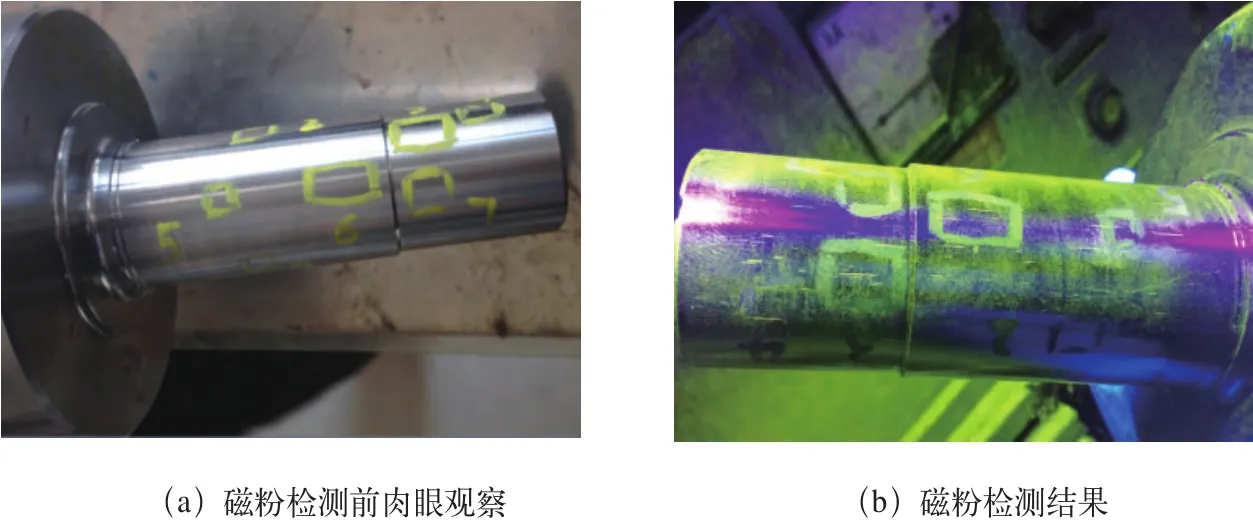
图4 零件磁粉检测前后对比
猜你喜欢
中国特种设备安全(2021年3期)2021-07-28
电站辅机(2021年4期)2021-03-29
机械制造与自动化(2021年1期)2021-02-03
装备制造技术(2020年1期)2020-12-25
重型机械(2020年3期)2020-08-24
航空维修与工程(2020年3期)2020-04-10
智富时代(2018年7期)2018-09-03
智富时代(2018年7期)2018-09-03
电线电缆(2017年4期)2017-07-25
大型铸锻件(2015年1期)2016-01-12