热处理炉炉膛温度测量过程的实现与确认
2015-07-02 20:11谭吉芳
科技资讯 2015年7期
谭吉芳

摘 要:测量过程的实现是测量管理体系的重要过程之一,测量过程的实现包括测量过程策划、设计、确认、实施与控制等五项主要活动。测量过程控制是选择合适的测量方法来得到正确的测量结果。测量过程定义为确认量值的一组操作。文章以大连高合金线材公司台车式热处理炉炉膛温度测量过程为例总结归纳了测量过程设计、确认的基本步骤。
关键词:测量过程 计量要求 热处理 实现
中图分类号:TB94 文献标识码:A 文章编号:1672-3791(2015)03(a)-0128-02
测量过程的实现并不是简单地选择好适用的测量设备就可以得到正确的测量结果。设计一个测量过程应首先确定工艺过程的计量要求,然后识别测量过程的要素和影响量,判断测量过程的重要程度,依据重要程度进行分类管理、评定测量不确定度,最后对测量过程进行有效性确认。下面举例说明测量过程涉及到的步骤。
1 确定测量过程的计量要求
1.1 生产工艺要求
大连高合金线材公司台车式热处理炉,该炉有效长度为12.3 m,宽3 m;最大装量为50 t。要求温度控制精度为±10℃,各测量点之间的温差<10℃。主要用于1~4Cr13、430、GCr15钢材的热处理,如GCr15热处理工艺,见表1。
从表1可以看出:台车式热处理炉在升温和降温阶段,重点要求的是升降温度的速度。而在保温阶段,要求温度波动范围控制在±10℃之间。另外,工艺要求还提出退火的最高温度不超过1 100℃。为达到这些要求,先决条件就是要有准确的温度测量值。
1.2 工艺要求转换成计量要求
计量要求可表示为最大允许误差、允许不确定度、测量范围、稳定性、分辨力、环境条件或操作者技能要求。
该工艺的计量要求只是对测量范围、测量的最大允许误差、允许不确定度给予要求。
测量范围要求应覆盖被测对象的最小测量点M小、最大测量点M大,根据工艺要求,炉中退火温度最高不超过1 100℃,因此,选择K型热电偶的测量范围0~1 100℃作为一次测温元件,完全满足生产工艺要求。
根据工艺要求,保温阶段的温度控制在810~830℃,则控温点的公差T为:T测=830-810=20℃。
最大允许误差:△允=T测×(-)=20×=4℃。
配备测量设备时,应根据被测对象的公差要求导出的最大允许误差来选用测量设备。因此,测量设备选用Ⅱ级K型热电偶、相对应的补偿导线、PLC以及计算机控制系统。按照设备选型表配置测量设备后,对各测量设备进行检定、测试或按国家标准规定得出其计量特性,所选测量设备的计量特性需满足表2的要求。将测量设备的计量特性与工艺计量要求进行比较,经计量验证后方可投入使用。设备选型见表2。
1.3 测量过程允许不确定度推导
温度测量过程的允许不确定度,需采用过程测量能力指数CP来推导允许不确定度。
过程测量能力指数:CP===式中:CP为过程测量能力指数;T为工艺或技术要求的容差范围;B为测量能力,以测量过程合成标准测量不确定度的6倍表示;为标准偏差,这里为测量过程合成标准不确定度。
CP值的大小反应了测量能力对产品工艺要求的满足程度,由于退火炉温度测量过程作为产品质量控制环节,因此,我集团公司质量管理里体系中,将所有钢材热处理退火炉作为重要过程进行控制,如果失控可能直接导致产品不合格。这里查表3,当1.67≥CP>1.33时,表示过程能力充裕。因此,Cp取1.33来推导出计量要求:标准偏差(测量过程合成标准不确定度):。
2 识别过程要素和影响量
对每一个测量过程都要识别有关过程要素和影响量,必须从人、机、料、法、环、测方面进行分析。因此,重要的要素是操作者,控制方法是要对操作者进行上岗培训,使操作者具有退火工艺操作的基本技能;重要的影响量是环境温、湿度。所以必须控制好仪表操作室的温度、湿度,满足PLC、计算机的对温、湿度的要求。
3 测量不确定度评定
在钢材热处理退火炉控温系统中,影响测量炉膛温的准确度因素很多,除了炉子的保温性、温场的均匀性、测量设备安装与使用方法、环境条件或其他干扰等外,一般在退火炉和控温方式确定后,影响测量炉膛温准确度的主要原因是测量过程的误差,它包括:一次测温元件、显示系统和之间相连接的补偿导线的误差等。本例中测量不确定度的评定如下:
3.1 数学模型
Y=f(X1+X2+X3)(Y——是被测温度;X1——是一次元件(K型热电偶)生产的热电势;X2——是PLC和计算机系统的显示;X3——是补偿导线的信号传输)。
3.2 测量不确定度来源
(1)一次元件K型热电偶引入的测量不确定度分量;(2)PLC和计算机系统的显示引入的测量不确定度分量;(3)补偿导线误差引入的测量不确定度分量。
3.3 温度测量过程不确定度评定
根据台车式热处理炉工艺曲线要求,GCr15退火的保温温度为820±10℃。
(1)一次元件K型热电偶引入的测量不确定度分量u1。
热电偶工作温度T1=820℃选用的精度等级Ⅱ级,允许误差为±0.75% t。采用B类不确定度评定方法,按正态分布K=3则热电偶引入的标准不确定度:
u1=T1×0.75%/3=820×0.75%/3=1.8℃
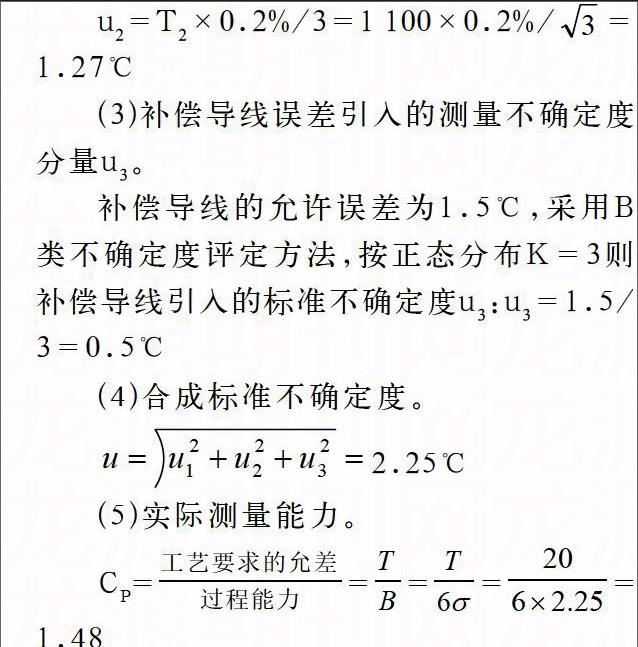
(2)PLC和计算机系统的显示引入的测量不确定度分量u2。
计算机显示的量程是T2=1100℃精度等级±0.2%FS,采用B类不确定度评定方法,按均匀分布k=,则PLC和计算机系统的显示引入的标准不确定度:
u2=T2×0.2%/3=1 100×0.2%/=1.27℃
(3)补偿导线误差引入的测量不确定度分量u3。
补偿导线的允许误差为1.5℃,采用B类不确定度评定方法,按正态分布K=3则补偿导线引入的标准不确定度u3:u3=1.5/3=0.5℃
(4)合成标准不确定度。
2.25℃
(5)实际测量能力。
CP===== 1.48
3.4 测量能力评定
经过上述的分析、计算,大连高合金线材公司台车式热处理炉温度测量过程测量不确定度评定结果和从工艺要求导出的允许不确定度比较:工艺计量要求(允许测量不确定度):2.5℃,评定结果(合成标准不确定度):2.25℃,实际测量能力:1.48,可以看出目前选择的测量设备的合成标准不确定度满足测量过程的工艺计量要求。
4 测量过程的有效性确认
测量管理体系标准要求,测量过程设计与实现后,必须进行验证。因此,对测量过程的有效性确认是测量过程设计的重要过程,也是测量管理体系技术工作审核的重要内容之一。测量过程的有效性确认方法主要有:(1)与其他已确认有效的过程结果比较;(2)与其他测量方法的结果比较;(3)测量系统分析。
前两种方法是比较常见的,都是通过最终结果的比较来确认,但是,没有对过程进行分析。
而第三种方法测量系统分析是通过过程特征的连续性分析来确认测量过程是否有效。严格的来说,必须是具有复现性的测量系统才可运用本方法进行测量过程有效性确认,而生产过程中退火保温阶段的温度值不可复现。为了对其进行确认,需设计适用的实验方法,进行测量系统分析,确定该测量系统是否可以接受。
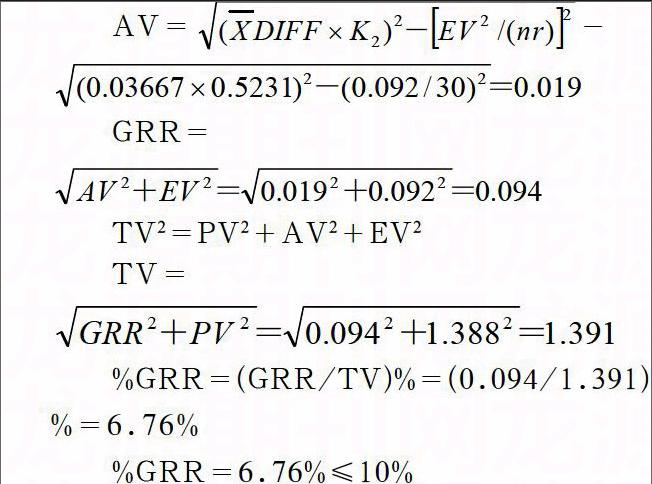
可采用%GRR来评价测量系统是否可接受。%GRR是测量系统变差占总变差的比例,是评价测量系统能否被接受的指标。判断要求:
(1)%GRR≤10%测量系统可接受;
(2)10%≤%GRR≤30%测量系统有条件可接受:是否改进测量系统,由使用风险、测量仪器的成本、修理成本等因素综合考虑;
(3)%GRR≥30%测量系统不可接受,应努力全面改进测量系统。
计算公式如下:TV2=PV2+AV2+EV2、GRR=、%GRR=(GRR/TV)%
式中:PV——被测对象的变差,主要考察被测对象的波动及测量引起的波动;AV——再现性,主要考虑操作者在测量技术上的变差;EV——重复性,主要考察测量仪器引起测量结果的波动性。
5 本炉炉膛测温过程的测量系统分析
按照测量系统分析的要求,选定3名测量人员,在保证炉子温场均匀性的前提下,将炉温升到820℃后保温,在重复性条件下,3名记录人员对十个测量点分别记录,每半个小时记录一次,共记录三次,将测量值记录在《量具重复性和再现性数据收集表》中,见《测量系统分析》参考手册、第三版、第101(图12)。按表内公式进行计算,最后结果如下:
从得出的数据来看,大连高合金线材公司台车式热处理炉炉膛温控系统是可接受的,因此,该测量过程的有效性进一步得到确认。
参考文献
[1] GB/T19022—2003/ISO10012:2003,测量管理体系.测量过程和测量设备的要求[S].中国标准化协会,2003.
[2] 国家质量监督检验检疫总局计量司/中国计量测试学会.现代企业计量工作指导手册(修订版)[S].北京:中国标准出版社,2005.
猜你喜欢
河南科技(2020年4期)2020-04-26
中小企业管理与科技·上旬刊(2018年6期)2018-09-05
装饰装修天地(2018年12期)2018-07-09
科学与技术(2018年12期)2018-04-25
赢未来(2017年13期)2017-02-21
科学与财富(2016年15期)2016-11-24
办公室业务(2016年9期)2016-11-23
办公室业务(2016年9期)2016-11-23
电脑知识与技术(2016年25期)2016-11-16
中国新通信(2016年16期)2016-10-18