普通卧式车床的数控化改造
2015-08-26 02:23李磊张建平纪彬周大志黑龙江省科学院自动化研究所哈尔滨150090
黑龙江科学 2015年5期
李磊,张建平,纪彬,周大志(黑龙江省科学院自动化研究所,哈尔滨150090)
普通卧式车床的数控化改造
李磊,张建平,纪彬,周大志
(黑龙江省科学院自动化研究所,哈尔滨150090)
介绍了利用GSK928-TE型数控系统改造C6132普通卧式车床的方法,详细分析了机械、电气部分改造方案和工作原理。对C6132普通卧式车床的X、Z两轴进行数控化改造,增加了换刀刀架和滚珠丝杠等传动部分,同时配备上广数生产的GSK928-TE型数控系统,经过调试,实现了加工元件的数控化加工过程。改造后的车床投入使用运行稳定,收到良好的经济效益,具有较高的推广应用价值。
卧式车床;数控化;车床机械传动系统改造
现代社会所需要的工业产品对精度的要求越来越高、外形越来越复杂、产品的更新换代速度也越来越快,因此,传统的普通车床难以满足快速增长的产品加工要求。而数控车床不仅可以满足上述产品的加工要求,还具有受人为因素影响小、批量生产的产品精度一致、加工程序存储修改方便等优点。因此,数控车床明显优于普通车床,在工厂中应该大规模推广应用。但是,数控车床的应用也受到许多条件的限制。首先,数控车床价格昂贵,一次性投资巨大,中小企业常是心有余而力不足。目前,各企业有大量的普通车床,完全用数控车床替换不现实,而且被替代下的车床闲置后又会造成浪费。要较好地解决上述问题,应走普通车床数控改造之路。由于车床技术的不断进步,车床改造成为了一个“永恒”的话题。低成本普通车床数控化改造是一项适合我国国情的先进实用技术,同时也是一项提升我国车床数控化率的有效途径[1]。
1 改造方案
对C6132车床的数控化改造方案主要有以下3点内容:.
第一,恢复原普通车床的所有功能。
第二,在普通车床上加装CNC数控系统,进而可实现计算机程序G代码控制车床工作,完成加工元件的任务。
第三,为提高精度、效率和自动化程度,对原有机械、电气部分进行翻新更新。
车床数控改造主要分4个步骤:改造方案的确定、改造的技术准备、改造实施和改造验收后期工作[2]。改造方案的确定包括以下4个方面:
第一,机械维修与电气改造。第二,先易后难、先局部后整体。第三,选择电气系统。第四,改造范围的确定。
由于常用品牌数控系统的基本功能大同小异,所以合理选择适合C6132的可选功能,放弃不实用或用不上的可选功能的数控系统,对提高改造方案的性价比大有裨益。本方案选用了广数生产的GSK928-TE型车床数控系统。该数控系统应用高速CPU和大规模集成电路构成控制核心,带有液晶显示屏,中文操作界面,可匹配步进电机或伺服电机,可识别23种G指令,功能十分强大。
2 机械部分的改造
将GSK928-TE型数控系统和原普通车床连接成一个整体,还需对原车床机械部分进行改造:
第一,直线导轨。加装直线导轨,导轨除了具有普通车床的导向精度和工艺性外,还具有良好的耐摩擦磨损特性,可在保证有足够刚度的同时,保证加工的精度。
第二,滚珠丝杠。将原滑动丝杠换成滚珠丝杠。滚珠丝杠摩擦损失小,传动效率在90%以上,启动力矩和运行力矩十分接近,因此可满足较高精度元件的加工要求。
第三,自动换刀装置。拆除原车床上的刀架和小拖板,更换安装LD 6-6132型六角回转刀架。LD 6-6132型刀架具有良好的强度和刚度,可安装上6把不同的刀具,按照数控系统的指令进行换刀。
3 电气部分的改造
本方案保留了原C6132车床电器元件中的变压器、接触器等电气元件,并按需配置了4台电动机,分别是:主轴电动机M 1、润滑泵电动机M 2、冷却泵电动机M 3和刀架电动机M 4,改造后电控箱的电气原理图如图1所示[3]。从电气原理图中分析得出,由M功能口输出的指令控制中间继电器KA1、KA2、KA3的触头开关动作,从而控制接触器KM 1、KM 2的通断,主轴电动机M 1的正转、反转和停止动作。通过中间继电器KA4、KA5控制KM 3、KM 4的通断,从而控制冷却泵电动机M 3的正转、反转和停止动作。由T功能口输出信号,控制刀架电动机M 4的正转、反转动作。
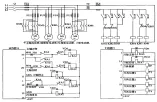
图1 电气控制原理图Fig.1 Electricity control schem e
在数控车床中,车床参考点类似于坐标原点,对于刀位点的定位至关重要,直接关系到产品的精度。在本改造项目中,在床身适当的位置加装了多对行程开关,在实现参考点的定位功能同时,还实现了X、Z轴运动方向的超程保护功能,具体电气原理图如图2所示。
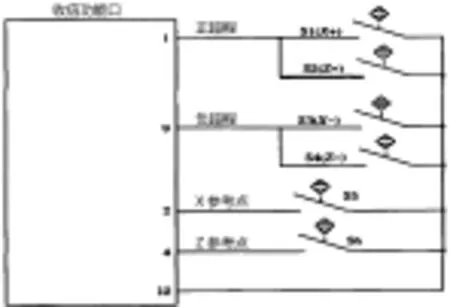
图2 极限保护电气控制原理图Fig.2 Lim itelectricity controlscheme
4 结语
本文提出的普通车床数控化改造方案是在普通车床的机械部分进行简单改造,对其X、Z两轴进行数控化改造,增加了自动刀架和滚珠丝杠等传动部分,再配备上广数生产的GSK928-TE型数控系统,经过调试,实现了用计算机程序输出G指令,控制改造后的C6132完成了元件的数控化加工过程。改造后的车床,最小移动单位为0.001mm,大大提高了加工精度。该方案具有操作简单、改造方便和经济性好等优点,具有较高的推广应用价值。
[1]李莉芳,周克媛,黄伟.数控技术及应用[M].北京:清华大学出版社,2012.
[2]刘滨生.浅谈普通车床的数控化改造[J].黑龙江科技信息,2010,(06):10.
[3]赵中敏.数控机床电器系统优化重构研究[J].机床电器,2009,(06):26-28.
D igitalized T ransform ation of General Horizontal Lathe
LILei,ZHANG Jian-ping,JIBin,ZHOUDa-zhi
(Instituteof Automation,Heilongjiang Academy ofSciences,Harbin 150090,China)
This paper introduces a newmethod of using GSK928-TECNC system the implementation of C6132 horizontal lathe digitalized transformation.Themechanism and electric portion are presented.By transforming X axis and Z axis,adding knife rest and ball screw,and equipping GSK928-TE CNC system,we can actualize digitalized processing components.The dig italized transformation system has better stability,economic benefitand higher application value.
Horizontal lathe;Digitalized transformation;Transformationof themechanicaldriveof themachine tool
TG659
A
1674-8646(2015)05-0030-02
2015-05-05
李磊(1986-),男,黑龙江哈尔滨人,学士,研实员,主要从事工业自动化控制系统的研究。
猜你喜欢
山东冶金(2022年2期)2022-08-08
内燃机与配件(2022年2期)2022-01-17
设备管理与维修(2020年23期)2021-01-04
装备制造技术(2020年12期)2020-05-22
制造技术与机床(2019年12期)2020-01-06
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年4期)2017-06-22
电子制作(2017年20期)2017-04-26