高压电动机定子绕组端部绝缘绑扎技术改进
2015-05-06 23:34盖永波逯华磊
科技与创新 2015年8期
盖永波 逯华磊
摘 要:随着电站单机容量的不断提升,配套的电动给水泵电机容量也在相应提升。在机组低负荷期间,一些电站将电动给水泵电机停用,又在升负荷时启动,以此作为节能降耗的一项重要举措来实施,这就给大型电动给水泵电机定子端部的固定提出了更加苛刻的要求。重点阐述了大容量电泵电机定子端部绑扎技术的改进和实际效果,以期为大容量高压电动机适应频繁启停工况提供可靠的保证。
关键词:电动给水泵电机;定子端部绑扎;绑扎技术;降耗方式
中图分类号:TM305.1 文献标识码:A DOI:10.15913/j.cnki.kjycx.2015.08.091
在三相交流异步电动机的定子绕组运行时,会受到交变电磁力的作用。由于相邻绕组之间产生的电磁力与流过电流的乘积成正比,所以,在电机正常启动或遇到异常情况,比如短路、堵转的过程中,端部绕组除了会受到机械振动外,还会受到非常大的电磁力作用,例如绑扎不牢,端部绕组会变形位移,严重时还会出现绝缘磨损的情况,进而引发电机烧损事故。因为大容量(10 000 kW及以上)高压电机的启动电流大,启动时受到的电磁力更大,而且在机组低负荷期间,一些电站将大容量的高压电机停用,在升负荷时启动,以此作为节能降耗的一项重要举措来实施,所以,这就对定子绕组端部固定提出了更高的要求,并且设计和制作难度也越来越大。
一般情况下,高压电机定子绕组端部的固定方法是:端部在切向上是固定在相邻绕组线棒间侧面间隙中的,所以,要选择厚度与间隙大小相近的涤玻绳绑紧;对于上、下层绕组端部之间产生的径向电磁力,将绕组的端部用绑扎绳扎紧,并牢固地绑在绕组端部径向外侧的端部绑环上,由绑环和绑扎绳承受多产生的电磁力。
1 电泵电机定子端部绑扎存在的问题
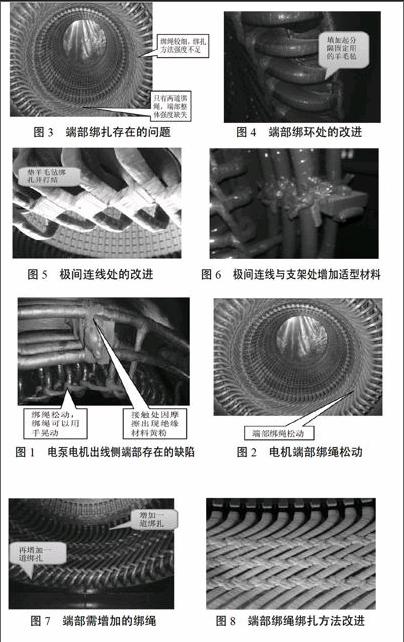
近年来,国内某电机厂制造的同类型大容量电动给水泵电机(10 000 kW以上,10 kV)发生过多台次启动时电机烧损的情况。根据兄弟单位出现的问题,我公司利用机组检修机会,对在装的6台相同类型电机解体检查,发现所有电机绕组端部均有缺陷——端部线圈绑环松动;极间连接线与端部固定支架存在摩擦,出现黄粉;个别电机线圈引出线处绑扎松动,绕组端部R角处的绑绳松动,如图1、图2所示。
图1 电泵电机出线侧端部存在的缺陷 图2 电机端部绑绳松动
1.1 端部绑绳松动的原因
目前,高压电机定子多采用VPI整浸工艺,其绝缘结构是粉云母带包扎线圈,线圈端部用涤玻绳绑扎,线圈与端部绑环用绳施力绑扎时,未收紧或绑后浸漆不透,使得绑绳与线圈黏合力小。同时,二者接触的部分不同程度地出现了绝缘损伤,进而降低了其绝缘性能。当线圈按工艺要求加热嵌线时,使靠近鼻端线圈端部的绝缘软化。这样,便使得绝缘受到了损害,进而影响其使用寿命。
由于端部绝缘受到端部绑环压陷后,与支架圆弧面形成了吻合接触,当绕组端部受到交变电磁力或轴向力的作用时,绑线会向直径小处位移,很快就会导致该处绝缘磨损。这种绝缘结构线圈端部的磨损主要是由绑扎松动引起的。同时,由于大型高速电机节距较大,极间距离也大,所以,定子绕组普遍存在端部尺寸长、喇叭口较大等特点,这时,就需要增加几道绑绳。
1.2 电机端部绑扎存在的问题
电机端部绑扎存在的问题有以下2点:①端部绑绳较细,并且该绑扎方法不能发挥应有的作用;②大容量的电机只绑扎了2道,在绕组出槽口处没有对其有效加固。端部绑扎存在的问题如图3所示。
2 改进方案及实施
图3 端部绑扎存在的问题 图4 端部绑环处的改进
图5 极间连线处的改进 图6 极间连线与支架处增加适型材料
针对上述电机存在的问题,可采取以下的改进措施:①在线圈端部绑环绝缘上平包1层厚4 mm的适应材料(羊毛毡),以起到与线圈间衬垫的作用。因为羊毛毡比较软,并且有一定的压缩量,所以,能使嵌线绑扎的线圈绝缘不再被端部绑环压陷。同时,这样做也增加了绑扎处的接触面积,从而保证了线圈与端部绑环紧密接触。当绕组含漆固化后,有利于端部在径向和切向的固定,如图4所示。②为了彻底消除端部极间连线绑绳存在的隐患,断开了所有极间连线的焊接点,重新装配连接线,采用了“搭焊”的工艺。在焊接时,采用焊料为 25%以上的银焊条,焊完后打磨尖刺部分,打磨合格后才能进行粉云母带包扎,且不少于 10 层,外包1层0.1 mm玻璃丝带。在连接线之间,采用绝缘垫块可以保证相互间位置的固定。因此,在连接线与固定支架间垫适应的材料(羊毛毡),再与支架一起绑扎固定,如图5、图6所示。③将原Φ5的涤玻绳更改为Φ10的涤玻绳,以增加其强度,并将原来的缠绕式绑扎方法改为绑绳扎紧、打结的方法,锁住头和尾,防止绑绳整圆松散。最后,在线圈出槽口和绕组近顶端位置各增加一道绑绳,并在顶端各线圈间隙内填加羊毛毡,浸漆后形成一个整体,以增加线圈的强度,防止振动和受电磁力变形,如图7、图8所示。
图7 端部需增加的绑绳 图8 端部绑绳绑扎方法改进
3 改进后的优点和效果
在端部绑环与线圈、极间连线与支架处均增加了4 mm的羊毛毡,这些适型材料除了可以有效防止主绝缘被磨损,还增加了其强度。
将原Φ5的涤玻绳更改为Φ10的涤玻绳,改进了绑绳的绑扎方法,并在端部出槽口和绕组近顶端位置分别增加了一道绑绳。改进后,增强了端部的整体刚度,使端部成为一个整体,进而有效防止电动力对绕组造成的损坏。
4 总结
在端部绑扎改进后,公司开始执行新的降耗方式,即根据机组负荷执行电泵启停的节能降耗方式。因为电机频繁启动,所以,要在2年后再次检查电机端部的绑扎情况。在检查过程中,并没有发现因定子绕组端部绑扎和固定不牢而产生的质量问题。事实证明,端部绑扎技术改进后,彻底消除了原来绑扎方法存在的隐患,且现在使用的方法得当,效果明显。同时,在保障重要辅机的安全运行时,这种方法也为机组的长周期、稳定运行提供了可靠的保证。
参考文献
[1]方日杰.电机制造工艺学[M].北京:机械工业出版社,1993.
[2]陈世坤.电机设计[M].北京:机械工业出版社,2000.
————————
作者简介:盖永波(1973—),男,1993年毕业于长春电力学校,工程师,主要从事电气设备检修方面的工作。逯华磊(1983—),男,2006年毕业于华北电力大学,工程师,主要从事电气设备检修方面的工作。
〔编辑:白洁〕