
铜带镀锡机收卷电控系统的设计
2015-05-30 16:01杨文辉
中小企业管理与科技·下旬刊 2015年9期
杨文辉
摘 要:本文介绍了铜带镀锡机收卷的电气控制方法,以及PLC和触摸屏在控制系统中的应用,并介绍了PLC编程和触摸屏的组态。
关键词:触摸屏;可编程控制器;控制系统
0 引言
随着国内光伏产业的快速发展,对光伏焊带需求量日益增大,开发光伏焊带绕制设备迫在眉睫。为了满足市场的需求,我们在参考进口设备的基础上,开发出了铜带镀锡机,同时收卷中应用PLC和伺服控制技术,使该机能够在中、低速范围满足收卷精度要求,而且在高速运行时依然能够保证收卷误差在允许范围内,解决了收线速度低、排线误差大等问题,满足了中、高端设备的要求。
1 铜带镀锡机简介
按照工艺要求,设计的铜带镀锡机包括五个部分,即放卷取料、镀锡、牵引、储线、收卷。前四个部分中,通过驱动轮实线带材的前移,有电动机作为动力来实现驱动。最后的收卷部分由卷绕部分和排线部分组成,卷绕电机带动收线盘的旋转,排线电机带动滚轴丝杠水平运动进行排线,绕指一周排线前进一个线宽。卷绕电机和排线电机均采用伺服电机,反应快,精度高,并采用误差较小的同步控制方式,故适用于镀锡铜带轴装收线方式和对精度要求高的场合。
2 收线系统原理
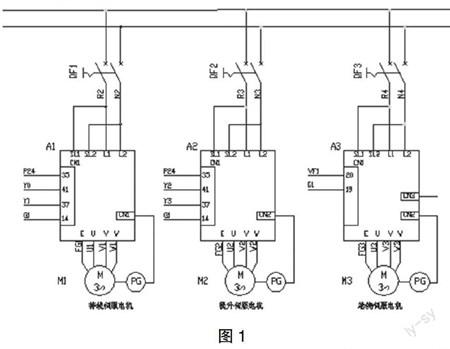
收线系统主要部件原理图如图1,收卷动力,采用交流伺服电机,以保证良好的调速性能。该电机通过减速机将动力传递到收卷机头,收卷电机伺服驱动器和PLC进行485通讯,将收卷电机速度传递到PLC,根据此速度控制排线伺服电机带动滚轴丝杠做水平运动,从而实现变速下的节距匹配。
3 电控系统及配置
图1
由图1可知,该收卷系统主要控制对象为卷绕电机、水平排线电机和竖直提升电机,要完成卷绕电机的启、停、自动以及排线控制和提升控制,还要提高产品的可靠性。为此本系统采用PLC作为主控制单元,用触摸屏显示、设定工艺参数。系统要求PLC具有较高的脉冲输出,通过比较,选用台达PLC DEP-40EH00T3。
伺服电机选型时从能否满足系统需要,再从价格、体积、质量、重量等经济指标下考虑,收卷伺服型号为ECMA-E21310SS,排线伺服型号为ECMAC20807AS,提升伺服为ECMA-C20604AS。
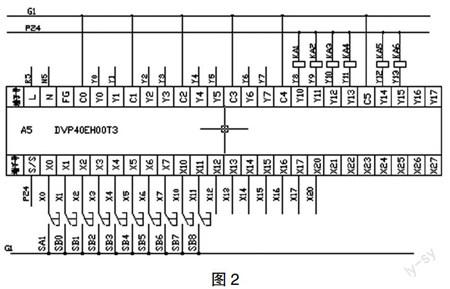
图2为PLC电路图,图中X12为旋转编码器输入口,用于对卷绕镀锡铜带的准确记长,其它输入口用于卷绕电机的启动、停止、排线手动控制以及系统初始化等。Y0,Y1高速脉冲输出口分别控制排线伺服的排线频率和排线方向,Y2,Y3高速口分别控制提升伺服的频率和方向。
图2
同时,对于镀锡铜带来说,厚度一般为0.2~0.25,屈服强度在55~65,即薄又软,绕制过程中容易变形,易拉断,故启动必须平缓启动,启动后速度可加快,停止时为防止乱线,必须缓慢停止。在排线接近两边轴端时,排线如果立即转向,则在轴端一个线宽度内容易形成出现少绕和漏绕现象。为解决此问题,当排线器在轴端反向信号出现时,排线不立即反转,直接绕制适当角度再反向排线,在程序中实现。排线电机运行频率的计算公式為:f=nxdxmxi/60D,式中:n为收卷电机速度,d为节距设定,m为排线伺服电机转一圈所需脉冲数,i为收卷电机轴到排线轴的减速比,D为排线丝杆螺距。
从上式可知,m、i、D的值在设备设计完成后为固定值,排线节距d为镀锡铜带的宽度加上排线间隙,镀锡铜带的宽度和排线间隙在系统启动前在触摸屏上设定,也是固定值,只有n值随前道工序出线速度在变化,故f随n的变化成正比例变化,从而实现恒节距排线。
4 控制程序设计
铜带镀锡机收卷机能实现自动(和前道工序机器联机控制)、手动(本机单独运行即铜带整卷)、初始化等。部分程序如下:
排线频率计算程序
LD M1000
DADD D56 D48 D628
DMUL D614 D628 D624
DMUL D624 K1 D60
DDIV D60 K180 D632
MPS
AND= C10 K0
DMUL D632 K1 D636
MPP
AND= C10 K1
DMUL D632 K-1 D636
排线运行间隙控制程序
LD M81
AND M80
DEMUL D280 K1000 D72
DINT D72 D72
DMOV D72 D48
LD M83
AND M82
DEMUL D284 K1000 D74
DINT D74 D74
DMOV D74 D48
LDI M81
ANI M83
ANI M82
DEMUL D204 K1000 D48
DINT D48 D48
贴边运行时间计算程序
LD M1000
DEMUL D264 K100 D54
DINT D54 D54
LD M1000
DMUL D268 D54 D600
DDIV D600 K100 D600
DSUB D600 D646 D604
MPS
DAND< D604 K0
MPP
DFLT D600 D76
5 結束语
该设备采用PLC控制,充分发挥台达EH3高端系统功能,结合伺服控制的精密性,对设备的性能有了很大的改善,大大提高了产品的质量,满足用户柔性需求,并且使设备整体结构紧凑,操作简单,人机界面人性化,受到用户好评。
参考文献:
[1]顾晓松,陈铁年.可编程控制其原理与应用[M].国防工业出版社,1996.
[2]陈伯时,自动控制系统[M].机械工业出版社,1981.
[3]台达公司,可编程控制器应用手册,2012.
[4]台达公司,B2系列伺服使用手册.
猜你喜欢
装备制造技术(2019年12期)2019-12-25
科技创新与应用(2016年34期)2016-12-23
科学与财富(2016年28期)2016-10-14
河南科技(2014年12期)2014-02-27
自动化与仪表(2014年10期)2014-02-26
