
自动化半圆塑料管切断机设计
2015-09-16 00:42尹细妹中山市技师学院广东中山528403
机电工程技术 2015年6期
尹细妹(中山市技师学院,广东中山528403)
自动化半圆塑料管切断机设计
尹细妹
(中山市技师学院,广东中山528403)
基于三菱FX系列PLC和科威文本WSP-0301组成的电气控制系统,及其相关的硬件配置和软件设计。运用PLC技术、编码器技术与人机界面相结合,解决半圆塑料管的自动切断,实现自动化控制要求。
PLC;编码器;高速计数;切断
0 引言
新型产业LED塑料节能日光灯管中的塑料灯管是采用进口光扩散原料挤压压制成型。原料先压制成半圆管,通过定长切断并打包防止刮花,再一箱箱分批送入装配车间进加工,最后把两半圆合并为一根完整的灯管。所谓定长切断,是指根据生产需要,设定某一特定长度尺寸,进行切断。采用人工切断虽然也可以达到效果,但一对一跟进,工作劳动强度大,加工尺寸偏差大,效率低,不得不面临淘汰危机。因此,高效率,高精度的自动化塑料管半圆定长切断机在产业升级中必定取而代之。而定长切断机电气控制系统则是该设备的关键所在。
1 半圆塑料管切断机简介
1.1半圆塑料管切断机的结构图
如图1所示[1],半圆塑料管切断机,电气控制2ST和3ST两个工位。而1ST进料贴膜挤压输送工位,受前面其他加工工位控制箱的控制。该工位原理是由进料电机带动皮带主轮正方向转动,由齿轮传递带动导轮反方向转动,形成一个往里挤压输送的力。在该工位出料口安装一个精度在2000P/R的编码器,与进料电机主轮同轴转动,是实现定长高速计数的关键一步。
2ST为一个可左右滑动的切断工作台,原位置在最左端,它的复位是靠一个牵引重锤拉力回位。该工位上有夹紧和切断执行气缸,是切断机的主体部分。3ST为一个排料工作台,实现排料功能。
1.2半圆塑料管切断机的加工流程
产品切断加工,启动设备后,预先设定加工切断所需的长度,当1ST进料电机运行导轮转动后,旋转编码器开始高速计数,产品半圆塑料管开始进料向右延伸。
当高速计数满足条件后,夹紧气缸动作下降压紧,同时复位高速计数器编码器重新计数,工作台随着产品输送延伸力继续往右移动;当夹紧气缸夹紧产品后,切断气缸动作下降,切刀片下降到位,半圆塑料管被切断;切断气缸立即上升复位,再复位夹紧气缸上升松开,切断工作滑台随重锤拉力回到最左端的初始原位。
同时3ST工位,排料气缸下降,将切断加工的产品顺流而下排出,气缸再上升复位。直到下一个高速计数条件满足,再动作夹紧,切断,排料,依次循环。
1.3控制要求
(1)半圆塑料管切断机,可实现手动、自动切割。切断长度可根据实际生产需要进行调整。手动切断时,每按一下启动键,切断出一个产品出来;自动切断时,按下启动键后,编码器开始高速计数,每当高速计数条件满足,就切断出一个定长合格的产品(调机的第一个产品除外),尺寸误差在正负1mm范围内。
(2)半圆塑料管切断机,手动切断和自动切断分别计数,当产品总数到达预定数量的最后一个从开始贴膜加工起,报警蜂鸣器响,柱灯红灯1s闪烁一次,提示框箱已满,提醒工作人员更换空箱装载。当加工完最后一个工件后,所有的工件计数器复位,蜂鸣器、柱灯报警解除,继续工作。
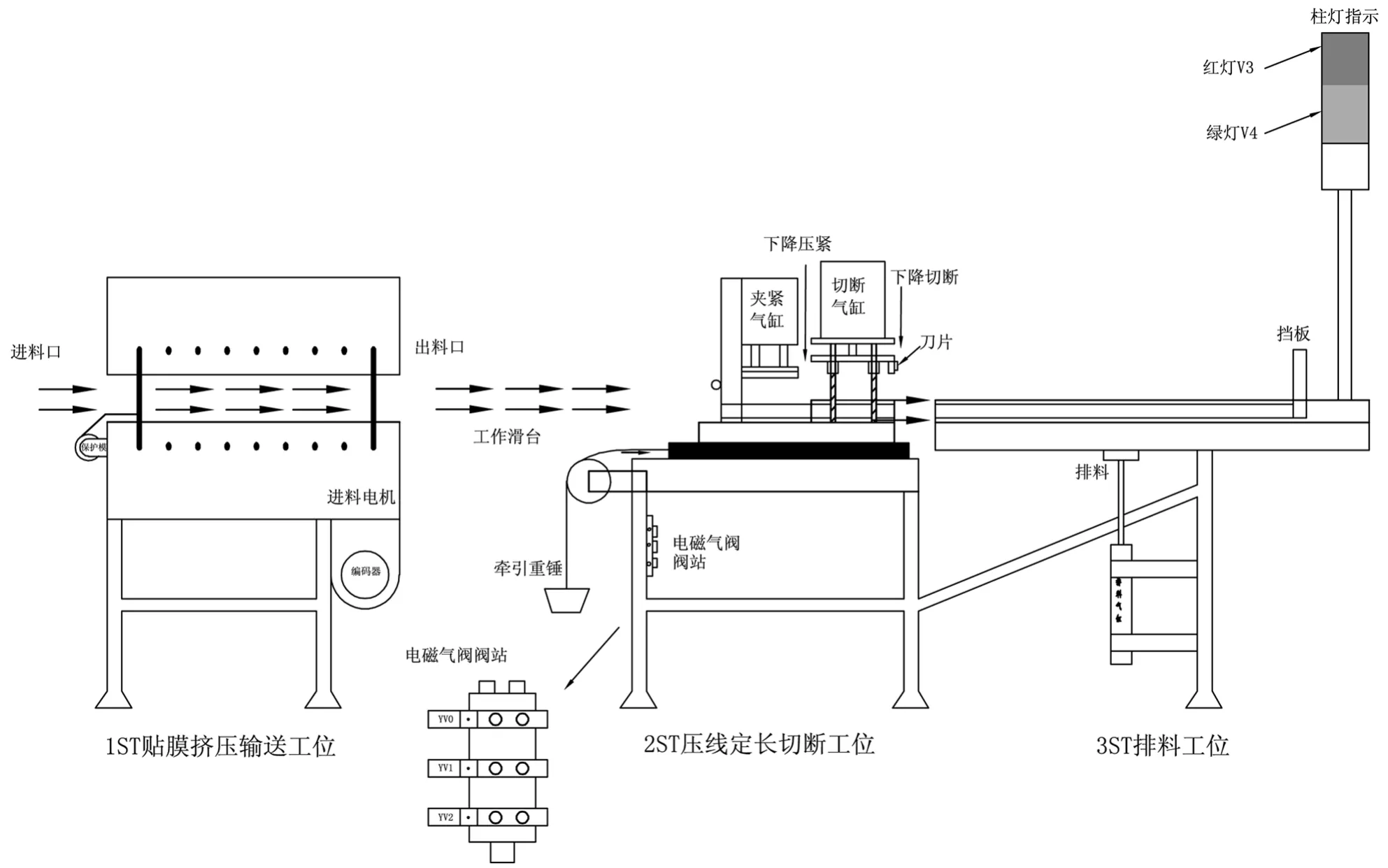
图1 半圆塑料管切断机结构图
(3)半圆塑料管切断机,上电红灯常亮。当在手动运行模式时,按一下启动按钮,切断加工出一个产品,绿灯1s闪烁一次;当在自动运行模式时,按下启动按钮,红灯灭,绿灯常亮,开始自动加工;按下紧急停止,PLC停止输出,切断机全部气缸都复位,报警灯红灯亮,蜂鸣器响。打回手动模式,蜂鸣器报警解除。
表1 电气元件表
从上述要求可看出,切断机关键在于半圆塑料管长度的设定和编码器的脉冲数计算。因此使用编码器高速计数和PLC浮点运算成为最佳选择。
2 实施方案
2.1硬件设计
(1)设备选型
半圆塑料管切断机,由于产品的切断长度可变,需要数据更改和保存;加工过程中需要距离测试计算和执行器件的动作延时计算;因此,以科威文本KEC320组态应用软件为核心的控制方式是最佳选择。
在系统能稳定工作且可满足控制要求的基本前提下,设备选择是以高性价比为首要目标,本电气控制系统硬件由三菱FX2N-16MR型PLC[1],科威WSP-0301文本显示器,编码器E6B2-CWZ6C 2000P/R,220V气动电磁阀4V210-8等构成。具体内容如表1。
(2)电气控制主电路设计
由于1ST进料电机受前工位的电箱控制,本切断机仅负责切断和排料功能,故本设备的电源进线只需单相电压220 V,主要分两路,一路是给PLC供电,一路是给气缸电磁阀供电。详图如图2所示。
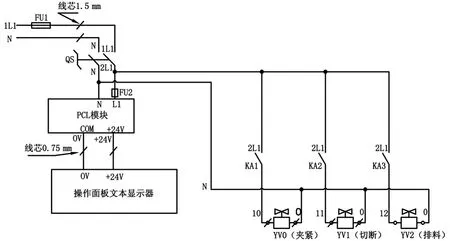
图2 电气控制主电路
(3)PLC外部接线设计
根据控制要求,可以看出PLC输入端需要用手动/自动转换开关,启动按钮,停止按钮和编码器(A/B/C三相分别占用X0/X1/X2)。输出端则有驱动夹紧电磁阀的KA1,驱动切刀切断电磁阀的KA2,驱动排料电磁阀的KA3,自动运行中指示柱灯绿灯,报警柱灯红灯和蜂鸣器,如图3所示[2]。
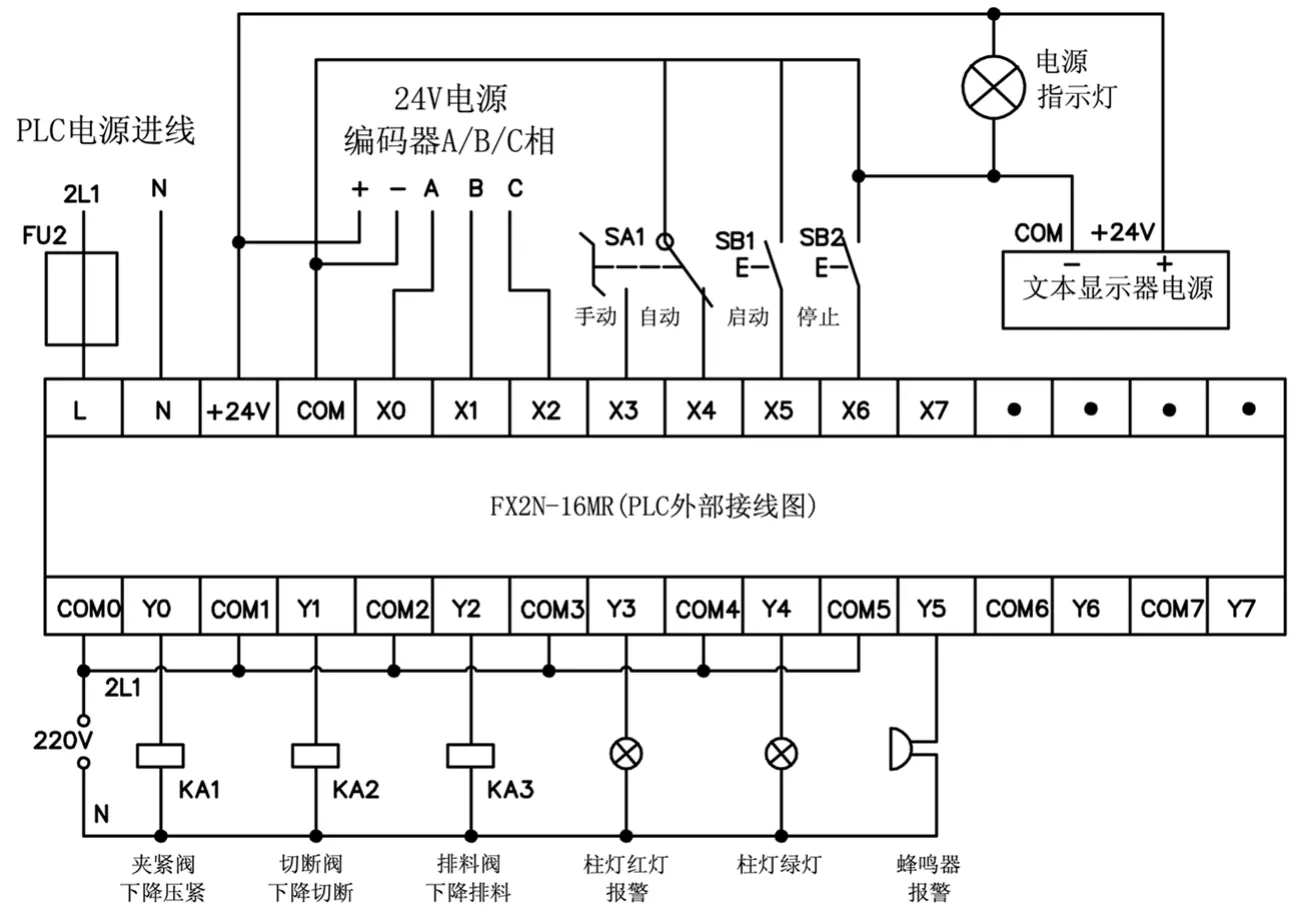
图3 PLC外部接线图
(4)操作面板设计
操作面板是由科威WSP-0301文本显示器[2],电源指示灯,两档转换开关SA1,启动按钮SB1,停止按钮SB2组成。具体位置分布如图4所示。
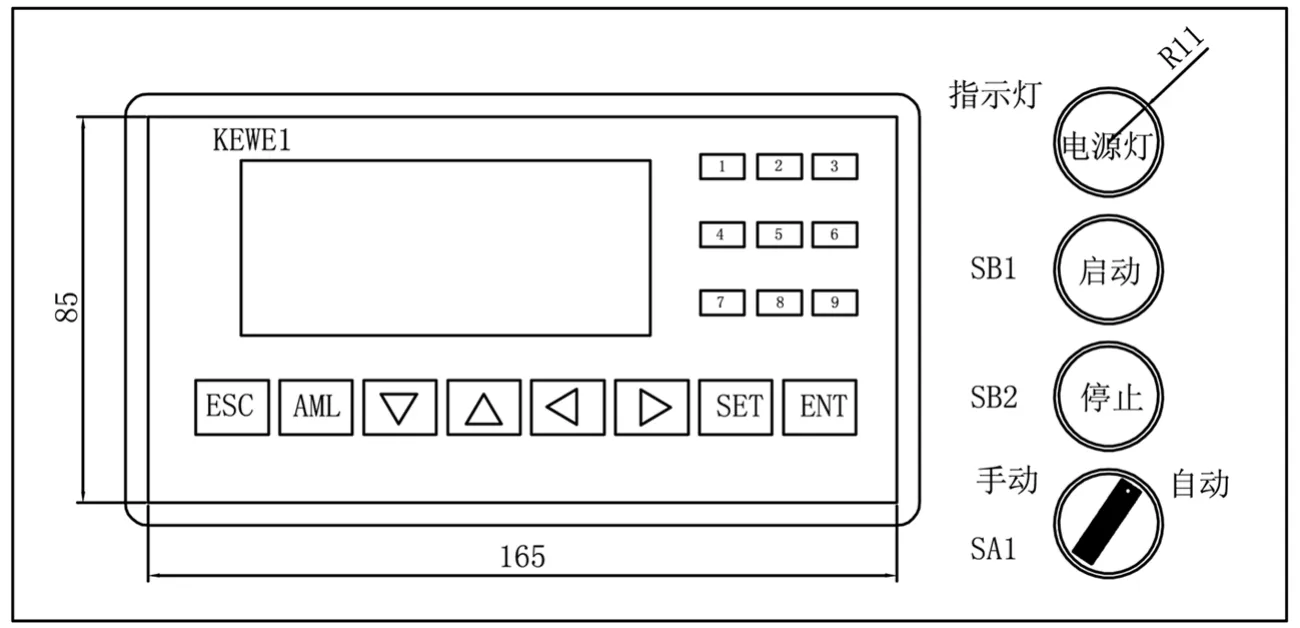
图4 操作面板图
2.2软件设计
(1)可编程序控制器的程序编写
切断机采用三菱FX系列PLC,编程软件用GX Developer应用软件,程序大致可分为三个步骤编写,第一步骤编写测量长度的程序,例如编码器(2 000 P/R)走4 000个高速脉冲,即编码器转两圈切断出来的工件,度量其长度,为下一步程序计算每个脉冲能走的距离做准备。如图5所示。
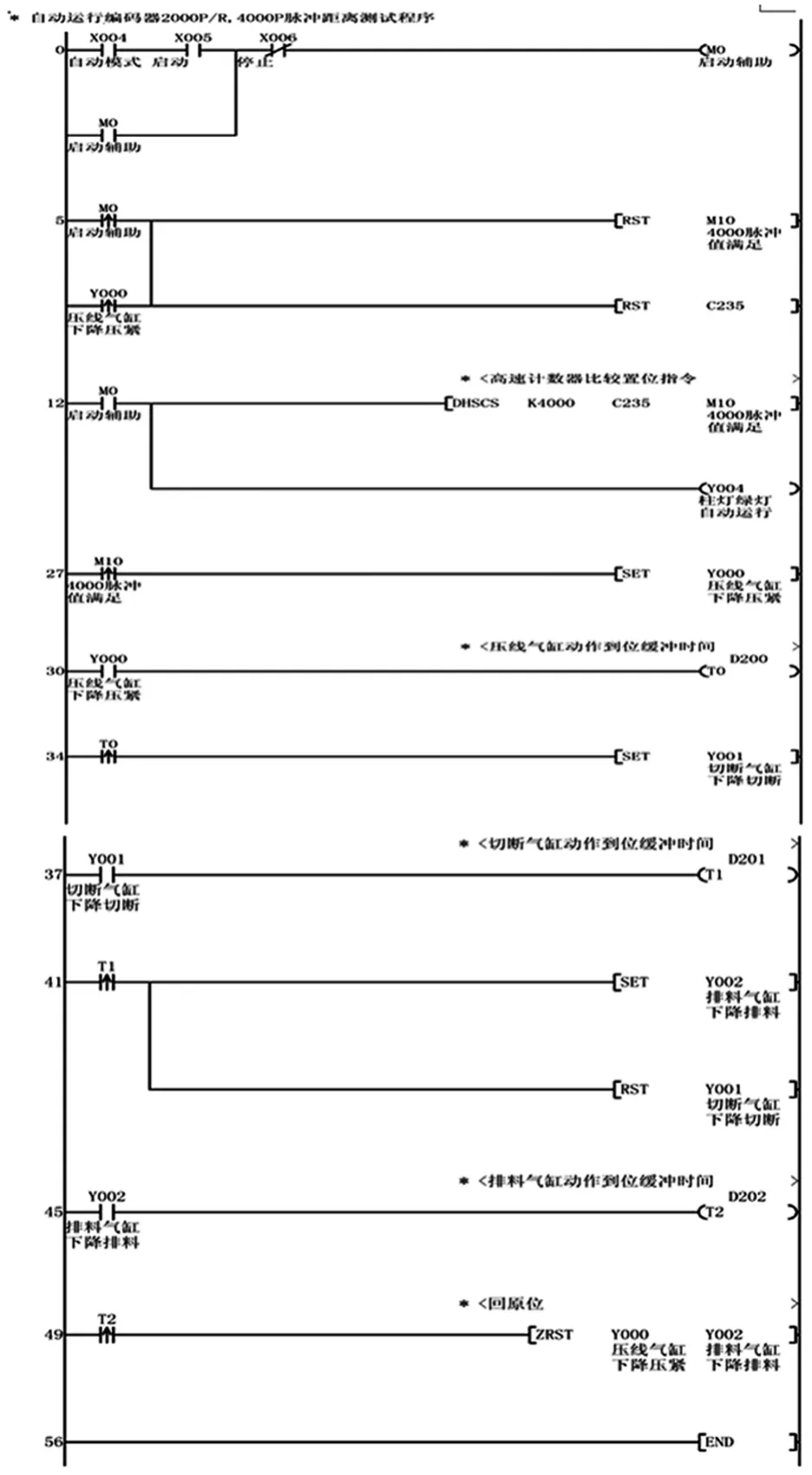
图5 程序图(1)
第二步,通过第一步骤的现场试加工测试,4000个高速脉冲(编码器转两圈),切断出的产品是990mm(为了提高精度,特将测量值放大10倍),因此第二步编程可利用这4 000个脉冲走的距离,通过浮点运算,计算出一个脉冲走的距离值D12。只要通过文本进行定长长度值设定,就能计算编码器走该段距离所需要的脉冲数。如图6所示。
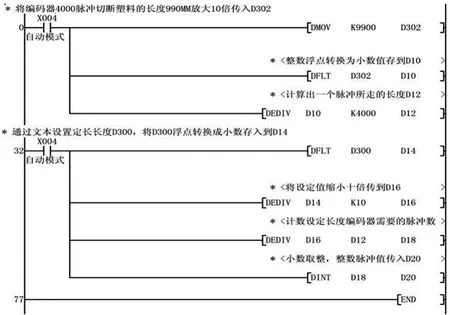
图6 程序图(2)

图7 程序图(3)
第三步,结合前面的步骤,解决自动切断加工问题。编码器转动的情况下,按下自动加工后,高速计数器开始计数。当高速计数器C235值达到D20值时,M10置位,切断机的夹紧气缸动作,同时复位高速计数器;当夹紧气缸下降到位后,切断气缸动作下降切断半圆塑料管,到位后立即复位,然后排料气缸下降排料,最后全部气缸复位。值得称赞的是,该设备还进行了手/自动切断加工工件计数,满料时可以柱灯红灯1s闪烁和蜂鸣器响进行报警提示,图7为部分程序截图。
(2)文本显示器组态软件编写
文本显示编写分为四个画面。
第一个画面为主画面,也是画面1,如图8所示,显示目前切断加工总次数,当满料报警加工数D230值与正在进行的加工数值D224相等时,柱灯红灯闪烁,蜂鸣器响,提示满料。
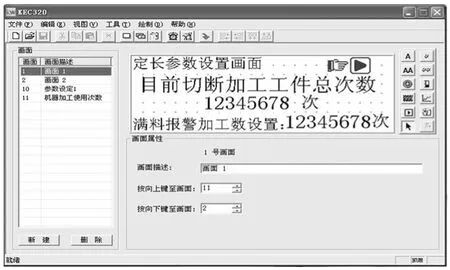
图8 画面1图
第二个是画面2,如图9所示,为该切断机半圆塑料管长度设置,由于该参数设置属于产品长度规格设定,故设置密保措施。
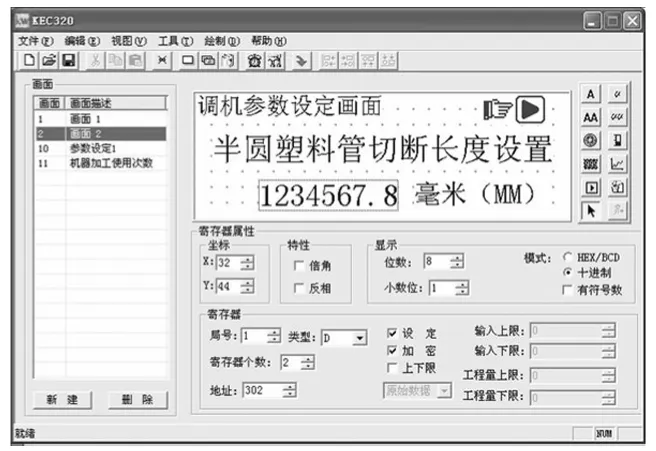
图9 画面2图
第三个画面是参数设定1,如图10所示,主要在调机时设置夹紧气缸动作后延时启动切刀上的切断气缸动作时间D200值,切刀下降保持及延时启动排料阀下降时间D201值,排料下降阀保持及延时夹紧气缸上升复位D202值。
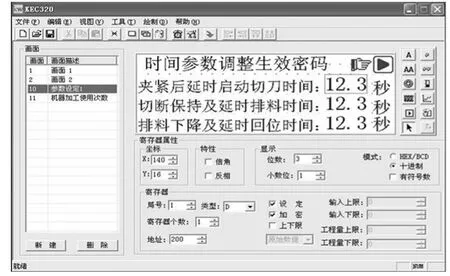
图10 参数设定1图
第四个画面是机器加工使用次数,如图11所示,手动加工与自动加工次数清零,通过该画面能够直观地了解定长切断机的工作情况。

图11 机器加工使用次数图
补充:科威文本显示器与三菱PLC之间的通信连接是采用RS422通信线连接,如图13。因此先设置该文本的连接PLC类型,方可正常通信。设置内容如图12。

图12 PLC及通讯参数选择图

图13 通信连接图
3 结束语
该半圆塑料管切断机,自动加工切断运行投入使用后,实现了自动化加工。原本一台设备生产加工,需要两个工人忙个不停,现在可以一个工人就兼顾两台甚至三台设备的加工。减轻工人的劳动强度的同时,又提高了生产效率,得到了客户的一致好评。
[1]初航.三菱FX系列PLC[J].北京:机械工业出版社,2010.
[2]黄石科威自控有限公司.WSP0301-24使用手册V1.2[Z].2010.
(编辑:向飞)
The Design of Automated Semicircular Plastic Pipe Cutter
YIN Xi-mei
(Zhongshan Technician College,Zhongshan528403,China)
Based on the consistsofMITSUBISHIFX series PLC and WSP-0301 Kewei textelectric controlsystem,and theirassociated of hardware configuration and software design.Using PLC technology and encoder technology combined with human machine interaction to solve the plastic tubeautomatically cutoff.So that to realize theautomatic control requirements.
PLC;encoder technology;high speed count;cutoff
TP27
A
1009-9492(2015)06-0068-05
10.3969/j.issn.1009-9492.2015.06.017
2015-02-16
尹细妹,女,1973年生,广东中山人,大学本科,讲师。研究领域:电子与电气技术。已发表论文3篇。
猜你喜欢
孩子(2021年1期)2021-01-27
家教世界(2020年35期)2021-01-07
模具制造(2020年6期)2020-08-03
家教世界·V家长(2020年12期)2020-01-07
模具制造(2019年10期)2020-01-06
上海建材(2019年3期)2019-09-18
小学生学习指导(高年级)(2018年10期)2018-10-10
中等数学(2018年6期)2018-08-02
工业设计(2016年10期)2016-04-16
橡胶科技(2016年10期)2016-02-24
