加工中心的螺纹铣削
2015-09-10 07:22杨贞静
考试周刊 2015年105期
杨贞静
摘 要: 随着科学技术的不断发展,数控技术的应用不断延伸,螺纹铣削作为一种新型加工工艺,相比于传统螺纹加工,在加工精度、加工效率方面具有极大的优势,它是使用三轴数控机床进行加工的,具有加工效率高、螺纹质量好、刀具通用性好和加工安全性好等诸多优点。本文从具体实例出发,分析螺纹铣削加工的工艺分析及手工编程方法。
关键词: 数控加工 螺纹铣削 编程
一、螺纹铣削的现实意义
传统的螺纹加工主要采用丝锥、板牙套或者螺纹车刀等工具进行加工,对操作者水平要求较高,并且效率不高。随着数控机床的日渐普及,螺纹铣削加工技术在机械制造业中的应用越来越广泛。它主要有以下几个优点:
1.表面质量高。螺纹铣削的过程中,背吃刀量小,主轴转速高,很高的切削速度,较小的切削力使切屑面很光滑;细碎的切屑能被切削液轻松地冲出工件不会划伤已加工表面。可以获得很高的表面质量。根据不同进给量、不同转速等铣削参数,也可以人为控制表面质量。
2.加工效率高。传统螺纹加工有丝锥、板牙、车削等方式。在机器底座车削的螺纹受实际生产制约较大,无论是大口径的螺纹,还是细长轴上的螺纹,车削都很难实现很好的加工。丝锥在攻丝的过程中,由于受应力大,速度较低,而且必须反向退刀,大大降低生产效率。至于板牙,生产效率更低,而且浪费人力物力。借助三轴数控机床铣削螺纹,它的加工线速度可达80M—200M/MIN,而且不受材料的影响,同一把螺纹铣刀可以加工不同旋向的内外螺纹。
3.尺寸精度易保证。对于螺纹精度要求较高的工件,由于螺纹铣刀是靠螺旋插补保证精度的,只需要调整程序就可以获得所需要的螺纹精度。对于一件需要加工的螺纹,可以一次加工完成,但是为了更好地控制尺寸精度,可以分级修改刀具补偿值,直至达到零件尺寸要求。
4.加工范围广,成本低。同一把螺纹铣刀,可以加工左旋螺纹,也可以加工右旋螺纹,可以加工内螺纹,也可以加工外螺纹。采用丝锥板牙攻丝,对于不同直径的相同螺距螺纹,则需要相应直径大小的丝锥板牙。螺纹铣削受力小,刀具材料好,在使用中刀具磨损小,这样对于同一把刀,可以大批量生产,使用成本低。
二、铣削螺纹刀具
常见的螺纹铣刀大致可分为机夹式和整体式两类:
1.机夹式铣刀易于制造,价格较低,有的螺纹刀片可以可双面铣削,单抗冲击性能较整体螺纹铣刀较差。因此,该刀具常推荐用于加工铝合金材料。机夹式铣刀可以分为单齿机夹和多齿机夹螺纹铣刀。
(1)单齿机夹:结构像内螺纹车刀。刀片与车刀通用。仅有一个螺纹加工齿,刀具每螺旋运动一周只能加工一齿,相应的在Z轴方向下降一个螺距。效率相对于多齿机夹螺纹铣刀较低。
(2)多齿机夹:刀刃上有多个螺纹加工齿。刀具螺旋运动一周,在Z轴下降相应齿数的螺距便可以加工出多个螺纹齿,加工效率高。刀片更换方便且价可低廉。
2.整体式:刀刃上也有多个螺纹加工齿,是一种固定螺距螺纹铣刀。刀具由整体硬质合金制成,刚性好,能有较高的切削速度和进给速度,加工范围很广。结构紧凑,能加工中小直径的内螺纹,但其价较贵,对于校方学习、培训,中小企业使用较少。
对于目前常见的螺纹加工,应根据孔径或直径的大小,选择相应的刀具。一般情况下,直径在M6mm以下的螺纹,在机床上完成基孔加工再通过丝锥攻螺纹;直径在M6—20mm之间的螺纹,通常采用整体式螺纹铁刀攻螺纹的方法加工;直径在M20mm以上的螺纹,可采用机夹可转位螺纹铁刀直接进行铣削。
三、螺纹铣削的工艺
加工螺纹前,先要确定螺纹的加工方向,要区分右旋螺纹和左旋螺纹,其铣削螺纹的方式是不同的。螺纹铣削开始进刀时采用切向的切入和切出,并且保证刀旋转一周即可完成螺纹加工,选用的刀片宽度要大于被加工的螺纹长度。
四、螺纹铣削的注意事项
1.在确保一次性加工完成的情况下,刀具伸出长度不宜过长,造成刀具刚性不足,产生振动,甚至刀具损坏。
2.避免刀具在加工过程中出现夹持松动。
3.在铣削螺纹之前,要将螺纹底孔加工好,一般对于小孔径采用钻头加工,而大孔径采用立铣刀铣削或镗刀镗孔。
4.在铣削螺纹过程中,刀具沿X.Y轴作一个圆周插补时,刀具在Z方向下降一个螺距(P)(对于梳刀下降n*P,n为梳刀齿数)。
5.合理选择刀具或刀片的大小。
6.在加工前,首先确定合理的走刀次数,并计算出每次走刀的合理背吃刀量。
7.合理选择冷却方法,降低刀具因摩擦受热而损坏的几率,避免刀具损坏。
五、典型范例
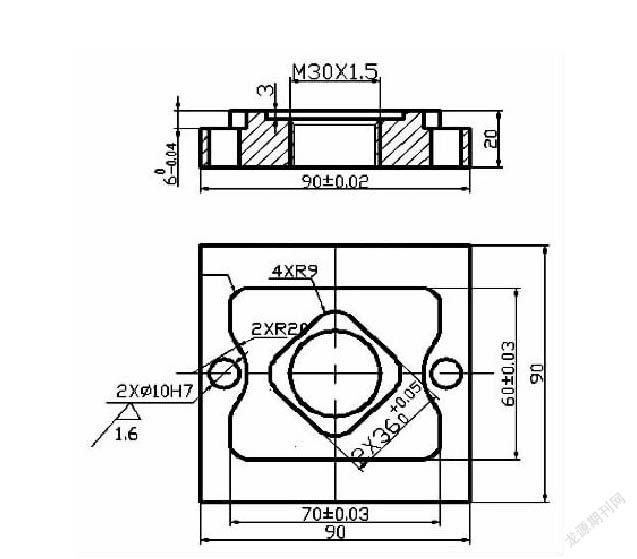
以加工M30×1.5的内螺纹和M27×3的外螺纹为例,如零件图所示。
加工准备:根据通用工艺方法,确定内外螺纹的铣削方法,并根据加工方法准备工量具,编制程序。
1.内螺纹的铣削。加工条件如下:
工件材料:45钢正火,模锻。90mm×90mm×20mm.
加工要求:螺纹表面粗糙度值Ra=1.6,牙型角为60度。
加工中心操作系统:FANUC 0I.
刀具:单齿螺纹铣刀,9齿螺纹梳刀。
说明:在用螺纹铣刀铣削螺纹之前,要先完成螺纹底孔的加工,继而进行螺纹加工。单齿螺纹铣刀的螺纹加工原理是:刀具每固定旋转一周,在Z轴负方向上下降一个螺距。
计算螺纹M30×1.5的底孔直径:公称直径-1.08P=30-1.62=28.38mm,所以螺纹底孔孔径为28.38mm的通孔。选用∮12mm两齿立铣刀,主轴S=700r/min,刀具材料为高速钢,进给F=120mm/min,刀具伸出长度为28mm。
(1)确认底孔加工完成,并用 ?蘩 32倒角钻倒C1.5mm的角以后,选择 ?蘩 14mm的单刃螺纹铣刀铣削,转速S=1200r/min,F=120mm/min。
(2)选择9齿螺纹梳刀(T03)铣削螺纹,主轴转速S=1200r/min,F=120mm/min,这种加工效率非常高,加工时间大大缩短,在大批量加工螺纹中,具有很大优势。对于不同规格的螺纹,只要选择不同的刀具即可。
对于螺距P=3mm的外螺纹,牙深为1.949Mmm,根据背吃刀量的不同,一般选择6-8刀加工完成,每次加工的背吃刀量大致可选择:0.6mm,0.35mm,0.3mm,0.2mm,0.2mm,0.2mm,0.1mm,每加工一刀,测量一次,逐步控制尺寸。
选用6齿螺纹梳刀。
程序编制(孔加工及其他程序略):
O0001 (程序名)
G54 G90 G00 X0 Y0; (程序初始化)
G43 H01 Z50; (刀具长度补偿实现)
M03 S1200 ; (主轴正转)
#1=0; (工件表面上0点)
#2=1。5 (螺距)
#3=30; (螺纹深度)
#4=0;
WHILE[#4LT#3]DO1; (判定条件)
#1=#1+1; (参数值整数增加)
#4=#1X#2; (螺距整数倍增加)
G00 X0 Y0; (刀具起始点)
G01 X4.3 F150; (下刀起始点)
G02 Y4。3Z-[#4]; (圆弧插补)
END1;(循环结束)
G00 X0 Y0; (返回起始点)
Z50 (返回安全高度)
M30 (程序结束)
螺纹铣削作为一种新型的螺纹加工方法,在模具生产中应用广泛。本文主要通过实例的方法讲述了对铣削螺纹程序进行改进,通过前后对比,我们发现通过宏命令编写加工程序,缩短了程序的调试修改时间,而且加工不同类型的螺纹只需要改变螺纹参数中的几个变量:螺距、螺纹深度、下刀起始点等,不仅降低了加工成本,而且大幅度提高了加工效率,为生产制造提供了有力的保障。
参考文献:
[1]盐技师院数控系组织编.数控加工工艺与技能训练,2011.
[2]吴拓,编写.机械制造工艺与机床夹具.
[3]吴金文.浅析加工中心螺纹铣削的加工方法.南京交通技师学院.
猜你喜欢
少先队活动(2021年2期)2021-03-29
汽车维修与保养(2021年8期)2021-02-16
学生天地(2020年17期)2020-08-25
数学大王·低年级(2020年3期)2020-03-12
科技资讯(2016年18期)2016-11-15
企业导报(2016年13期)2016-07-19
机械工程师(2015年10期)2015-02-02
河南科技(2014年3期)2014-02-27