500 t残极破碎机柱塞油缸改进
2015-08-23 18:23张占军
有色设备 2015年3期
张占军
(中国铝业青海分公司, 青海 西宁 810108)
500 t残极破碎机柱塞油缸改进
张占军
(中国铝业青海分公司, 青海 西宁 810108)
500 t残极破碎机是利用液压缸的挤压力将残极进行破碎的设备之一。该破碎机柱塞缸存在设计尺寸大、容易泄露、拆卸困难和维修费用高的缺点。本文根据以上问题提出了具体的改进方案。
柱塞缸; 泄露; 缺陷; 改进方案
0 前言
500 t残极破碎机(以下简称破碎机)属于阳极组装车间的设备之一。[1]它是用来将不合格的生、熟炭块及从阳极钢爪上压脱下来的炭块进行破碎使炭块尺寸变小以便工艺回收利用的设备。[2]500 t残极破碎机在工作过程中炭块所需要的工作压力最高达107N。这要求主液压缸的活塞杆必须具有良好的力学性能,而且主液压缸带动齿形板击碎阳极块之后可以利用副液压缸将主缸及齿形板带回原始位置。根据以上原因500 t的主液压缸选用单作用柱塞式液压油缸。[1]
1 500 t残极破碎机柱塞缸结构
目前我国各电解厂500 t残极破碎机普遍使用单作用柱塞式液压油缸。其按照结构特点主要分为:油缸缸壁、柱塞、导向套、密封及密封压盖组成。具体油缸结构图如图1所示。
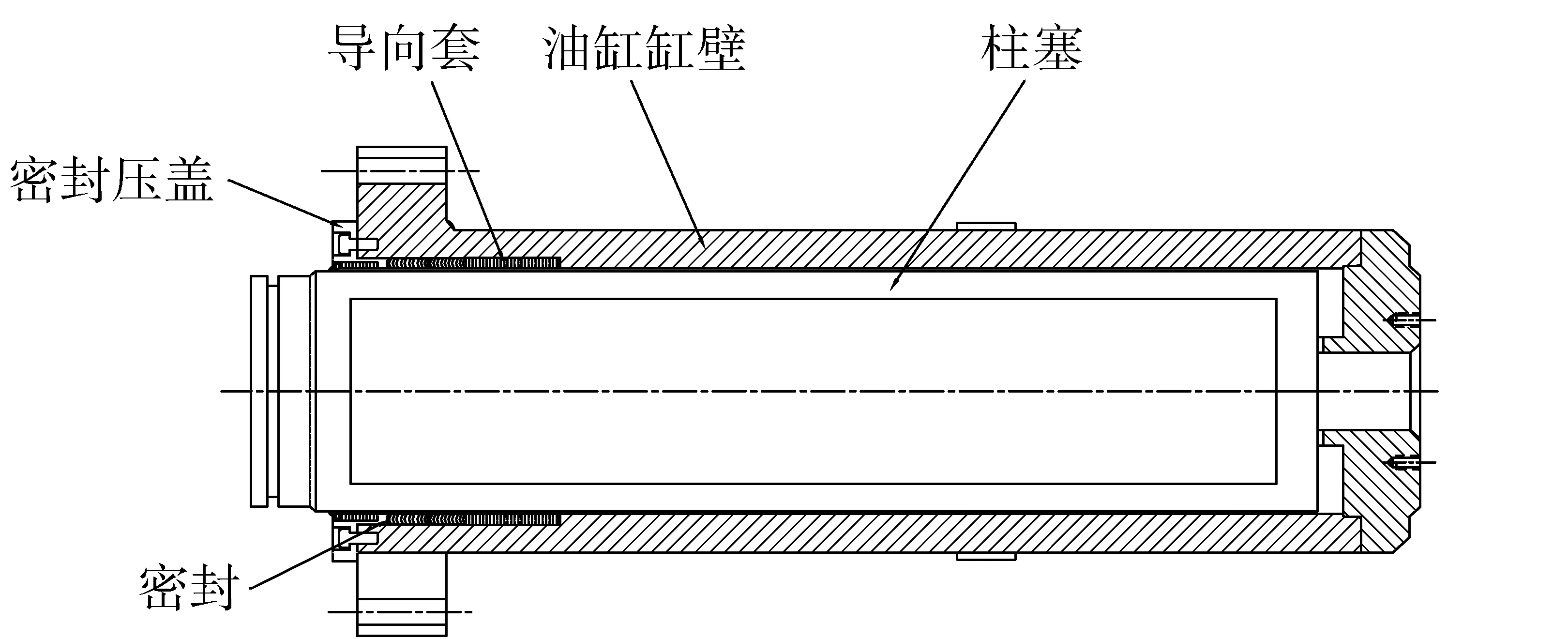
图1 500 t残极破碎机主油缸结构图
2 500 t残极破碎机柱塞缸常见问题:
500 t残极破碎机一方面由于设计结构尺寸大、液压压力高、工作环境恶劣等的原因常常出现出现液压缸结构件损坏、液压系统漏油的故障;另外一方面在维护过程中主油缸存在拆卸难度大、维护费用高的困难。根据以上情况本文将500 t残极破碎机主缸的常见问题分类为以下几点:
(1)破碎柱塞缸结构件损坏。此类故障主要包括:油缸缸壁与缸壁法兰连接部位破裂、油缸柱塞存在裂纹及密封压盖损坏三个部分。
(2)破碎柱塞缸柱塞密封液压油泄露。此类故障主要由油缸内部密封损坏造成。它们分别包括密封压盖防尘密封损坏和柱塞压盖内部V型夹织物密封损坏。
(3)破碎柱塞缸柱塞把持器损坏。此类故障主要分为把持器损坏和把持器固定螺栓断裂。
(4)破碎柱塞缸柱塞拆卸困难。由于500 t残极破碎机各结构件安装次序问题,拆卸柱塞油缸或者更换柱塞时必须对齿板、格塞及冲头等结构件全部进行拆卸。对于这些最小件都达到500 kg的各类结构件,拆卸的劳动强度是个无法忽视的问题。
3 500 t残极破碎机柱塞缸改进方案
500 t残极破碎机柱塞缸的各类故障导致其使用时各类问题频繁出现。经过不断的检查和分析认为这些问题可以通过对柱塞缸的设计结构和连接方式进行改进来解决。以下改进措施都在笔者工作单位进行了实际应用。通过一段时间的使用后证明这些改进措施实施的效果良好。具体改进方案按照柱塞缸常见问题的次序排序如下:
(1)破碎机柱塞缸结构件改进。油缸缸壁与缸壁法兰之间连接部位破裂主要由油缸结构不合适和缸壁材料问题导致。考虑到油缸尺寸大的原因。首先,将油缸缸壁法兰与油缸缸壁的连接方式从整体式连接改为法兰式连接的分体式。其次,对油缸缸壁与法兰间的连接螺纹重新进行车削焊接加固处理。最后,将缸壁及法兰使用材料从铸钢变为35#锻件。这样的改进可以解决整体式加工缸壁造成的材料浪费和制造费用高的问题。具体改进图见图2的第3项。油缸柱塞存在裂纹主要是加工材料不合适造成。柱塞可以使用厚壁无缝钢管为基础材料,然后对柱塞进行调质并电镀处理。这样油缸柱塞的硬度和表面粗糙度都得到了有效保证。油缸泄露的问题也会有效得到缓解。针对密封压盖螺栓强度不够的问题可以采用12.9级高强度螺栓的方法来解决,同时按照油缸要求安装合适数量的密封也是螺栓出现断裂的一个重要原因。
(2)破碎机柱塞缸柱塞密封方式改进。密封压盖防尘密封损坏主要是破碎过程中的残极和磷铁的碎屑粘连在柱塞外壁或者柱塞表面被硬物砸伤后对密封造成间接损害形成。除了防止硬物意外砸伤意外可以给柱塞加装帆布外罩来解决各类的碎屑进入油缸密封内部。柱塞压盖内部V型夹织物密封损坏主要是导向套局部磨损、柱塞表面损坏和密封形制不适合造成。如果频繁出现V型夹织物密封损坏。首先,维护人员需要对柱塞进行检查,有毛刺之类的需要用油石打磨处理。其次,使用周期较长的柱塞缸也容易出现导向套底部因局部承受重力过大造成磨损严重的现象。维修人员可以通过更换或者暂时转动导向套磨损部位位置解决导向套磨损的问题。最后,使用质量有保证的V型夹织物密封也能提高密封使用的时间。另外在柱塞端部增加两组轴用格莱圈密封也可以改变V型夹织物密封受液压力过大的问题。具体见图2第5项。
(3)破碎机柱塞缸柱塞连接方式改进。把持器是连接柱塞缸与活动冲头的关键部件。如果将以上两者的连接方式从把持器形式的螺栓连接改为由链条连接的软连接方式。这样把持器故障多的问题便能够顺利得到解决。具体改进方法如下:柱塞把持器部位加工两个M50的螺栓孔,然后在冲头相应部位加工两个链条接头固定点。最后将两者用20 mm的链条连接起来。柱塞端把持器改造结构具体见图2第1项。
(4)破碎机柱塞缸拆卸困难改进方法。维护中比较困难的拆卸工作主要包括:V型夹织物密封更换、导向套拆卸和柱塞及柱塞缸拆卸组成。V型夹织物密封使用太多时拆卸极其不容易,尤其是越往里面的V型密封越难拆卸。生产中V型夹织物密封的使用长度在60 mm左右为宜。这样既可以起到防泄漏的作用,同时也可以为延长导向套的设计长度提供条件。具体如图2第2项所示。导向套是铜质加工件。导向套长度不够时由于柱塞质量大的原因容易出现柱塞和导向套快速磨损,最后导致柱塞密封磨损严重形成漏油。导向套长度增加时柱塞与导向套的接触面增加,导向套及柱塞的磨损速度就会明显降低。但是导向套长度过长时铜件的加工难度也会急速增加,同时加工费用会急剧增涨。另外安装拆卸时也会造成极大的不便。为了避免以上的情况,可以采用导向套安装使用两个同心铜套的方式给予解决。这样上述问题就可以得到顺利解决。具体如图2第4项。柱塞拆卸是500 t残极破碎机维护中最繁琐的工作。此项维护工作在破碎机的所有结构件都拆卸完成后才能对柱塞和柱塞缸进行拆卸。经过统计更换柱塞或者柱塞缸最快需要2周时间才能完成。这对生产线造成了极其严重的压力。为了提高柱塞和柱塞缸拆卸的效率采用图2第6项的结构。这样可以在不拆卸其它齿板等的情况下完成柱塞的更换。生产中除了更换导向套及柱塞以外,除非柱塞缸损坏需要整体更换油缸,都可以通过尾部拆卸的方式得到解决。这样大大降低了主缸拆卸的工作强度。
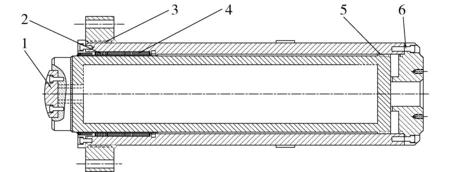
1.柱塞 2.密封 3.法兰 4.铜套 5.密封 6.缸尾图2 500 t残极破碎机主油缸改进图
4 结语
500 t残极破碎机是一种在铝电解冶金行业中普遍使用的破碎设备。生产中500 t残极破碎机主油缸故障及维护时间明显减少可以大大提高炭块破碎的效率。同时该设备维修的费用也能得到有效控制。
[1] 唐敬麟.破碎与筛分机械手册[J].北京:化学工业出版社,2001.
[2] 500 t挤压破碎机操作维修说明书[J].贵阳:贵阳奥特机电技术发展有限公司,2010.
Improvement for Piston-cylinder of 500 t Butts Crusher
ZHANG Zhan-jun
500 t butts crusher is one of crusher equipment using pressure of hydraulic cylinder to crush the butts polar, there are some disadvantages of the piston cylinder such as large size, easily leakage, dismantling difficulty and high cost maintenance. The paper issues improving program to these problems.
piston-cylinder; leakage; defects; improving program
2015-03-06
张占军(1984-),男,青海西宁人,工程师,大学本科,主要从事设备检修与维护工作。
TD451
B
1003-8884(2015)03-0049-03
猜你喜欢
机械工程与自动化(2022年3期)2022-06-24
机械工程与自动化(2022年3期)2022-06-24
中国设备工程(2022年2期)2022-02-10
装备制造技术(2020年11期)2021-01-26
装备制造技术(2020年4期)2020-12-25
钻采工艺(2020年1期)2020-07-21
制造技术与机床(2019年9期)2019-09-10
中国科技纵横(2019年24期)2019-05-28
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年3期)2017-06-23