抛物面形零件冲压成形悬空侧壁圆锥台变形区的应力应变计算
2015-06-23 16:22孙丹阳雷君相
上海理工大学学报 2015年2期
孙丹阳, 雷君相
(上海理工大学材料科学与工程学院,上海 200093)
抛物面形零件冲压成形悬空侧壁圆锥台变形区的应力应变计算
孙丹阳, 雷君相
(上海理工大学材料科学与工程学院,上海 200093)
应力和应变的分布情况可以反映出零件在成形过程中的变形特点,它是研究零件冲压成形的基础.采用主应力法推导出了冲压成形过程中旋转抛物面形零件悬空侧壁圆锥台变形区的应力和应变计算公式,以材料为SS304不锈钢的抛物面形零件为算例,得出其应力和应变分布趋势.另外,还计算出了抛物面形零件冲压成形时的应力分界圆直径和应变分界圆直径,其中,应变分界圆直径的计算结果与已有实验数据一致.通过对旋转抛物面形零件冲压成形过程中悬空侧壁圆锥台变形区应力和应变分布的研究,明确零件的成形过程和变形特点,为其冲压成形时内皱曲极限的预报与控制奠定了基础.
抛物面形零件;悬空侧壁圆锥台变形区;应变;应力分界圆直径;应变分界圆直径
Key words:parabola-shaped parts;floating cone sidewall deformation zone;strain;stress dividing circle diameter;strain dividing circle diameter
随着工业的不断发展,曲面形零件应用越来越广泛,如火箭贮液箱箱底、汽车车灯、火车车灯、台灯外罩等.曲面形零件虽然美观实用却加工困难,许多学者对曲面形零件的冲压工艺进行了研究[1-6],但都侧重于模拟成形方面,对其冲压成形时的应力和应变的理论研究很少涉及.简单曲面形零件的冲压成形是研究复杂曲面零件冲压成形的基础,复杂曲面零件冲压成形的基本特点和规律都与简单曲面零件的成形特点和规律相同,可以从简单曲面零件的冲压成形过程中反映出来.因此,对抛物面形零件冲压成形时应力和应变的分布进行了理论研究.抛物面形零件冲压成形过程中悬空侧壁圆锥台变形区是材料由拉深变形向胀形变形转换的过渡区域,此变形区内部变形不均匀,容易失稳发生内皱曲缺陷.抛物面形零件在冲压成形时有3个变形区,分别为突缘变形区、悬空侧壁圆锥台变形区和凸模底部抛物面变形区.其中悬空侧壁圆锥台变形区的应力应变计是研究旋转抛物面形零件冲压成形内皱曲极限预报与控制的基础[7].通常在旋转抛物面形零件冲压成形时,在悬空侧壁圆锥台变形区的大端容易发生内皱曲[8-12],因此,研究旋转抛物面形零件冲压成形悬空侧壁圆锥台变形区的应力应变计算对于旋转抛物面形零件的冲压成形具有重要的意义.
1 应力分布
旋转抛物面形零件的数学模型为x2=2py,焦点为(0,p/2),在冲压成形时,其悬空侧壁圆锥台变形区的应力分布公式与圆锥形零件冲压成形时悬空侧壁圆锥台变形区的应力分布公式[8]相同为
式中,σr为悬空侧壁圆锥台变形区的母线方向拉应力;σθ为悬空侧壁圆锥台变形区的周向力;β为平面应力状态,取值为1.1;i为悬空侧壁圆锥台变形区的平均流动应力,i=Bi,B为材料常数,n为硬化指数,ε—i为悬空侧壁圆锥台变形区的平均对数应变;Dd为悬空侧壁圆锥台变形区大端直径,亦为凹模直径;D为悬空侧壁圆锥台变形区内的直径,D∈[Dφ,Dd],Dφ为悬空侧壁圆锥台变形区小端直径,亦为板料与凸模的贴模圆直径,随凸模行程的增大而增大;fd为板料与凹模圆角之间的摩擦系数;α为板料在凹模圆角处的包角大小;0为突缘变形区平均流动应力,0=B0,ε—0为突缘变形区的平均对数应变;η为突缘外边缘的相对移动位置,η=Dt/D0,Dt为毛坯突缘外边缘直径,当Dt∈[Dd,D0]时,η∈[1,m],D0为初始毛坯直径;m为拉深系数,m=Dd/D0.
因此,凹模直径Dd处的应力为
凹模直径处的压应力(σθ)D是引起零件悬空区内皱的主要原因.
2 应变分布
旋转抛物面形零件冲压成形时,悬空侧壁圆锥台变形区的变形既有拉深变形,也有胀形变形,是拉深-胀形的复合变形,应变分布εi应由拉深应变εdi和胀形应变εei组成[13-15].
2.1 拉深应变
毛坯厚度为t0,凸模直径为Dp,当凸模下行至H时,假定平板料上直径为D的圆移至悬空侧壁圆锥台变形区内直径为D′的圆处,如图1所示(见下页).根据体积不变条件,并忽略板厚的变化,可得
图1 拉深过程中直径的变化Fig.1 Changes of diameter in the process of drawing
悬空侧壁圆锥台变形区内直径为D′处的周向压应变εdθ为


2.2 胀形应变
当凸模下行至H时,假定这时胀形坯料厚度为t,如图2所示.根据体积不变条件可得


图2 胀形过程中直径的变化Fig.2 Changes of diameter in the process of bulging
当凸模下行至H时,坯料上直径为D的圆成形后为悬空侧壁圆锥台变形区内直径为D′的圆,由体积不变条件得

由式(7)和式(8)解得

与拉深应变相同,可用周向拉应变εeθ近似代替胀形等效应变,即εei≈εeθ.则胀形平均等效应变ε—ei为大端处等效应变(εeθ)D与小端处等效应变(εeθ)φ的平均值,即

2.3 复合应变
旋转抛物面形零件冲压成形时,悬空侧壁圆锥台变形区的复合应变是拉深应变和胀形应变的叠加,故其复合平均等效应变为

将拉深平均等效应变和胀形平均等效应变代入即可.
2.4 冲压成形过程中应力应变的变化规律
以SS304不锈钢为例,根据式(6)和式(10)计算后,冲压过程中悬空侧壁圆锥台变形区应力、应变的变化规律分别如图3和图4所示.

图3 冲压过程中悬空侧壁圆锥台变形区应力的变化Fig.3 Tangential pressure stress of the floating cone sidewall deformation zone in the process of deep-drawing

图4 冲压过程中悬空侧壁圆锥台变形区应变的变化Fig.4 Tangential pressure strain of the floating cone sidewall deformation zone in the process of deep-drawing
由图3可以看出,在成形过程中随着成形深度的增加,零件的拉应力逐渐增大,但增大到最大值后则逐渐减小,而压应力则是随深度的增大而增大.
由图4可以看出,在成形过程中随着成形深度的增加,零件的胀形应变逐渐增大,而拉深应变则是先逐渐增大,增大到最大值后再逐渐减小.
3 应力分界圆直径和应变分界圆直径
3.1 应力分界圆直径
变形区内切向压应力σθ为零处是变形区的应力分界圆,其直径为应力分界圆直径Dσ.直径D∈(Dσ,Dd)处为拉深变形区,周向受压应力作用;直径D∈(0,Dσ)处为胀形变形区,周向受拉应力作用.
即是相对应力分界圆直径Dσ/Dd的表达式.由它可计算出应力分界圆直径的大小,作为划分拉深变形区和胀形变形区的依据.
3.2 应变分界圆直径
变形区内切向应变εθ为零处是变形区的应变分界圆,其直径为应变分界圆直径Dε,也是平面应变状态处的直径.直径D∈(Dε,Dd)处为拉深变形,周向发生压缩变形;直径D∈(0,Dε)为胀形变形,周向发生拉伸变形.

即是相对应变分界圆直径Dε/Dd的表达式.在直径Dε处板料处于平面应变状态,应变分界圆直径处的截面为冲压成形时的危险断面,破裂即发生在此处.
4 验 证
根据文献[13]的实验,取抛物线为x2=2py,其中,p为42,拉深系数m=0.7,材料为08钢,凹模直径为Dd=194 mm,则应力分界圆直径Dσ、应变分界圆直径Dε和贴模圆直径Dφ计算结果如图5所示.
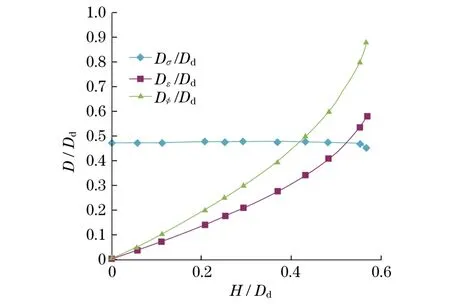
图5 应力分界圆直径、应变分界圆直径计算结果Fig.5 Calculation results of the stress dividing circle diameter and strain dividing circle diameter
由计算结果可以看出,抛物面形零件与球形零件类似,随着冲压行程H的增大,应力分界圆直径Dσ有极大值,此时的胀形变形最大,拉深变形最小.应变分界圆直径Dε随着冲压行程H的增大而增大.
由文献[13]的实验数据可知应变分界圆直径Dε=116 mm,而利用式(13)计算的结果为111 mm,其相对误差为4%,在工程允许误差范围内.
5 结 论
推导出了抛物面形零件冲压成形时悬空侧壁圆锥台变形区的应力和应变公式,并计算出其应力分界圆直径和应变分界圆直径,其中应变分界圆直径的计算结果与已有实验数据一致.在旋转抛物面形零件冲压成形时,零件的径向拉应力有极大值,压应力则一直增大,即零件的拉深应变有极大值,胀形应变一直增大.旋转抛物面形零件在冲压成形过程中,应力分界圆直径有极大值,此时的胀形变形最大,拉深变形最小;应变分界圆直径随着冲压行程的增大而增大.
[1] 雷君相,苏传庆.车灯反射镜充液拉深液压机的设计[J].上海理工大学学报,2008,30(6):578-580.
[2] 张跃,武培军,蒋勇.抛物面形件拉深成形有限元分析与正交优化[J].热加工工艺,2014,43(5):107-110.
[3] 孙志莹,郎利辉,孔德帅.铝合金马鞍形件充液成形工艺模拟分析[J].精密成形工程,2015,7(1):46-50.
[4] 陈龙,张超,曹婷婷.高强钢复杂曲面件充液拉深工艺模拟研究[J].精密成形工程,2012,4(3):39-42.
[5] 齐广霞,景丽华,刘劲松.曲面形件拉延变形过程数值模拟[J].锻压技术,2007,32(5):29-33.
[6] 赵洪梅,陈忠家,林晨.铝合金半球形件拉深的变压边力优化研究[J].有色金属加工,2013,42(6):22-25.
[7] 雷君相,王小军.板料拉深后皱曲判据及其极限预报与控制[J].上海理工大学学报,2002,24(3):281-285.
[8] 雷君相.圆锥形零件冲压成形悬空侧壁圆锥台变形区的应力应变计算[J].塑性工程学报,1999,6(1): 52-58.
[9] Lei J X.Prediction and control of both wrinkle limit and fracture limit on cylindrical cup deep-drawing[J]. Journal of University of Science and Technology Beijing,1998,5(4):237-240.
[10] 高军,吴向红,赵新海.金属塑性成形工艺及模具设计[M].北京:国防工业出版社,2007.
[11] 王健.覆盖件分区压边冲压成形的试验研究[D].上海:上海理工大学,2006.
[12] 雷君相.正多边形盒零件冲压成形突缘变形区的应力分布计算[J].塑性工程学报,2002,9(3):39-42.
[13] 李硕本.冲压工艺学[M].北京:机械工业出版社,1982.
[14] 肖景容,姜奎华.冲压工艺学[M].北京:机械工业出版社,1999.
[15] 李尧.金属塑性成形原理[M].北京:机械工业出版社,2004.
(编辑:丁红艺)
Stress and Strain Calculation of the Floating Cone Sidewall Deformation Zone in Parabolic Shell Deep-Drawing
SUN Danyang, LEI Junxiang
(School of Materials Science and Engineering,University of Shanghai for Science and Technology,Shanghai 200093,China)
The distribution of stress and strain can reflect the characteristics of part deformation in the forming process.The stress and strain calculation formulas of the floating cone sidewall deformation of a parabolic shell during its deep-drawing process were given out by using the principal stress method.Taking stainless steel parabolic parts made of SS304 material as examples,the distribution trends were drawn.The stress dividing circle diameter and the strain dividing circle diameter were obtained and the calculated result of the strain boundary circle diameter is consistent with the existing experimental data.The studies on stress and strain can show the deformation characteristics in the forming process of parts clearly,and lay down the foundation for further study of prediction and control of the limit of wrinkle during parabola-shaped shell drawing.
TG 386
A
1007-6735(2015)02-0144-05
10.13255/j.cnki.ju sst.2015.02.009
2013-12-26
上海市自然科学基金资助项目(06ZR14143);上海理工大学国家自然科学基金预研资助项目(14XPM11)
孙丹阳(1989-),女,硕士研究生.研究方向:材料塑性成形理论、工艺和模具.E-mail:sundy0228@126.com
雷君相(1957-),男,教授.研究方向:材料塑性成形理论、工艺、模具和设备.E-mail:junxlei@163.com
猜你喜欢
天文研究与技术(2021年3期)2021-07-15
东坡赤壁诗词(2019年4期)2019-09-12
电子制作(2018年1期)2018-04-04
琴童(2018年2期)2018-03-06
天天爱科学(2017年12期)2018-01-31
学苑创造·A版(2017年8期)2017-06-24
电子制作(2016年15期)2017-01-15
光学精密工程(2016年6期)2016-11-07
哈尔滨理工大学学报(2016年2期)2016-09-12
西南交通大学学报(社会科学版)(2015年4期)2016-03-29