
SMQ-70型三面切书机常见故障排除
2015-08-31 04:40丁里
印刷技术·数字印艺 2015年6期
丁里
三面切书机是印刷企业常用的一种印后设备,本文将以中国电子科技集团公司第四十五研究所控股公司京东电子装备有限公司开发的SMQ-70型三面切书机为例,介绍三面切书机的常见故障排除方法,希望对您有所帮助。
1.书脊损伤
出现书脊损伤故障时,可以从以下7个方面予以考虑。
(1)木夹板尺寸不合适
检查压书器木夹板尺寸,压书器连接木夹板必须按开本尺寸大小更换,特殊开本书籍应配相应尺寸的木夹板,要求木夹板四边小于书籍5mm。木夹板底部粘贴8~10mm纸板,并将纸板裁切至书籍相同尺寸,前端适当倒圆角。图1为压书器简图。
(2)刀片钝
刀片钝后应按不同材质采取不同方法磨削。一般刀片分为:合金工具钢(standard)、高速钢(HSS)、硬质合金(TCT)、超细聚晶体(UFG)。合金工具钢刀片应用广泛,磨削要求不高。高速钢、硬质合金、超细聚晶体刀片的磨削则需遵循一定的方法。
(3)纸边太宽
毛边书裁切量应不超过15mm,超过留量时,须先在单刀上切一次,减小裁切量。
(4)装订原因
胶订过程会有空脊、书脊圆弧现象,在裁切时就会影响裁切质量。目测和手感可及时发现,应挑捡出,在加热板上修复冷却后再裁切。
(5)刀条损坏
刀条是易损件,长期使用的刀条易切不透,这时要立即更换刀条。市场上的刀条有多种类型,应选择硬度合适的尼龙刀条,这样既能保护刀片,又能减少刀条更换次数。
(6)压书压力不够
裁切过程中,若书底面之间、书与台面之间的摩擦力小于裁切横向分力,书籍会发生滑移,造成损伤,原因是压书器压力不够。应检查纸垫板是否合适,如果符合要求,再检查压书器调整是否正确。一般压书板与书堆之间可留20mm空间,压书器压下时书堆压缩量保证在10~15mm。
(7)纸张原因
印刷中纸张张力太小或张力方向与裁切方向不一致,会导致书脊端面粗糙、裂口损伤等问题。此时,应改变印刷纸张方向或调整张力方向。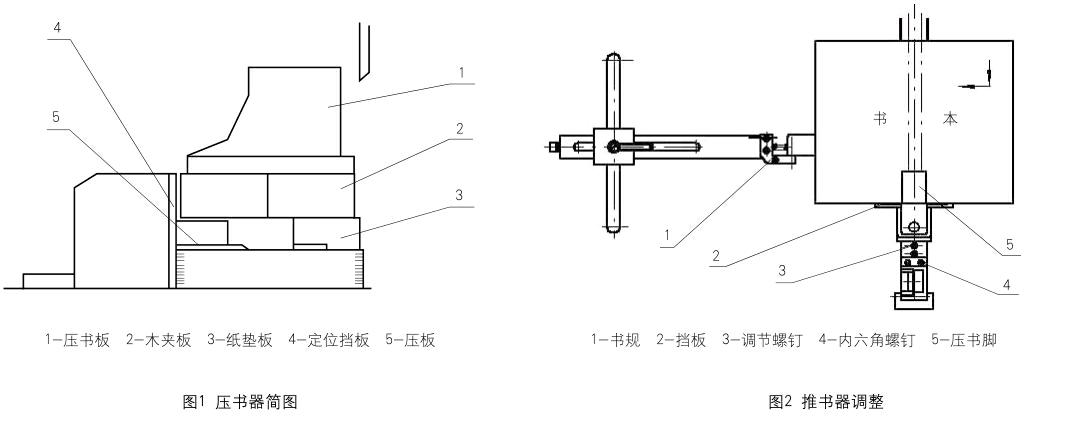
2.书脊压皱
因压力造成书脊皱纹,原因有以下两点。
(1)背胶未完全固化
胶订完成后,书籍一般应放置2~3小时后再进行裁切,冬季可减少半小时,夏季应增加半小时。
(2)背胶厚
侧胶或背胶太厚,压书器压力集中在书脊上造成书脊压皱。应根据书的大小做好纸垫板,纸垫板前端倒圆角,减少书脊与压书器之间压力。另外,胶订质量也很重要,书脊厚度应符合要求,包本厚度为3~8mm时,书脊厚度与书本厚度误差≤1mm;包本厚度为8~40mm时,书脊厚度与书本厚度误差≤1.5mm。
3.切书飘口
切书飘口是在书籍变形的状态下对其进行裁切,压力释放后,切口倾斜的一种现象。解决此问题可从以下三方面出发。
(1)调整压书压力
压书压力太大或太小都会造成切书飘口,适当调整压书压力,即可解决此问题。
(2)调整侧刀刀座
侧刀刀座位置不当也会造成切书飘口,调整侧刀刀座位置后,应及时拧紧螺母。
(3)调整侧刀主轴
侧刀主轴锁紧螺母松动容易引起切书飘口。通过调整锁紧螺母消除游隙,使隔套可自由转动,无横向间隙,锁紧双螺母即可解决。
4.切出的书籍头脚不齐
在设备质量合格的情况下,这种现象可以通过调整推书器挡板与裁切台面垂直来解决。具体做法是:松开图2中的调节螺钉3,调整左右两个内六角螺钉4,然后锁紧螺钉3,裁切检查。
5.书封面有压痕
书枕与台板安装不平,重新调整使其平整。
以上是笔者从用户的反馈中总结的SMQ-70型三面切书机的几点常见疑难问题及解决方法,仅供大家参考。
猜你喜欢
中国典型病例大全(2022年7期)2022-04-22
阅读(高年级)(2020年8期)2020-11-06
重型机械(2020年3期)2020-08-24
制造技术与机床(2018年10期)2018-10-13
实用口腔医学杂志(2017年6期)2017-09-19
弹箭与制导学报(2017年1期)2017-06-23
文体用品与科技(2016年7期)2016-06-15
文体用品与科技(2016年3期)2016-03-24
工程建设与设计(2016年4期)2016-02-27
中国中医药现代远程教育(2014年20期)2014-03-01
