
对接焊工艺对高强钢焊接接头拟合强度的影响
2015-07-12 17:17江亚平
新技术新工艺 2015年4期
周 波,江亚平,任 常
(中联重科 国家混凝土机械工程技术研究中心,湖南 长沙 410000)
对接焊工艺对高强钢焊接接头拟合强度的影响
周 波,江亚平,任 常
(中联重科 国家混凝土机械工程技术研究中心,湖南 长沙 410000)
研究了双面焊和单面焊双面成形2种不同接焊工艺,对工程机械用屈服强度为900 MPa级低合金、高强钢焊接接头力学性能的影响。结果表明,在相同的焊接线能量水平(≤15 kJ/cm)和t8/5条件(≤20 s)下,采用双面焊工艺的焊接接头抗拉强度高于单面焊双面成形。
双面焊;单面焊双面成形;低合金高强钢;力学性能
屈服强度>900 MPa的低合金高强钢具有良好的比强度和冲击强度,被广泛应用于工程机械焊接结构[1]。为了满足工程机械产品严苛的服役条件,保证焊接结构的高可靠性是高强钢应用的关键。本文针对服役条件最恶劣的对接焊缝,研究了不同工艺方法对高强钢焊接接头拟合强度的影响,为对接焊工艺选型提供了参考依据。
1 试验方法
选择厚度为8 mm的芬兰Optim900QC作为试验母材,牌号Carbofil FK1000、直径1.2 mm的焊丝作为填充材料,进行了对接焊工艺试验。为了防止冷裂纹,同时避免焊接热影响区出现软化,需要严格控制焊接热输入[2]。采用了双面焊和单面焊双面成形2种工艺方法。
1)双面焊,即首先进行正面打底焊和盖面焊,焊接完成后冷却至室温,进行背面碳弧气刨清根,打磨干净后焊接背面盖面层。测试2块试板,焊接工艺参数见表1。

表1 双面焊焊接工艺参数
2)单面焊双面成形,即打底焊时保证背面熔透,然后焊接中间层和盖面层,实现单面焊双面成形。测试2块试板,焊接工艺参数见表2。
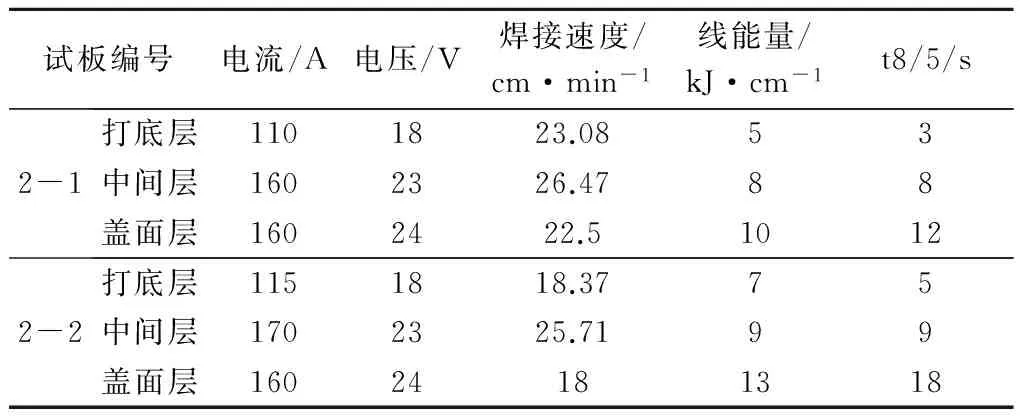
表2 单面焊双面成形焊接工艺参数
焊接完成后24 h进行射线探伤,按国家标准GB/T 3323检验达Ⅱ级为合格,探伤合格后的试板采用线切割加工拉伸试样,每块试板取样3个,在SHT4106电液伺服万能材料试验机上按国家标准GB/T 228进行拉伸性能测试。
2 试验结果
部分拉伸试样的断裂实物图如图1所示。双面焊工艺的试验结果见表3。单面焊双面成形工艺的试验结果见表4。从拉伸试样的断裂位置可以看出,本次试验的所有拉伸试样都在热影响区位置或熔合线位置断裂。

图1 拉伸断裂试样实物图
表3双面焊工艺拉伸试验结果

试样编号抗拉强度/MPa平均值/MPa断后延伸率/A试样断裂位置1-1-19451-1-29401-1-39459435.0热影响区5.0热影响区6.0热影响区1-2-19051-2-29301-2-39309225.5热影响区6.0热影响区4.5热影响区

表4 单面焊双面成形工艺拉伸试验结果
2种焊接工艺的焊接接头抗拉强度对比如图2所示。从表1和表2可以看出,2组工艺焊接线能量均控制在15 kJ/cm以内,t8/5均控制在20 s以内,符合900 MPa级高强钢焊接规范[3];但从图2可以看出,双面焊的6个试样抗拉强度均在标准值之上,单面焊双面成形的6个试样只有1个达到了标准值。

图2 2种工艺的焊接接头抗拉强度
3 数据分析
假定试件的抗拉强度遵循正态分布。
2)t检验。
检验假设H0∶u1≤u2, H1∶u1>u2,则拒绝域为:

取显著度a=0.05,查表可得ta(n1+n2-2)=
t0.05(10)=1.81,则t>ta。
故可得出下述结论:2种工艺焊接接头强度的母体平均值不同,双面焊接头的强度大于单面焊双面成形。
4 结语
在相同的焊接线能量水平(≤15 kJ/cm)和t8/5条件(≤20 s)下,屈服强度为900 MPa级的低合金高强钢双面焊焊接接头的抗拉强度高于单面焊双面成形。
[1] 田志强,张云飞. 薄规格高强度工程机械用钢板的现状与发展趋势[J]. 机械工程材料,2013(6):3-5.
[2] 王莲芳. DILLIMAX965钢在汽车起重机主臂中的焊接应用[J]. 焊接技术, 2005(3): 24-25.
[3] 陈祝年.焊接工程师手册[M].北京:机械工业出版社,2009.
责任编辑郑练
InfluenceofProcessonStrengthofButtWeldingJointofHighTensileSteel
ZHOU Bo, JIANG Yaping, REN Chang
(Chinese National Engineering Research Center of Concrete Machinery, Zoomlion, Changsha 410000, China)
Influence of different process that is welded by both side and welded by one side on mechanical behavior of butt welding joint of 900 MPa yield-strength low-ally steel was studied. According to the results of verification test, the tensile strength of both side welding joint was higher than that of one side welding joint in the same heat input (within 15 kJ/cm) and t8/5 time (within 20 s).
welding by both side, welding by one side, high-strength low-ally steel, mechanical property
TG 4
:A
周波(1980-),男,硕士,主要从事焊接与材料工艺等方面的研究。
2014-08-12
猜你喜欢
造纸信息(2022年6期)2022-07-08
造纸信息(2022年5期)2022-06-16
造纸信息(2022年1期)2022-03-26
陶瓷学报(2021年4期)2021-10-14
小哥白尼(野生动物)(2021年12期)2021-03-29
学生天地(2020年20期)2020-06-09
金属加工(热加工)(2020年12期)2020-02-06
童话世界(2018年8期)2018-05-19
中成药(2017年8期)2017-11-22
知识经济·中国直销(2017年3期)2017-04-16
