
大型机床自调整辅助定位支撑结构设计
2015-06-28 14:28海南大学机电工程学院海口570228刘世豪
金属加工(冷加工) 2015年7期
■海南大学机电工程学院 (海口 570228) 刘世豪 张 燕
■无锡桥联数控机床有限公司 (江苏 214187) 周 晖 徐 彬
大型机床自调整辅助定位支撑结构设计
■海南大学机电工程学院 (海口 570228) 刘世豪 张 燕
■无锡桥联数控机床有限公司 (江苏 214187) 周 晖 徐 彬
为了保证大型薄壁薄板类零件的加工精度,设计了一种新的自调整辅助定位支撑结构。该支撑结构由弹簧提供支撑力,由浮动压头调整支撑力的方向,可为难以装夹的零部件提供稳定可靠的辅助支撑力,适用于加工大型螺旋桨叶片、薄壁薄板类零部件的装夹。
为了提高大型复杂零部件的加工质量,除了要求机床本身的精度和性能较高以外,与机床相匹配的工装结构也必须得到合理的设计。为此,本文对一种大型机床的辅助定位支撑结构进行了详细的设计和研究,以达到完善机床加工精度的目的。
1. 问题的提出
在各种的大型复杂零部件中,大型螺旋桨叶片这类非规则外形零部件以及薄壁薄板类零件是比较特殊的一类,该类零部件外形面复杂且壁厚较薄,虽然在零部件的主要支撑部位可设计比较规则的外形或承载能力较好的装夹面用于工件的装夹,但零部件除装夹面外的薄壁薄板部分由于很难找到装夹承力点,且在加工过程中加工点距离装夹点远,较长的加工力臂使得再低的切削力都会造成薄壁部分的变形,从而影响精度。
大型螺旋桨叶片由于外形复杂,只能通过大型五轴联动机床进行加工,但如果仅对螺旋桨上外形规则的轴套部分装夹而不对大型螺旋桨叶片部分进行装夹,由于缺乏支撑,叶片在加工中易产生振动从而降低加工精度,所以在实际生产中,大型螺旋桨叶片的加工只能通过根据叶片外形设计的特殊工装进行整体装夹。同样,大型薄壁薄板类零部件由于整个部件壁厚较薄,薄壁部位的装夹支撑力经常会造成零部件的受力变形,从而导致零部件无法满足设计要求,所以在该类零件加工时,往往需根据加工需求以及生产单位拥有的机床的特点在零部件上设计专门的装夹部分。上述方法都必须针对某类型产品单独研发,生产设计成本高。
2. 新的解决方案
为了解决上述问题,设计了一种新的自调整辅助定位支撑结构如图1所示,该结构可稳定、可靠地为具有复杂外形地薄壁薄板件提供支撑力。
按照本文的设计方案,自调整辅助定位支撑结构包括支承座及压杆,支承座上开有台阶孔,压杆为阶梯轴形,压杆贯穿并滑动配合在台阶孔内,压杆的外伸小轴上安装有轴用挡圈,压杆的轴肩与台阶孔的台阶之间安装有压缩弹簧,压杆的外伸大轴的端部安装有浮动压头。
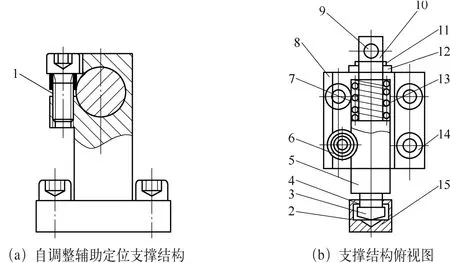
图 1
压杆的外伸小轴上安装有垫圈,垫圈位于轴用挡圈与支承座之间。支承座设置有与台阶孔相通的轴向开口槽,支承座上固定有螺纹联接开口槽上下两部分的锁紧螺钉。压杆的外伸大轴的端部设置有外螺纹端头,端头的前端为球冠形,浮动压头内设置有容纳端头的空间,空间的开口端设置有与端头的外螺纹相配合的螺纹孔,空间的封闭端设置有与端头前端相配合的尖底孔。压杆的外伸小轴的端部开有圆孔。
3. 工作原理与过程
本文所设计的自调整辅助定位支撑结构的工作原理和实施过程如下:
(1)如图1所示,由于各机床工作台上T形槽的设置是根据该机床自身特点布置,所以本结构在使用时,如果无法直接安装在机床工作台上,可在机床工作台上安装联接板,而本结构中的支承座通过联接螺钉与联接板联接,从而保证所设计的结构在机床工作台上的安装。
(2)支承座上开有台阶孔;压杆为阶梯轴形,由大轴和小轴构成,其尺寸与支承座上的台阶孔相配合,压杆贯穿并滑动配合在台阶孔内。压杆的外伸小轴上安装有轴用挡圈,轴用挡圈与支承座之间还安装有垫圈,起调整作用。小轴的端部还开有圆孔,以方便拉动压杆。压杆的轴肩与台阶孔的台阶之间安装有压缩弹簧,压缩弹簧是本文所设计的结构在使用中支撑力的来源。压缩弹簧套在小轴外,有一定的压缩量,此时弹簧力的大小即为在使用中为工件提供的最小支撑力。
(3)压杆外伸大轴的端部安装有浮动压头。在压杆外伸大轴的端部设置有外螺纹端头,端头的前端为球冠形,浮动压头内设置有容纳端头的空间,该空间的开口端设置有与端头的外螺纹相配合的螺纹孔,该空间的封闭端设置有与端头前端相配合的尖底孔。浮动压头装配时,压杆与浮动压头通过螺纹配合,并使压杆前端的端头通过浮动压头上的螺纹孔全长,最终端头全部进入浮动压头内,并能在浮动压头内部空间活动。由于浮动压头的内部设计有尖底孔,压杆的端头采用球冠形设计,这就保证了在使用中,浮动压头可根据工件的外形,自调整支撑力方向。
(4)在使用时,靠近需支撑的工件放置,通过压杆上小轴端部的圆孔拉动压杆并压缩压缩弹簧,然后根据加工工件所需的支撑力的大小调整弹簧的压缩量,最终使压杆在放开后,浮动压头作用在工件上的力不仅能有效地为工件提供大小适合的支撑力,同时使该力的大小处于工件所能承受的范围内,可有效地避免支撑力过大而导致工件变形或支撑力过小而起不到定位作用。
(5)由于本结构支撑力的大小由弹簧力提供,在加工中无法保证稳定,所以需将支撑力固定,以保证支撑力的稳定,因此在支承座设置有与台阶孔相通的轴向开口槽。支承座上固定有螺纹联接开口槽上下两部分的锁紧螺钉。要保持支撑力的大小不变,只需要拧紧锁紧螺钉,使支承座上的开口槽发生变形,最终将压杆抱紧固定,则浮动压头作用在工件上的支撑力也随之固定。
根据本文所提出的解决方案,无锡桥联数控机床有限公司设计制造了一套相应的自调整辅助定位支撑结构,将其应用于如图2所示的大型龙门机床,并对如图3所示的螺旋桨进行装夹定位和数控加工制造。加工完成后,用三坐标测量机进行检测,检测结果表明加工后螺旋桨的各项精度指标均符合预期的设计要求,从而证明本文所提出的解决方案是合理可行的。

图3 螺旋桨加工制造现场

图2 大型龙门机床
4. 应用前景展望
综上所述,本文设计了一种机械加工中的工装,结构简单,紧凑、合理、成本低;可在加工中为大型螺旋桨叶片、薄壁薄板类零部件等用普通装夹方式难以装夹的零部件提供稳定可靠的辅助支撑力,并可根据零部件的外形,自动调整支撑力方向和大小、使用方便、可靠,具有广阔的应用前景,可为企业带来较好的经济效益。
20141120)
猜你喜欢
武汉理工大学学报(交通科学与工程版)(2022年6期)2023-01-18
西北工业大学学报(2022年6期)2023-01-11
宝钢技术(2022年4期)2022-12-23
煤矿机电(2020年6期)2020-12-28
科学与财富(2018年30期)2018-12-28
西南交通大学学报(2018年6期)2018-12-18
中国测试(2018年10期)2018-11-17
课程教育研究·学法教法研究(2018年31期)2018-10-13
Frontiers of Nursing(2017年4期)2018-01-04
课程教育研究·新教师教学(2016年15期)2017-04-12
