
汽车驱动桥后盖焊缝渗油、漏油原因分析及改进措施
2015-05-09 18:54李晓丽王俊杰路强
汽车实用技术 2015年7期
李晓丽,王俊杰,路强
(陕西汉德车桥有限公司,陕西 宝鸡 722408)
汽车驱动桥后盖焊缝渗油、漏油原因分析及改进措施
李晓丽,王俊杰,路强
(陕西汉德车桥有限公司,陕西 宝鸡 722408)
针对汽车驱动桥后盖焊缝渗油、漏油问题,从现场质量控制手段,失效件理化分析、有限元分析等方面进行原因分析,制定改进措施。
驱动桥;开裂;焊缝;漏油
CLC NO.:U472.4Document Code:AArticle ID:1671-7988(2015)07-110-03
引言
驱动桥壳在中重型汽车车桥的中不仅是主减速器、差速器、半轴的装配基体,还是支撑汽车荷重,承受由车轮传来的路面的反力和反力矩,并经悬架传递给车架(或车身)的主要支承体,在中重型汽车车桥中起重要作用,其制造质量对整桥乃至整车的性能产生直接影响。驱动桥后盖焊缝渗油、漏油的现象一直是桥壳制造中常见的质量问题之一(右图为驱动桥后盖焊缝开裂漏油图片)。由于后盖渗油、漏油导致减速器内的轴承与齿轮得不到充分的润滑, 磨损加快,严重时甚至出现“抱死”的现象,会造成严重的后果。近几年,桥壳后盖焊缝渗油、漏油的质量问题造成我公司售后索赔成本较高;同时由此引起的顾客抱怨,对整桥的销售也产生很大影响。因此解决驱动桥后盖焊缝渗油、漏油的故障,不仅能降低我公司售后成本,对于提高和改进后桥质量也具有重要意义。
1、原因分析
我们首先怀疑桥壳后盖焊缝渗油、漏油是由焊接缺陷引起的,因为后盖焊接时,我们用CO2保护焊,采用工件旋转焊枪头固定的方式,即工件装上夹紧后,调整焊接变位器确定工件变位角度,并利用焊枪角度万向调整机构来调整焊枪和工件之间的相对焊接位置,使后盖在桥壳上的焊缝处在焊接最佳位置(船形位置)焊接两圈,如图1所示。由于焊接工艺参数、气体比例、焊接定位等不合理,都会产生焊接缺陷。针对焊接缺陷质量问题,采取了一系列的措施:
(1)调整工艺参数,因为工艺参数是否正确,不但影响焊缝外观成形,而且影响焊接接头的内部质量。
(2)把保护气体由纯CO2改为CO2与Ar的混合气,比例按1:4混合焊接,不但改善了气孔缺陷,还减少焊接飞溅,使焊缝成形美观。
(3)原来后盖的定位焊接与焊接不在同一焊胎上,焊接时会发生焊丝偏离焊缝导致焊偏的现象,为解决此缺陷,我们把后盖的定位焊接与焊接在一次性完成,即工件装上夹紧后,先对后桥后盖进行定位点焊,再调整焊接变位器确定工件变位角度直接焊接。这样我们需调整后桥后盖定位焊接的中心与变位器回转中心重合,并进行定期检测,就可避免后桥后盖的焊缝产生焊偏缺陷。
(4)焊缝为了保证焊接质量在后桥后盖焊接接头处开坡口。
(5)增加桥总成入库前对桥壳焊缝漏气检验等措施。
措施实施后,我们对生产的后盖焊缝进行剖切理化检验,焊缝无焊接缺陷,同时,我们对售后返回件进行剖切理化与之对比,发现返回残件的后盖焊缝也没有焊接缺陷,从而证明焊接缺陷并不是引起驱动桥后盖焊缝渗油、漏油的根本原因。如右图所示,这是售后返回残件及剖切的理化试样,由图可见:裂纹是沿焊缝后盖一侧热影响区,疲劳开裂,延展至后盖内部,或从焊缝内部再延展至后盖内,造成桥壳焊缝开裂漏油。所以,焊缝强度不足,疲劳开裂才是后盖焊缝渗油、漏油的根本原因。
为了验证这个结论,我们对汽车后桥后盖焊缝的强度进行有限元分析,如图2所示。桥壳的轮距按1860mm进行分析,桥壳、后盖、轴头材料为16Mn, 其屈服强度是345MPa,泊松比0.3,密度为7900kg/m3。减壳材料为QT450,其屈服强度为310MPa。取弹性模量为157GPa,泊松比为0.3,密度为7300 kg/m3。导入桥壳的三维几何模型,采用车辆前进坐标系,x轴指向车辆前进方向,y轴指向前进方向的左侧,z轴竖直向上。根据车轮行驶的实际情况,对垂向力工况进行分析。这里按单桥额定载荷13T计算,在2.5倍的载荷下,左、右侧载荷均为:
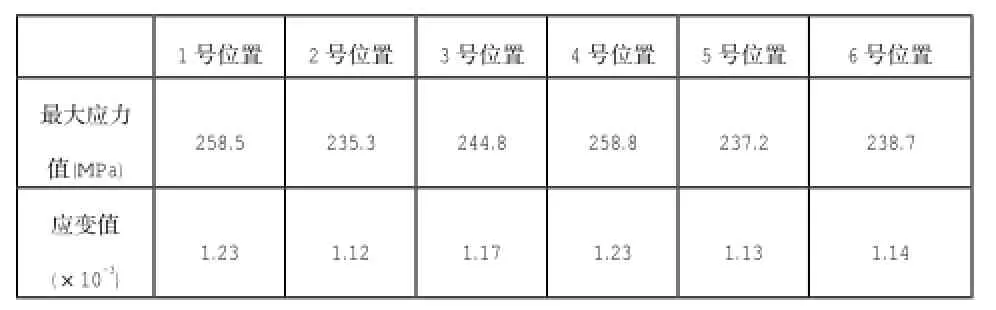
图3为2.5倍满载弯曲工况下桥壳与后盖焊缝处的应力分布云图。取桥壳的弹性模量为210GPa,图中1-6号位置的应力应变值见下表。
鉴于有限元分析结果,可以看出桥壳后盖焊缝应力集中主要原因是由于后桥壳弯曲疲劳引起的,但是除了垂向弯曲外,纵向弯曲疲劳也应该引起重视。另外测试的应力仅是名义应力,没有考虑焊接缺陷及缺口效应,实际焊接区应力要远大于测试应力,综合各方面因素,我们可以判断后桥壳后盖焊缝渗油、漏油的根本原因是桥壳后盖焊缝强度不足。
2、改进措施
针对我们分析的结果,提出了以下的改进措施:
(1)由于桥壳其屈服强度为345MPa,取安全系数为1.5,故其许用应力为230MPa。根据表中结果可以看出,1-6号位置处的应变值较大。我们在制造中后盖定位点焊位置正是直线与水平方向成30度夹角位置,此处极有可能因应力集中而导致焊缝开裂引起漏油、渗油现象。所以在制造生产过程中无论是后盖定位点焊位置还是焊接时起息弧位置,我们都应该避开1-6号位置的六个区域,最好选用图4中直线与竖直方向成33度夹角所示应力值较小的a、b、c、四个区域。综合考虑后我们在生产制造时选择与竖直方向成45度夹角四个区域定位焊接4处,焊接时启弧位置落在与竖直方向成30度夹角的区域,焊枪与竖直方向成15度夹角进行焊接,如图5所示。
(2)为了增加桥壳后盖焊缝强度,在焊接后盖与桥壳时,焊接接头处的内外两侧都进行焊接。如图6所示。
(3)除了对焊接工艺问题进行改进,我们还从设计角度进行考虑,建议对后桥后盖的结构进行改变,把后桥后盖下端与桥壳连接处改成如图7所示结构。目前这种结构我们还处于改进阶段,没有通过验证。
4、结论
通过此次问题改进我认识到对故障的解析,要通过科学手段进行分析,从售后返回件寻找原因,要找到问题的实质,而不是进行人为判断,问题的实质找到了,解决问题就得心应手,反应迅速。
[1] 方艳.CO2气体保护自动焊在汽车后桥总成焊接中的应用[J].陕西汽车,1998(04).
[2] 邓开豪.汽车桥壳焊缝漏油原因分析及改进措施[J].装备制造技术,2008年(04).
[3] 李丽.汽车后桥有限元分析及疲劳寿命预测[J].吉林:吉林大学,2008.
[4] 安宗权,左申傲,申荣卫.汽车后桥开裂故障的对比分析与研究[J].天津职业技术师范大学学报,2011年(03),1.
Reason analysis and measures for oil leakage problem on back cover weld of automotive drive axle
Li Xiaoli, Wang Junjie, Lu Qiang
(Shannxi Hande Axle Co., Ltd., Shaanxi Baoji 722408)
For the oil leakage problem on back cover weld of automotive drive axle,this paper focuses on the reason analysis from the field quality control methods,the physical and chemical analysis of the failure components,finite element analysis,and proposes some improvement measures.
Drive axle; Cracking; Weld; Oil leakage
U472.4
A
1671-7988(2015)07-110-03
李晓丽,就职于陕西汉德车桥有限公司,主要从事车桥桥壳的冲压工艺及焊接工艺工作。
猜你喜欢
汽车与新动力(2022年2期)2022-07-21
锦绣·中旬刊(2022年1期)2022-05-16
商品与质量(2021年4期)2021-11-23
专用汽车(2020年10期)2020-10-26
科学与财富(2020年15期)2020-07-04
科学与财富(2018年18期)2018-08-09
电子技术与软件工程(2017年22期)2018-01-17
科技资讯(2017年29期)2017-12-12
现代交际(2017年19期)2017-10-23
汽车维修技师(2017年1期)2017-06-27
