
基于ControlLogix的六角型子午线轮胎钢丝圈缠绕轨迹的算法及实现
2015-05-04 07:45宋铁
沈阳航空航天大学学报 2015年2期
宋 铁
(沈阳机床股份有限责任公司 沈一车床厂,沈阳 110142)
基于ControlLogix的六角型子午线轮胎钢丝圈缠绕轨迹的算法及实现
宋 铁
(沈阳机床股份有限责任公司 沈一车床厂,沈阳 110142)
采用二维位置运动轨迹的控制算法,解决六角型子午线轮胎钢丝圈成型机多圈缠绕轨迹的计算问题。采用ControlLogix控制器实现逻辑控制与运动控制的集成,利用SERCOS光纤总线接口技术,保证了系统的抗干扰性、高可靠性和实时性。通过结构化文本的编程方式和图形化编辑器生成各伺服轴运动的完整运动轨迹,使系统的运行更加快捷高效。
六角型钢丝圈;SERCOS;伺服系统;结构化文本
对于生产六角型子午线轮胎钢丝圈的控制系统来说,钢丝圈缠绕运动轨迹的控制算法均不具有通用性,在实现的手段上也具有一定的难度。传统的控制系统由于逻辑控制与运动控制的平台不统一,造成系统的可靠性和实时性变差[1],开发和调试时间增加。从工艺的要求、设计和应用等方面综合考虑,寻求将逻辑和运动控制相结合的高速伺服系统,并能够直观有效进行运动轨迹规划的程序设计和控制算法的实现[2],便成为提高钢丝圈生产效率和质量的关键。本文针对六角型钢丝圈成型机控制系统的设计,提出利用ControlLogix运动控制系统来实现主从轴二维位置曲线规划运动轨迹的控制算法,在轮胎钢丝圈成型机上加以实现。
1 电气控制系统的设计
六角型钢丝圈成型机控制系统的设计中需要三台伺服电机,其中一台作为缠绕主轴,负责带动钢丝按固定方向旋转缠绕;其余两台为排丝和升降从轴,作用是在主轴旋转过程中调整钢丝位置,使之与前一圈钢丝错开并相邻,待多圈缠绕完毕最终形成以六角型为横截面的钢丝圈,整个过程由三台伺服电机相互协调配合完成[3]。
除此之外,缠绕前后对钢丝的送丝、夹丝、切丝、送圈等气动阀动作以及限位开关、光电开关、接近开关等检测信号都需要在PLC中进行逻辑控制[4]。由于存在不同规格的钢丝圈,如何使操作人员只输入几个参数即可获得指定规格钢丝圈的运动轨迹是控制算法的核心。例如,操作人员从人机界面输入5、8、5三个参数,即可获得底层为5,中间根数最大层为8,顶层为5的六角型横截面钢丝圈[5],如图1所示。

图1 六角形钢丝圈横断面
考虑上述特点,寻求一种能够把逻辑和运动控制相集成的控制系统将是理想选择[6]。由罗克韦尔自动化提供的ControlLogix系统可以将逻辑、过程、传动和运动四种控制集成在同一处理器中,使逻辑和运动控制的编程与组态在同一软件中实现,解决了分离式方案带来的诸多问题。伺服驱动器与处理器之间的通讯采用全数字高实时性SERCOS(串行实时通信系统)光纤总线来完成[7],速率达到8 Mbits/s,减少了繁杂的接线,而且提高了系统的抗干扰性能,高速准确的数据传输能力保证了系统运行的实时性和准确性。另外,ControlLogix系统提供的结构化文本编程方式,有利于缩减控制算法的程序量[8],并可以很好地满足多种规格钢丝圈生产的需要,系统结构如图2所示。
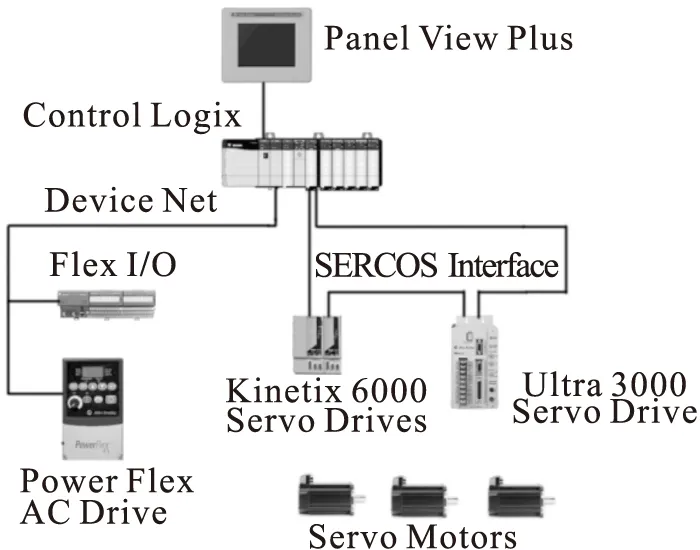
图2 控制系统结构图
2 控制算法的研究与实现
同为六角型钢丝圈,其底层、中间根数最大层和顶层的根数不尽相同,根据规格不同,钢丝圈横截面钢丝数目有5-8-5,6-9-6,9-12-9等三种。不同规格钢丝圈的存在决定了主从轴合成运动轨迹的不确定性,这就需要有一个合适的算法,它可以在输入少量几个参数的情况下生成符合该规格生产的运动轨迹。在生产过程中,缠绕主轴带动钢丝每缠绕一周,排丝或升降电机要进行相应的动作,使之与前一圈缠绕的钢丝以一定的方式相邻,在不换层的情况下,缠绕电机每旋转一周,排丝电机都要向左或向右做寸动;换层时,排丝和升降电机则都要作出动作以合成一斜线运动,从钢丝横截面方向看,钢丝的运动是一系列平动、斜动动作的组合运动。无论是哪一种规格的钢丝圈,升降和排丝电机的合成轨迹是正向平动,正向斜动,反向平动和反向斜动循环往复的过程,从整体来看是按照S型运动的,缠绕结束后会形成一个横截面为六角型的钢丝圈。这里,规划轴的运动在实际运行前即可获得预期的轨迹对于现场调试工作来说尤为重要。缠绕电机作为主轴是单方向的运动,而升降和排丝电机分别作为缠绕电机的从轴根据主轴位置变化进行相应的运动,属于随动范畴,运动方式与电子凸轮非常类似[9]。因此,当需要构建一条运动轨迹时,根据系统特点,主从轴轨迹点的计算过程会频繁地使用循环、判断、赋值等操作[10]选取结构化文本语言进行语句编写更加适合控制算法的实现。
这里以5-8-5钢丝圈为例,对其算法进行详细说明。系统初始化后,由操作人员输入钢丝圈缠绕参数,即5、8、5三个参数后,钢丝圈的形状即确定。从运动轨迹看,它的最底层至最高层的钢丝根数以5-6-7-8-7-6-5排列。本算法中,首先需要计算的是该规格钢丝圈缠绕主轴总的运行距离[11],根据输入底层、最高层及层数的参数变量Bottom,Largest和Top,经循环和判断计算出钢丝数目的总和Total_Number为5+6+7+8+7+6+5=44,而主轴旋转一周定义单位360度,计算出缠绕主轴需要走行的实际距离为15840度,具体如公式(1)所示:
Winder_Position=Total_Number*360
(1)
对于排丝电机来说,它的运动在每次主轴旋转至某一指定角度时触发,待主轴运动到另一角度时结束运动,这样的运动可以满足短距离排列时钢丝的要求[12]。假设当前触发角度定为320度,终止角度定为360度,以(0,0)为原点,则排丝电机运动的触发点为(320,0),当缠绕电机由0度旋转至320度时,排丝电机开始向右(纵轴正方向)做长度为1.8mm(钢丝线直径)的运动,待缠绕主轴旋转至360度时,排丝电机结束运动,由此确定下一个轨迹点为(360,1.8),第一圈排丝动作结束,这样,所排列钢丝将紧贴前一圈钢丝;随着缠绕主轴继续旋转,当到达轨迹点(680,1.8)点时,触发第二圈向右的排丝动作,直至轨迹点(720,3.6),依次类推[13]。为了提高计算效率,可利用迭代算法计算二维位置曲线主轴的位置点,即它总是计算前一位置点的相对位置,这里Trigger和End_Trigger是用来判断触发和结束触发的标识变量,具体如公式(2)所示;
Profile[1].Master:=Profile[0].Master+Trigger*320+End_Trigger*360
(2)
排丝电机每次触发或结束运动后的位置点Profile[1].Slave的计算如公式(3)所示:
Profile[1].Slave:=Profile[0].Slave+Not_Change*Direction*1.8+Change*Direction*0.9
(3)
其中Not_Change和Direction是判断换层与否和寸动方向的标识变量。
依据上述算法,编写了相应的系统程序,可以在输入钢丝圈参数后确定任一规格钢丝圈的所有二维主从轴位置点,并将其存于轨迹点数组中[14],从而确定一条完整二维轨迹曲线,如图3所示:

图3 5-8-5六角型钢丝圈缠绕主轴与排丝从轴二维位置曲线图
结合结构化文本编写核心控制算法,再加以梯形图编程实现逻辑控制;通过系统参数输入的方式对每个轴的PID参数进行调节[15],极大地提高了系统协调运作的性能并最终实现了六角型钢丝圈成型机的控制系统功能。实践证明,此系统控制程序语句合理、代码简单、功能划分清晰,开发和调试更加容易。
3 结论
利用ControlLogix系统作为控制平台,使系统运行时,操作人员在人机界面上输入指定规格钢丝圈所需参数,控制器计算后将所得轨迹点数组通过电子凸轮编辑器绘制出运动轨迹,经确认无误即可启动系统,使三台伺服电机联动完成缠绕钢丝圈的过程。整个系统建立在统一平台之上,硬件兼容性好;核心算法和逻辑编程虽使用不同的语言,但都在同一系统环境中实现;由于能够事先获取运动轨迹,安全性与可靠性得到了很好的保证。从实际运行的效果来看,采用本文所介绍的控制算法实现的控制系统具有程序语句合理、代码简单、功能划分清晰,开发和调试更加容易等特点,伺服轴能够按照规定的轨迹做高精度的运动,系统的精度和实时性都很出色,实现了高品质运行。生产出的六角型钢丝圈具有形状规整,钢丝排列紧密有序,无重叠和分离情况,质量优良等特性。
[1]黄伟,李太福,邓新莉.基于融合策略的塑胶制品生产过程控制[J].橡胶工业,2010,57:364-367.
[2]万健如,焦龙.子午线轮胎钢丝圈缠绕系统设计[J].橡胶工业,2005,12:747-749.
[3]罗忠林,贾立勇,叶斌,等.全钢载重子午线轮胎成型压合轨迹分析[J].橡胶科技市场,2008,21:21-22.
[4]蒋大伟,汪传生,边慧.全钢载重子午线轮胎钢丝圈包布缠绕式成型[J].橡胶工业,2010,10:625-628.
[5]范磊亭.三菱控制系统在半钢一次法轮胎成型机上的应用[J].橡胶技术与装备,2010,36(5):45-47.
[6]Lorenz R D,Schmidt P B.Synchronized motion for process automation[C].Proc.of the IEEE-IAS 1989 Annual Meeting,1989:1693-1699.
[7]张君峰.ControlLogix和SERCOS系统结合应用[J].电气时代,2005,8:54-57.
[8]谢济兴.基于ControlLogix的半钢子午线轮胎二次法成型机组分布式控制系统[J].橡塑技术与装备,2012,38(5):35-38.
[9]Dong Sun.Position synchronization of multiple motion axes with adaptive coupling control[J].Automatica 2003(39):997-1005.
[10]米玉柱.基于ControlLogix平台的运动控制系统的应用[J].科技资讯 2012,(22):34.
[11]Payette K.The virtual shaft control algorithm for synchronized motion control[J].Proceedings of the American Control Conference,1998:3008-3012.
[12]Chiu T C,Tomizuka M.Coordinated position control of multi-axis mechanical systems[J].ASME Dynamic Systems and Control,1994,55(1):159-166.
[13]Zhang Yunan and Ge Yunshan.The power control and performance simulation for an electric transmission system of trackedvVehicle[J].Proceedings of the 5th World Congress on Intelligent Control and Automation,2004:4558-4562.
[14]邓李.ControlLogix系统实用手册[M].北京:机械工业出版社,2008.
[15]Er Guihua.Motion Control System[M].Beijing:Tsinghua University Press,2002:10.
(责任编辑:刘划 英文审校:刘红江)
Winding algorithm and its implementation of hexagonal bead based on ControlLogix
SONG Tie
(Shenyang No.1 Lathe Factory,Shenyang Machine Tool Co.Ltd.,Shenyang 110142,China)
In this paper,an algorithm of controlling 2D movement track is adopted to solve the problem of calculating the winding system of multi hexagonal bead.ControlLogix controller is used to realize the integration of the logic control and motion control.The SERCOS optical fiber bus interface technology ensures the anti-interference,high reliability and real time performance of the system.The structured text programming and graphical editor makes the movement of the servo axis complete and the whole system more convenient and effective.
hexagonal bead;SERCOS;servo system;structured text
2015-03-08
宋铁(1981-),男,辽宁沈阳人,工程师,主要研究方向:伺服控制及电气设计,E-mail:tie_song@smtcl.com。
2095-1248(2015)02-0058-03
TP275
A
10.3969/j.issn.2095-1248.2015.02.012
猜你喜欢
国际纺织导报(2022年4期)2022-11-04
橡胶工业(2022年7期)2022-07-19
橡塑技术与装备(2022年1期)2022-01-20
轮胎工业(2020年4期)2020-03-01
轮胎工业(2017年7期)2017-07-23
纺织器材(2016年5期)2016-11-22
中国机械工程(2015年13期)2015-12-16
橡胶工业(2015年5期)2015-08-29
橡胶工业(2015年10期)2015-08-01
橡胶工业(2015年6期)2015-07-29
