
2219铝合金搅拌摩擦焊接工艺研究
2015-06-23 16:22熊飞,钱炜,刘钢
上海理工大学学报 2015年1期
熊 飞, 钱 炜, 刘 钢
(1.上海理工大学机械工程学院,上海 200093;2.上海特种数控装备及工艺工程研究中心,上海 201111)
2219铝合金搅拌摩擦焊接工艺研究
熊 飞1, 钱 炜1, 刘 钢2
(1.上海理工大学机械工程学院,上海 200093;2.上海特种数控装备及工艺工程研究中心,上海 201111)
借助于有限元仿真软件ANSYS模拟仿真2219铝合金搅拌摩擦焊接过程,得到在焊接准稳态阶段不同时刻和位置处的温度情况,确立了温度场在时间和空间上的分布规律.结果表明,焊接的最高温度为525℃,低于铝合金熔点.在试验中采用仿真所使用的焊接工艺参数,得出的焊缝表面质量较好,没有出现背部间隙及未焊透缺陷.在整个试验过程中,试验测得的工件温度变化与仿真模拟的结果误差小于5%.在进行试件的力学性能试验中,试件的抗拉强度达到母材的74%,均高于其它的焊接方式.所采用的焊接工艺参数对实际焊接6 mm厚的2219铝合金具有借鉴作用.
搅拌摩擦焊;温度场;仿真;焊接工艺参数
自英国焊接协会(TWI)于1991年发明搅拌摩擦焊接技术以来,国内外学者对焊接过程中温度的变化[1-2]、材料的流动情况[3]以及利用该技术焊接同种材料、异种材料[4-5]等都作了广泛的研究.但是,从查阅目前相关报道文献来看,针对不同厚度的2219铝合金的焊接所需采用的焊接工艺参数的研究相对较少.因此,在实际加工过程中可供参考的工艺参数对零件加工的质量起到一定的保障作用.
目前,航空航天业多采用2219铝合金,并且搅拌摩擦焊接在航空航天领域应用较广,故以2219铝合金为研究对象,利用ANSYS软件建立有限元分析模型,对焊接过程进行温度场模拟.
搅拌摩擦焊是一个复杂的成型过程,由温度变化、组织结构转变、应力应变及金属流动等多因素相互作用而成.焊接时,焊缝处的温度与焊缝的组织和性能有着直接的关系,也影响着焊接缺陷的形成过程.因此,对焊缝处温度场的数值模拟是研究焊缝组织性能、焊接变形和残余应力的基础.
自搅拌摩擦焊技术得到应用以来,国内外学者对温度场热源模型展开了大量的研究.一些学者假设模拟焊接过程中全部产热来源于轴肩与工件表面的摩擦,如Song等[6]提出的耦合产热模型.一些学者则将热源简化为轴肩与工件的产热以及搅拌针与工件的产热,如王希靖等[7].本文采用搅拌头轴肩及搅拌针与工件的摩擦产热作为热源模型.
1 热源模型的确立
假设搅拌针为表面没有螺纹的圆锥体,忽略焊接过程中的金属塑性变形功,得出简化的搅拌头热输入模型.搅拌摩擦焊接(FSW)的热源主要由3个部分组成[8]:轴肩与工件上表面的摩擦产热、搅拌针侧面与工件的摩擦产热、搅拌针底部端面与工件的摩擦产热.
1.1 轴肩产热模型

式中,qs为轴肩的产热功率;ω为搅拌头的角速度; μ为轴肩与母材间的摩擦系数;P为轴肩与母材间的垂直作用力;R1为轴肩半径;R2为搅拌针根部半径.
1.2 搅拌针侧面产热模型

式中,qps为搅拌针侧面的产热功率;a是搅拌针锥角的1/2;R3为搅拌针端部半径,H为搅拌针扎入最大深度.
1.3 搅拌针端面产热模型

式中,qpb为搅拌针端面产热功率.
2 仿真过程分析
模拟采用的铝板尺寸为150 mm×50 mm× 6 mm,以对接形式焊接.搅拌头简化为不带螺纹的圆锥体搅拌针和圆柱轴肩,搅拌头轴肩直径为18 mm,搅拌针直径为6 mm,搅拌针长度为5.8 mm.主轴转速为490 r/min,焊接速度为90 mm/min,垂直方向上的下压力为25 kN.
2.1 网格划分
采用ANSYS进行建模分析,在模拟分析过程中,采用solid70,8节点六面体单元.划分网格时采用非均匀网格划分,焊缝附近采用较密的网格,远离焊缝处采用较稀疏的网格,这样既可以考虑焊缝处温度变化较大而影响结果的精度,同时又能减少计算量,提高工作效率.网格划分结果如图1所示.
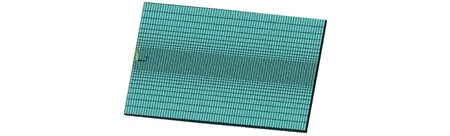
图1 有限元数值模拟网格划分示意图Fig.1 Finite element mesh used in numerical simulation
2.2 材料热物理性能
模拟分析选用2219-T87铝合金,在进行ANSYS模拟过程中,需要材料的性能参数,如密度、比热容、导热系数等.这些参数随着温度的变化发生变化[9],如表1所示.在搅拌头与工件接触过程中,两者之间的摩擦系数[9]随着温度的变化也发生变化,如表2所示.焊接初期,温度较低,摩擦系数较大,而随着温度的增大,材料也慢慢变软,与搅拌头之间的摩擦也随之变小.
2.3 边界条件的确定
环境的初始温度设为20℃,工件与周围空气设为热对流,换热系数设为30 W/(m2·℃),两个工件对接面设为绝热面,工件底部与支撑砧板的接触传热设为换热系数较大的对流换热,取值为1 000 W/(m2·℃).两块焊接板上部与压紧机构有一定的传热,其换热系数统一设置为30 W/(m2·℃).

表1 热物理性能参数[9]Tab.1 Thermo-physical performance parameters

表2 不同温度时铝合金与搅拌头之间的摩擦系数[9]Tab.2 Friction coefficient at different temperature
在模拟过程中,采用移动热源对工件施加热源进行模拟.轴肩与工件摩擦表面施加面热源,搅拌针与工件之间施加体热源,利用APDL编程,采用*do-*enddo循环语句加以实现.在循环计算中,沿着焊接方向将焊缝等分为N段,将各段的后点作为热源中心加载热流密度.每一段为一载荷步,当加载下一载荷步计算时,消除上一段所加载的热流密度,并且将上一段计算所得温度作为下一步加载的初始条件.
3 仿真结果分析
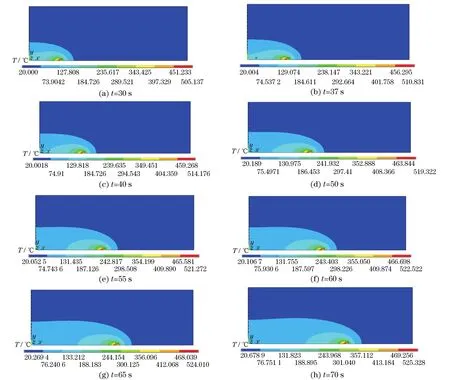
图2 不同时刻搅拌摩擦焊的温度分布云图Fig.2 Temperature contours of friction stir welding at different time
图2是FSW过程开始后30~70s时的温度场分布情况.当焊接开始后第30 s时,焊缝处最高温度为505.14℃;第37 s时,焊缝处最高温度为510.83℃;第40 s时,焊缝处最高温度为514.80℃;第50 s时,焊缝处最高温度为519.32℃;第55 s时,焊缝处最高温度为521.27℃;第60 s时,焊缝处最高温度为522.52℃;第65 s时,焊缝处最高温度为524.01℃;第70 s时,焊缝处最高温度为525.33℃.
由图2可知,在焊接进入准稳态过程中,温度峰值主要集中在焊缝区域.随着搅拌头的移动,与搅拌头接触的区域温度迅速上升,搅拌头走过的区域因为与空气对流,慢慢地温度降低.工件的瞬时最高温度平均值为520℃,均出现在搅拌中心处,低于工件的熔点,约为熔点的80%左右,在焊接过程中没有出现熔化现象,整个过程为固相连接.
4 试验验证
为验证仿真结果的准确性,采用与仿真相同的工艺参数以及相同尺寸的试件进行焊接试验.焊接后的试件如图3所示.工件上表面出现少量的飞边现象,存在均匀的鱼鳞状纹路,形状美观,手感均匀.工件背部光洁平整,试件没有与垫板产生粘结现象,也没有出现背部间隙及未焊透缺陷.

图3 焊接后试验板Fig.3 Tested plate after welding
4.1 温度测量
在工件的上表面距离焊缝15 mm处安放热电偶来测量离焊缝起始端距离分别为30,40,50,60, 70,80 mm的温度,测量结果如图4所示.
从图4中取出每个测量点的最高温度与有限元模拟的最高温度进行比较,如图5所示.从图5中可看出,模拟结果与试验测量结果变化趋势基本吻合,相对误差很小.在焊接30 s后,最高温度均在520℃左右发生变化,焊接进入准稳态焊接阶段,仿真模拟的结果与实际的焊接相符合.
4.2 焊缝的拉伸力学性能分析
拉伸试验数据如表3所示,可知FSW的焊缝抗拉强度能达到母材的74%,均高于熔焊和等离子焊接焊缝.

图4 试验测量结果Fig.4 Results of the experiment

图5 有限元模拟结果与实际试验结果比较Fig.5 Results of experiment compared to simulation results

表3 不同焊接方法下抗拉强度的比较Tab.3 Comparison of tensile strength by different welding methods
5 结 论
a.成功地模拟了焊接6 mm厚的2219铝合金准稳态时的温度场,并在后续试验中证实了其准确性.
b.模拟焊接6 mm的2219铝合金时所采用的工艺参数是:主轴转速为490 r/min,焊接速度为90 mm/min,垂直方向上的下压力为25 kN.该参数下,获得焊接过程中焊缝处的温度场与实际焊接相符合,是最佳的焊接工艺参数.
c.对FSW试验后得到的试件进行力学试验分析时,FSW的试件抗拉伸性能较熔焊和等离子焊接试验所得的工件要高,力学性能更好.
参考文献:
[1] McClure J C,Feng Z,Tang W,et al.A thermal model of friction stir welding[C]∥Proceedings of the 5th International Conference on Thrends in Welding Research,1998:68-75.
[2] Chao Y J,Qi X.Thermal and thermo-mechanical modeling of friction stir welding of aluminum alloy 6061-T6 plate[J].J Mater Process Manuf Sci,1998, 7(2):215-233.
[3] 王希靖,韩晓辉.基于FLUENT的铝合金搅拌摩擦焊三维流场数值模拟[J].电焊机,2006,1(1):48-50.
[4] 冯吉才,王亚荣,张忠典.镁合金焊接技术的研究现状及应用[J].中国有色金属学报,2005,15(2):165 -178.
[5] 郭晓娟,李光,董春林,等.1420铝锂合金搅拌摩擦焊接力学性能[J].焊接学报,2009,30(4):45-48.
[6] Song M,Kovacevic R.Thermal modeling of friction stir welding in a moving coordinate system and its validation[J].Int J Machine Tools Manuf,2003,43 (6):605-615.
[7] 王希靖,韩晓辉,郭瑞杰,等.搅拌摩擦焊接过程温度场数值模拟[J].焊接学报,2005,26(12):17-20.
[8] Song J L,Deng Q L,Chen C Y,et al.Rebuilding of metal components with laser cladding forming[J]. Applied Surface Science,2006,252(22):7934-7940.
[9] 徐韦锋,刘金合,朱宏强.2219铝合金厚板搅拌摩擦焊温度场数值模拟[J].焊接学报,2010,31(2):63 -66.
[10] 王国庆,赵衍华.铝合金的搅拌摩擦焊[M].北京:中国宇航出版社,2010.
(编辑:石 瑛)
Frictions Stir Welding Process for 2219 Aluminum Alloy
XIONGFei1, QIANWei1, LIUGang2
(1.School of Mechanical Engineering,University of Shanghai for Science and Technology,Shanghai 200093,China; 2.Shanghai Special Numerical Control Equipment and Technology Engineering Research Center,Shanghai 201111,China)
The finite element analysis simulation software ANSYS was used to simulate a 2219 aluminum alloy friction stir welding process.The temperatures at different time and different positions were presented to make sure how the temperature is distributed in the space-time temperature field in steady-state phase.The results indicate that the maximum welding temperature is 525℃,lower than the melting point of aluminum alloy.In an experiment,adopting the welding parameters which were used in the simulation,the quality of weld surface is well.The error of temperature on the work piece,compared with the result of the simulation,is less than 5 percent.In a mechanical performance testing,a specimen by FSW(friction stir welding)is obviously better than those by other welding processes.Its tensile strength reaches 74%of that of the base metal.In an actual welding process,when a 2219 aluminum alloy plate with 6 mm thickness was welded,the welding parameters have been refered to those used in the simulation and good results were achieved.
friction stir welding;temperature field;simulation;welding parameters
TG 402
A
1007-6735(2015)01-0079-05
10.13255/j.cnki.jusst.2015.01.014
2013-09-09
上海市重大技术装备研制专项基金资助项目(ZB-ZBYZ-03-11-2190)
熊 飞(1987-),男,硕士研究生.研究方向:机械工程.E-mail:terry_ff@126.com
钱 炜(1964-),男,副教授.研究方向:机械设计理论.E-mail:qyc0510@163.com
猜你喜欢
煤气与热力(2021年3期)2021-06-09
舰船科学技术(2021年12期)2021-03-29
森林工程(2020年6期)2020-12-14
江苏农业科学(2020年8期)2020-06-01
测控技术(2018年4期)2018-11-25
建筑科技(2018年6期)2018-08-30
电子制作(2017年19期)2017-02-02
云南师范大学学报(自然科学版)(2015年5期)2015-12-26
电源技术(2015年7期)2015-08-22
焊接(2015年8期)2015-07-18
