浅谈线切割锥度编程与加工实例
2015-05-12 21:15孙耀恒房明马永红
智能制造 2015年4期
孙耀恒 房明 马永红
线切割加工技术应用广泛,主要用于模具加工,贵重金属下料等。优点是加工时不会产生切削力,无切屑。本文通过在北京迪蒙卡特线切割机床上,对一个模具的加工案例,对线切割锥度加工进行了探索性研究,并提出了电参数选择、程序编制以及实际操作等方面的一些具体措施。
一、加工工艺分析
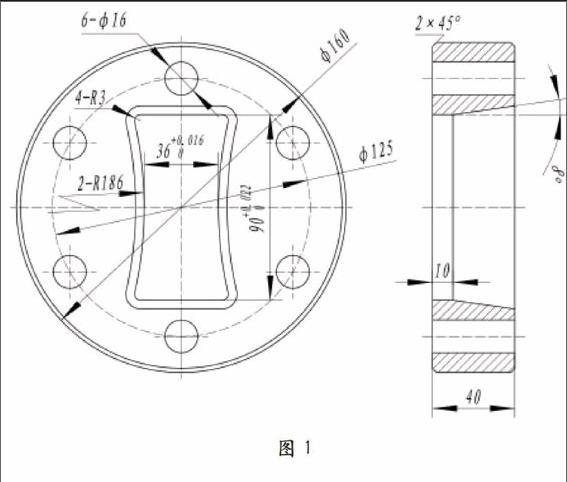
工件如图 1所示,零件材质为 Cr12mov,需要对型腔加工。因为不是批量生产,型腔尺寸精度要求高,加工深度大。夹具选择螺栓压板。线切割加工几乎不会产生切削力。加工的过程中合理选择电加工参数,否则易短丝,影响零件加工精度。因此加工工艺为:先加工 8度斜面加工,可以使残料容易脱落,最后加工精度要求高的直型腔保证加工精度。
二、加工准备
在加工前一定要校正钼丝的垂直度,校正的方法是使用垂直块,放电检查钼丝的垂直度。编制加工程序,在加工的过程中可以选择手工编程和计算机编程,手工编程方便简单,容易修改。计算机编程快捷。可以选择线切割机床自带的 TCAD软件进行编程,在编程时先绘制加工图形,才能生成加工程序。
1.手工编程
锥度编程采用绝度坐标(单位为微米),要求上下平面图形的坐标系统一,编程时每一直纹面为一段。直纹面是由上平面的直线段或圆弧段与对应下平面的直线段或圆弧段构成的特殊曲面。编程时要求出直线或圆弧起点、终点、圆心点坐标,而且上下平面的起点和终点一一对应。上下平面线段的段数相同。
程序格式如下:
X1 Y1上平面起点坐标 X2 Y2上平面终点坐标L或者 C上平面为直线用 L,圆弧用 C,若为 “C”,
则需要加入下列两行:
X0 Y0 圆心点坐标
C或 W C为逆圆弧 W为顺圆弧
X3 Y3 下平面起点坐标
X4 Y4 下平面终点坐标
L或者 C上平面为直线用 L,圆弧用 C,若为 “C”,则需要加入下列两行:
X0 Y0 圆心点坐标
C或W C为逆圆弧W为顺圆弧
A或 Q A为段之间的分隔符,Q为程序结束符
2.计算机编程
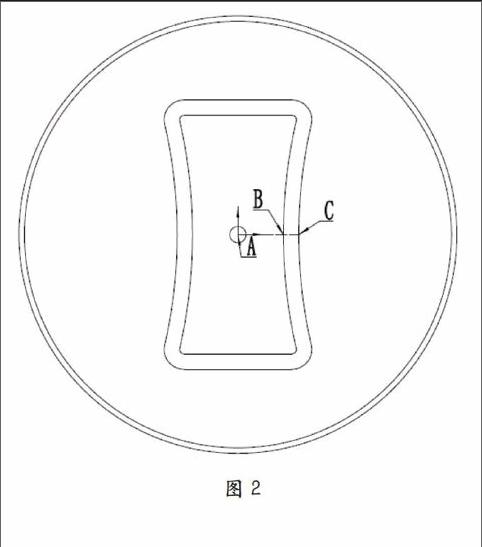
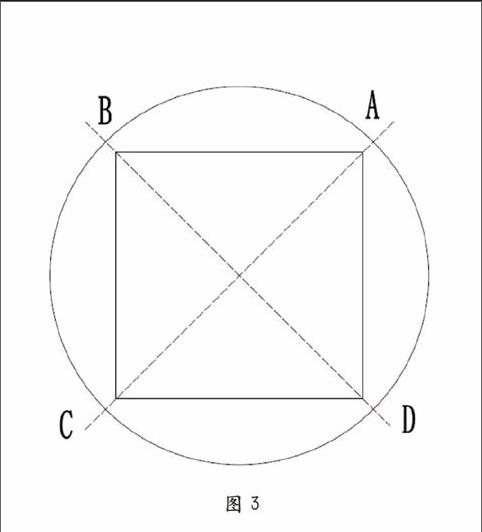
(1)在 TCAD中绘制如图 2所示图形。因为锥度程序生成需要上下截面图形的图元数目一样,即所生成的程式代码条数一样。例如:上平面为一个矩形,下平面为一个圆,因为上下截面图形的图元数目一样,所以在作图过程中,要把整圆分成 4部分圆弧,如图 3在 A、B、C、D四个地方把圆打断与另一截面矩形的顶点相对应。
(2)以穿丝孔的圆心为起切点 A。
(3)选取切割路径:选择“线切割→线切割→ M →点取屏幕下方的辅助指令“引入”→选择起切点 A →点切入点,屏幕下方的中点→点取圆弧找出中点 B点→选取图元→拾取里面的图元→指定切割方向”。
(4)使用同样的方法以 C点为切入点,选取外面的图元,保证两个切割方向一致。
(5)生成加工代码:选择“线切割→线切割→ P →点取辅助指令 S →加入路径程式补偿 0.1,退出→点击鼠标右键,输入要生成的文件名 10 →点击 P里面的 E →屏幕上显示生成的代码”。
(6)选择“文件→放弃作图→是”。
(7)执行TCAD里面的 TRAN文件。具体操作步骤:C:\TCAD>TRAN
(8)加工时按照存储路径调出加工程序即可 C:/TCAD/10.RES。
注意:根据编程时选取里边和外边的先后顺序不同,加工出的锥度不同。
三、锥度加工操作
在加工锥度时,需要测量以下参数。
(1)工件高度:所切工件的实际高度(40mm)。
(2) Z轴高度:上下导轮中心距(需要实际测量后应当记录,以备下次使用)经过实际测量上下导轮中心距为142mm。
(3)导轮半径:北京迪蒙卡特机床导轮半径为 17mm(此参数已经设置好,无需改动)。
(4)下导轮与工件下平面的(工作台面)距离:此参数出厂前设置好,无需改动。查阅机床使用说明书下导轮到工作台面的距离为 57.4mm。
加工系统进入锥度加工,按”F6”设置机床参数,将已经测量完的参数输入到机床参数对话框中。设置完参数后如图 4所示。
四、电加工参数的选择
根据加工工件的厚度选择脉宽,当加工工件较薄时,可以选择小脉宽,工件厚度较大时选择大脉宽,由于工件的薄厚不同,以及表面质量要求,脉冲参数根据实际情况灵活选取。可以根据表选择。
五、容易出现的问题及解决措施
钼丝回直操作,在加工的过程中如果出现短丝现象,需要将钼丝回到垂直状态,可以在如图 4所示中按下 “F6”键,钼丝在原地回直,按“F5”键回到起切点,穿好钼丝,再开始加工。
短路回退操作,导致短路的原因一般是钼丝状态不好以及电加工参数调整不恰当造成的。短路回退以后,消除短路状态继续向前加工,如在没有到达短路点之前,在发生短路,此时抬起控制柜操作面板的“加工”键,使用本机变频信号使机床走到原短路点。如果短路没有消除,按F4键继续回退,调慢进给速度,直至短路消除。样件如图5所示。
六、结语
本文通过在线切割机床上加工锥度模具零件的实践经验,把编程的思路、操作技巧和电参数的选择做了详细的阐述。从实例中可以发现,合理的编制锥度加工程序和合理选择电加工参数可以保证零件的加工精度,对于不同锥度零件的加工,只要改变一下相关参数,例如:工件的高度,导轮的中心距,便可以完成其它锥度零件的加工。
猜你喜欢
科学技术创新(2020年6期)2020-04-18
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
轨道交通装备与技术(2019年3期)2019-07-29
铁道学报(2018年11期)2018-12-13
电力与能源(2017年6期)2017-05-14
中国自行车·骑行风尚(2015年6期)2016-01-28
机械工程师(2015年10期)2015-02-02
西安建筑科技大学学报(自然科学版)(2014年1期)2014-11-12
轴承(2012年1期)2012-07-24