设计专用夹具对加工薄壁形圆筒的必要性
2015-04-29 19:35王锦
中国高新技术企业 2015年14期
摘要:在车床加工薄壁形圆筒工件,用三爪卡盘装夹工件,工件会产生变形,很难达到加工精度的要求,因此,有必要设计出一种专用的夹具安装工件,对工件进行加工。基于此,文章对设计专用夹具对加工薄壁圆筒的必要性进行了研究。
关键词:薄壁形圆筒;设计专用夹具;加工精度;夹具安装工件;车床 文献标识码:A
中图分类号:TH122 文章编号:1009-2374(2015)14-0076-02 DOI:10.13535/j.cnki.11-4406/n.2015.14.037
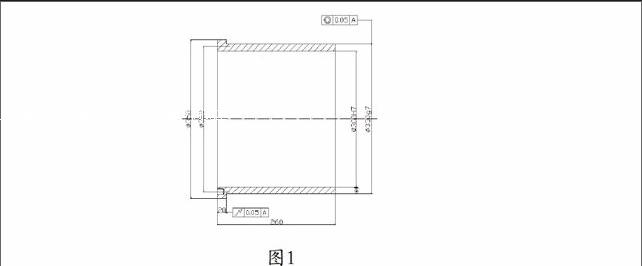
在理论教学和生产实训教学过程中,经常会涉及到一些薄壁形的工件的加工,如导向套、套筒等一些工件,如图1所示,这些零件对于我们车削加工生产实训中是一些经常能够涉及到的工件,在生产实训车间,我们通常都是采用普通车床进行加工,根据零件图的设计要求,在加工过程中,需要对毛坯的内圆柱面和外圆柱面进行加工,需要保证内圆柱面和外圆柱面的尺寸精度和内圆柱面和外圆柱面的同轴度的要求,而在车床上加工工件的内圆柱面和外圆柱面,由于零件图在技术要求上对工件加工的尺寸精度和位置精度要求很高,在我们生产车间现有的普通车床加工条件下,采用传统的车削加工方法,首先我们车削出工件的外圆柱面,利用已经加工好的外圆柱面,用三爪卡盘来装夹外圆柱面,进行内圆柱面的加工和两个端面的加工,由于我们实训的加工车床都是普通车床,车床的加工精度有限,定位安装工件有一定的误差,很难达到内圆柱面和外圆柱面的同轴度精度的要求,同时,由于是薄壁形的工件,工件的刚度很小,如果我们用三爪卡盘来进行夹紧工件已经加工好的外圆柱面,来加工内圆柱面,三爪卡盘的夹紧力大小很难控制,如果用太小的夹紧力,车削时,在切削力的作用下,工件会产生滑动的现象,造成已经调整好的刀具与工件的位置发生变化,达不到正确安装工件的目的,影响工件的加工精度,如果用太大的夹紧力,工件会产生局部的夹紧变形,车削完内孔后,卸下工件,工件会恢复变形,加工的孔的尺寸精度和形状精度都达不到设计的要求,同时,如果在车床上加工内圆柱面和外圆柱面,按照我们以前的专业理论,加工内圆柱面时,为防止夹紧时的变形,可以在工件和三爪卡盘之间加一个内径和毛坯外径相同的开口薄壁套筒,把夹紧的集中力变成分散力,减少局部的夹紧变形,车削出内圆柱面,车削外圆柱面时,我们采用一个膨胀心轴装入已经加工好的工件内孔,对工件进行定位和安装,利用已经加工好的内圆柱面作为定位基准面,但是,由于我们采用了两次安装,存在误差,很难达到图纸设计的同轴度的要求,并且采用膨胀心轴这样一个高精度的专用夹具,由于我们加工工件的内孔尺寸经常的发生变化,专门加工出这样一种尺寸的膨胀心轴,既不经济,又不合理,同时膨胀心轴的精度也难以保证,所以我们重新进行思考,为安装工件时减少径向的夹紧变形,把径向夹紧力改变为轴向夹紧力,减少薄壁形套筒的安装时的变形,来设计一组简单和方便的夹具。
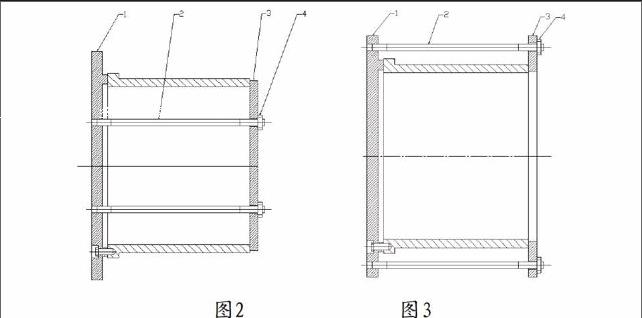
为了保证安装加工工件时,工件不会在夹紧力的作用下产生径向的变形,我们设计出一组夹具,首先设计出一个大的圆盘和一组拉杆,不同规格的压板,在圆盘的不同直径的圆上加工出两组螺纹孔,与拉杆上的螺纹配合,同时在大圆盘的320mm直径圆上,均匀地加工出4个阶梯孔,工件在车削内圆柱面和外圆柱面前,首先车削出左右两个端面,保证设计要求的尺寸,同时在左端面直径320mm的圆周上加工出4个分布均匀的螺纹孔,达到图纸设计的要求,用4个螺钉穿过大圆盘4个阶梯孔,拧入薄壁形圆筒左端面的4个螺纹孔中,用于把薄壁形工件安装在大圆盘上面,使薄壁形工件和大圆盘形成一个整体,同时,把一组拉杆拧入到大圆盘上,套上压板,把螺母拧到拉杆的螺纹上,使压板压紧薄壁形圆筒,再把大圆盘安装到车床的三爪卡盘上,三爪卡盘夹紧大圆盘,如图2所示,粗车和精车外圆柱面和图1零件图左面阶台面,完成对薄壁形圆筒的外圆柱面的加工,达到图纸的设计要求,然后从拉杆上拧下螺母,取下压板,把这组拉杆从圆盘中取出,再把这一组拉杆拧入到圆盘的另一组螺纹孔中,套上另一个压板,把螺母拧到拉杆的螺纹上,使压板压紧薄壁形圆筒,完成对工件的夹紧,如图3所示,最后对工件的内圆柱面进行粗车和精车,完成对薄壁形圆筒的内圆柱面的加工,在进行内圆柱面和外圆柱面的加工时,为了减少切削力对工件加工精度的影响,我们采用主偏角是90度的车刀来消除径向力,避免薄壁形圆筒的产生变形,达到图纸的设计
要求。
采用此种安装薄壁形工件的方法,工件在装夹的过程中受力情况发生了很大的变化,三爪卡盘夹紧大圆盘时产生的夹紧力不会影响薄壁形工件,用一组螺栓和压板安装薄壁形工件,把工件的径向夹紧力改变为轴向夹紧力,消除了夹紧时的径向变形,从而减少安装时的误差,而轴向夹紧力产生的工件的轴向变形,不会影响到工件加工的尺寸加工精度,同时,由于我们用4个螺钉把工件固定在大圆盘上面,在车削内圆柱面和外圆柱面时,由于工件的位置相对于机床主轴的位置始终都没有发生变化,不会产生两次安装的误差,保证了定位和安装工件的精度,从而保证了工件的位置加工精度,达到了图纸的要求,安装薄壁形工件的圆盘,在车床中加工非常容易,如果在圆盘表面不同的直径上面加工出多组螺纹孔,即使再加工不同直径的薄壁形工件,我们只要重新加工与工件尺寸相适合的压板,就可以对不同直径工件进行加工,达到经济合理和方便实用的目的。
参考文献
[1] 朱焕池.机械制造工艺学[M].北京:机械工业出版社,2001.
[2] 薛源顺.机床夹具设计[M].北京:机械工业出版社,2011.
作者简介:王锦(1963-),男,天津人,鞍山技师学院高级讲师,研究方向:机械加工。
(责任编辑:秦逊玉)
猜你喜欢
山东冶金(2022年2期)2022-08-08
内燃机与配件(2022年2期)2022-01-17
装备制造技术(2020年12期)2020-05-22
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
电子制作(2017年20期)2017-04-26
科学与财富(2016年26期)2016-12-01
考试周刊(2016年82期)2016-11-01