工具小车回转装置结构改进及回转支承的选型计算
2015-08-23 18:23张世军
有色设备 2015年3期
张世军
(中国有色(沈阳)冶金机械有限公司, 辽宁 沈阳 110141)
工具小车回转装置结构改进及回转支承的选型计算
张世军
(中国有色(沈阳)冶金机械有限公司, 辽宁 沈阳 110141)
本文阐述了铝电解多功能机组工具小车回转装置结构在实际应用过程中存在问题及不足,主要表现在由于空间结构限制,回转装置中回转支承上、下把合螺栓的检修维护十分困难,更换难度大且成本较高。针对以上问题,本文提出了回转装置的改进设计结构方案并介绍了回转装置关键部件回转支承的选型计算方法,明确了回转支承的选型依据及具体计算方法,有利于缩短铝电解多功能机组的检修维护周期,保证铝电解多功能机组的稳定运行效率,从而提高电解铝生产效率,具有十分重要的意义。
铝电解多功能机组; 回转装置; 结构改进; 回转支承
0 前言
铝电解多功能起重机是大型铝电解生产的关键操作设备,随着制铝行业中的电解槽技术朝着大容量预焙电解槽技术的方向发展,为保证预焙电解槽现代化、高效率的平稳生产,要求铝电解多功能起重机具备更加完备的功能,运行更加稳定,同时也要保证设备日常维护、维修更加便捷省力。
铝电解多功能机组主要由大车、工具小车及出铝小车几部分组成。工具小车是铝电解多功能机组的核心,机组对铝电解槽进行各项操作功能的工具机构通过工具回转装置安装在工具小车横梁框架上。其中,工具回转装置是工具小车上各项工具满足全方位操作而实现旋转功能的核心部件。工具回转装置中的回转支承位于整个工具小车的最上部,是连接工具支架和顶部结构的关键部件。回转装置主要是通过液压马达进行驱动,并通过回转轴承将旋转运动传递至工具支架。由于各项工具及其操作产生较大作用力,使得工具回转装置在一定程度上存在安全隐患。此外,铝电解多功能机组所处环境恶劣,工具实现的操作对象为大电流、高温液态熔融金属等高危物质,无论是对工具本身,还是工具运行的稳定性和可靠性都有较高要求。为此,本文在详细分析工具回转装置结构及其响应动作的基础上,指出现有结构存在的弊端,并进行了结构改进。此外,还对回转支承选型提供了一种计算方法。
1 回转装置结构
铝电解多功能起重机工具小车的设计需要考虑厂房屋顶标高等限制条件,再加上各项工具在电解车间实现旋转应处于水平面内。从而,工具回转装置设计时需要考虑旋转驱动力与结构重量和承载力的垂直关系。因此,在结构设计和机构之间的连接方法上应慎重考虑。铝电解多功能机组则主要通过设置支架方式来连接工具小车框架横梁与回转装置、回转装置与工具支架。工具回转装置由上盖、下盖、回转支承组成,位于在回转上支架和回转下支架之间(如图1所示)。其中,回转支承为装置的核心结构。回转支承是滚动轴承式结构,由内圈、滚动体及具有外齿的外圈组成。回转支承外圈上的上部把合螺栓穿过上盖与回转上支架相连,从而使回转装置得以稳定固定。而回转支承内圈上的下部把合螺栓穿过下盖与回转下支架相连,以实现回转装置的承载连接结构。工具回转装置依靠液压回转马达驱动小齿轮,带动回转支承内圈与下支架旋转,从而安装在回转下支架下方的工具支架也就实现了沿着回转中心作圆周运动的响应动作。
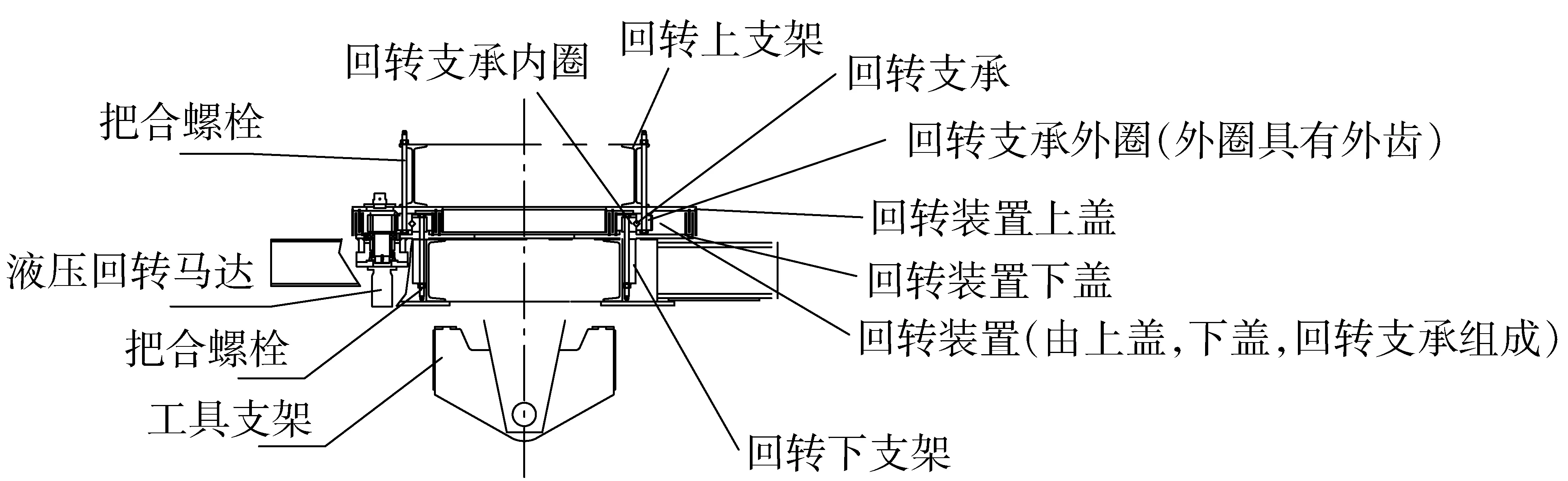
图1 工具小车回转装置结构示意图
现有工具回转装置结构存在的问题是:回转支承是通过内外圈上设置的把合螺栓与回转上、下支架连接;而把合螺栓属于易损件,极易发生损坏,若不及时更换,将会影响整个工具回转装置的运转,乃至工具回转装置下部各工具的使用。然而,把合螺栓一旦损坏,由于结构所限,把合螺栓头部均在工具回转装置上盖和下盖中;因此,不能及时抽出螺栓进行更换,而只能借助外部吊运设备将工具回转装置的上盖,以及整体托起后进行更换,检修维护十分困难,且成本较高。
2 回转装置改进后结构
为了避免上述问题发生,对回转装置进行结构优化。改进后,工具回转装置结构的主要特点是:为方便上、下部把合螺栓的维修更换,分别在上盖和下盖把合螺栓的圆周上分别设置检修孔,大小应保证把合螺栓能够从此孔取出(如图2、3所示)。
其中上盖上的检修孔是设置在上部把合螺栓圆周上的圆孔,开孔上方设置有一钢板把合在上盖上,以保证工具回转装置正常使用时防尘。当上部把合螺栓损坏时,即可打开此钢板,通过上盖上的检修孔取出损坏的把合螺栓进行更换;下盖上的检修孔是设置在下部把合螺栓圆周上的圆锥孔,由于回转装置下盖盛装液态机械油,因此设计带螺纹的螺塞用于封堵此圆锥孔,以保证下盖的密封性。当下部把合螺栓损坏时,即可打开此螺塞,通过下盖上的检修孔取出损坏的把合螺栓进行更换。
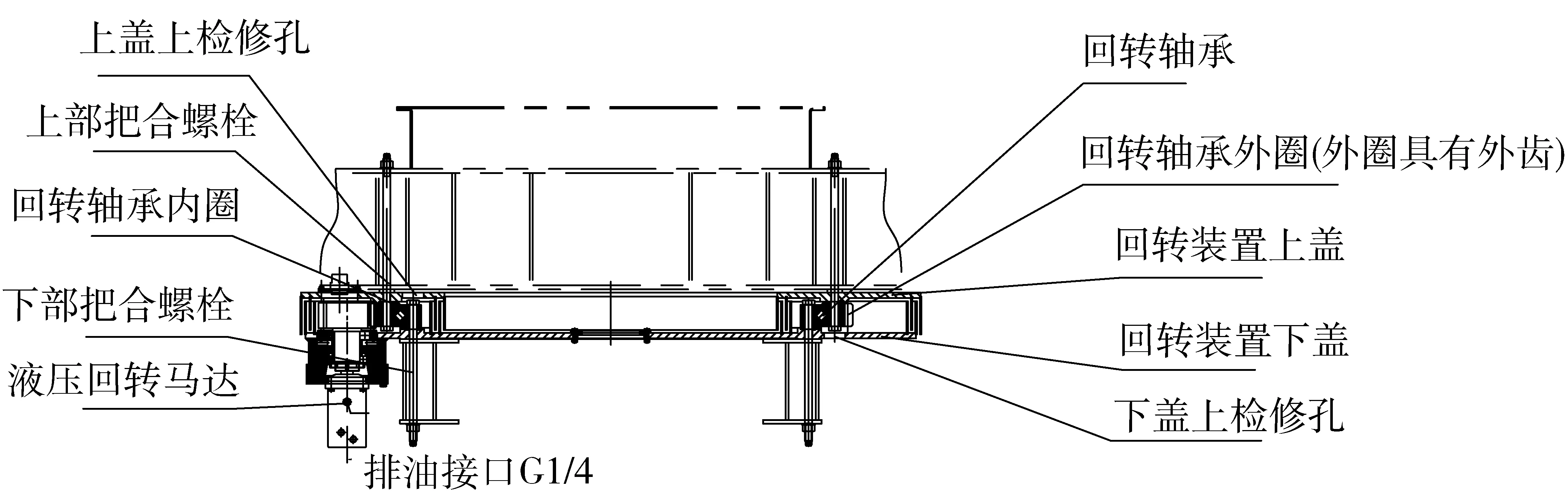
图2 工具小车回转装置剖面示意图
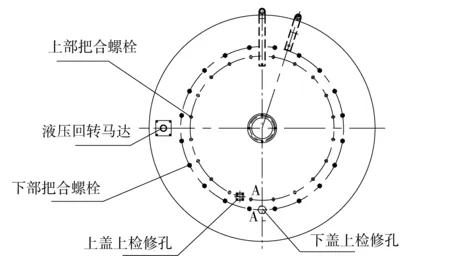
图3 第一检修孔与第二检修孔位置示意图
另外由于工具回转装置的结构比较复杂、空间有限,因此检修孔的位置确定必须兼顾各机构的回转运行情况,例如第一检修孔不应在第二检修孔和回转中心的连线上,以方便操作人员进行检修。
该改进结构是在原有结构的基础上实施的,既不更改原结构特点,又不对原结构加工工艺有影响,还能满足结构检修、油路清洗与更换等保养和维护工作的便捷性需求。此外,早期在电解车间运行的铝电解多功能机组也可进行该改进结构的改造施工,可操作性好,且效果显著。
3 回转装置回转支承的选型计算
铝电解多功能机组工具回转装置中回转支承应用的是滚动轴承式结构,并在轴承外圈带有齿。这种结构的优势在于回转支承结构尺寸紧凑,性能完善,可以同时承受垂直力、水平力和倾覆力矩。综合考虑工具小车的受力特点及实际使用工况,选用单排交叉滚柱式回转支承。它由两个座圈组成,滚柱轴线1∶1交叉排列,接触压力角为45°。滚柱与滚道间是线接触,能承受径向力、轴向力、倾翻力矩,这种回转支承制造精度高,装配间隙小,安装精度要求也较高,符合工具小车回转装置的使用要求[1]。
回转支承在使用过程中,一般要承受轴向力、径向力以及倾覆力矩的共同作用,对不同的应用场合,由于主机的工作方式及结构形式不同,上述三种载荷的作用组合情况将有所变化,有可能是两种载荷的共同作用,也可能仅仅是一个载荷的单独作用。
铝电解多功能机组的具有工具操作和出铝工作等功能,而回转装置仅对各项工具起承载和旋转响应,因而其回转支承具有两种工作状态:即一是在不使用工具时,回转支承仅承受来自各项工具重量的轴向静力载荷作用;二是工具旋转时,不仅承受轴向静力载荷,还承受来自工具吊重引起结构偏心产生的倾覆力矩作用。
对单排交叉滚柱式回转支承的选型计算,首先要考虑工具回转装置的结构特点。由于工具回转装置设计时应考虑实际使用中各项工具的回转半径,以此确定回转装置的回转半径。因此,回转支承选型时首先要满足工具小车回转半径的要求。
之后,根据已经确定的回转半径初步选择回转支承的型号,再进行回转支承承载能力的计算,以保证所选型号满足实际工况要求。一般来说,回转支承承载能力计算的原则是:根据回转支承的静承载能力曲线进行选型计算;根据回转支承的动态工况,验算回转支承的动承载能力是否满足要求。
(1)应用承载能力曲线进行选型计算
回转支承一般受复合载荷Fa,Fr和M共同作用,为了便于根据制造厂家提供的承载能力曲线(Fa—M曲线)选择回转支承型号,应将复合载荷分量换算为当量载荷。
单排交叉滚柱式回转支承的当量载荷F′a,M′计算公式:
F′a=(ka·Fa+kr·Fr)fs
(1)
M′=Mfs
(2)
式中F′a—回转支承当量中心力,N;Fa—总轴向力,N;Fr—在力矩作用平面的总径向力,N;M′—回转支承当量倾翻力矩,N;M—倾翻力矩,N;fs—回转支承静态工况下安全系数,根据《起重机设计手册》中表3- 4- 2回转支承工况系数可以确定fs=1.45;
ka,kr—载荷换算系数,随回转支承结构不同取不同值,根据《起重机设计手册》中表3- 4- 3回转支承载荷换算系数可以确定ka=1.225,kr=2.676。
将计算得到的当量载荷F′a,M′的值在回转支承承载能力曲线图(Fa—M曲线,如图4所示)中找出对应的点,当该点位于某一型号回转支承承载能力曲线[2]以下时,则说明该型号回转支承满足使用要求。
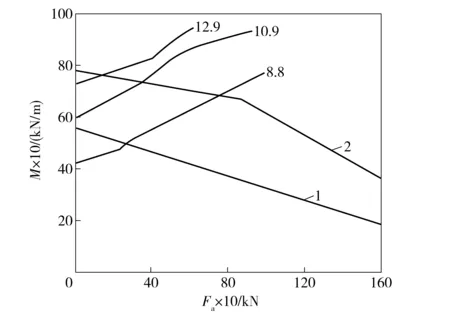
1.静容量 2.动容量图4 回转支承承载能力曲线图
回转支承是保证结构旋转和承载的关键部件,而连接螺栓则是保证回转支承正常工作和稳定运行必不可少的紧固零件。因此,连接螺栓选择的正确与否也至关重要。连接螺栓的选型原则是,在承载能力曲线中,按静态工况计算得到的当量载荷F′a,M′的坐标交点落在所选螺栓(8.8级、10.9级、12.9级)曲线的下方。回转支撑与回转装置安装时,安装连接螺栓的预紧力应达到螺栓材料屈服强度的0.7倍。
连接螺栓允许最大预紧力Fs的计算公式:
Fs=0.7σs·As
(3)
式中σs—螺栓材料屈服强度,数值可查表1;As—螺栓计算截面积,As=(1.022d1)2π/4(mm2);
d1—螺纹底径,mm。

表1 螺栓材料性能表
在螺纹和螺帽端面涂油的情况下,安装时扳手上允许的最大预紧扭矩My的计算公式:
My=0.2Fs·d
(4)
式中d—螺纹名义直径,mm。
(2)按动态工况校核寿命
F′a=(Fa+2.05Fr)fd
(5)
M′=Mfd
(6)
式中fd—回转支承动态工况下安全系数。
一般回转支承选型采用上述计算方法进行。当对回转支承运行平稳性、速度、齿轮传动以及把和螺栓和工艺处理有特殊要求时,还可根据实际需求,进行详细设计计算,在此不作详细论述。
4 结论
回转装置在工程机械领域应用广泛,区别于工程机械的铝电解多功能机组,其回转装置使用环境较为恶劣,而回转装置的可靠性也是铝电解多功能机组稳定运行的重要因素之一,不断从实践经验中发现回转装置的应用弊端,并加以改进是回转装置应用日益趋于专业化的助推动力。本文根据对回转装置的结构和使用情况的分析结果,对回转装置在维护性能上进行了改进。改进设计后结构更加紧凑,且结构合理、使用可靠,使有限空间得到充分利用,即扩大了改进回转装置的功能;把合螺栓检修维护方便、提高生产效率,最大限度地降低了人工检修维护作业带来的劳动强度;另外,改进设计所需成本低,同时能够大大降低日常检修维护的费用,具有极大的推广和使用价值。
[1] 张质文,虞和谦.起重机设计手册[M].北京:中国铁道出版社,2013.
[2] JBT2300—2011,回转支承标准[S].
[3] GB/T 3811—2008,起重机设计规范[S].
Improvement of Tool Trolley Rotary Device Structure and Calculation of Slewing Bearing Type Selection
ZHANG Shi-jun
This paper describes problems and shortcomings in the practical application of rotary device structure existing in the process, proposes an improved design structure of rotary device, introduces the selection calculation method of the rotary device key components slewing bearing, clears rotary bearing selection basis and the concrete calculation method, shortens the maintenance period of the PTM, improves the efficiency of the PTM, improves the efficiency of the electrolytic aluminum production, has vital significance.
pot tending machine; rotary device; structure improvement; slewing bearing
2015-02-25
张世军(1962-),男,大学本科,辽宁沈阳人,教授级高级工程师,主要从事科技管理和新产品研发工作,现任中国有色(沈阳)冶金机械有限公司设计研究院院长。
TF821
B
1003-8884(2015)03-0029-04
猜你喜欢
一重技术(2021年5期)2022-01-18
中国金属通报(2021年3期)2021-11-30
建材发展导向(2021年15期)2021-11-05
快乐语文(2020年36期)2021-01-14
科学大众(2020年17期)2020-10-27
昆钢科技(2020年4期)2020-10-23
网络安全和信息化(2020年3期)2020-04-20
电子技术与软件工程(2019年4期)2019-12-01
电子技术与软件工程(2019年3期)2019-12-01
文苑(2018年22期)2018-11-19